week six: molding and casting.
This week we dove into molding and casting, one of my favorite processes. We were to design a part, machine a wax mold, pour Oomoo into the wax to create a flexible mold, and finally cast Hydrostone or other materials in the Oomoo.
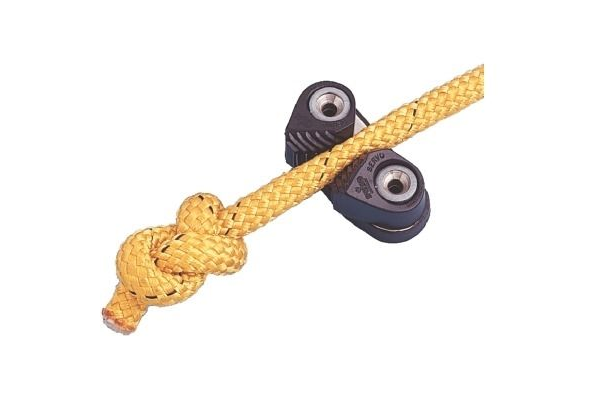
After casting around for ideas, I decided to make a jam cleat, for use in constructing structures with rigid and tensile members. The cleat would fit on the end of a dowell, and allow lines to be tensioned from two directions. Below on the left is a picture I found in the brainstorming process, and on the right is the urethane cast version I made.
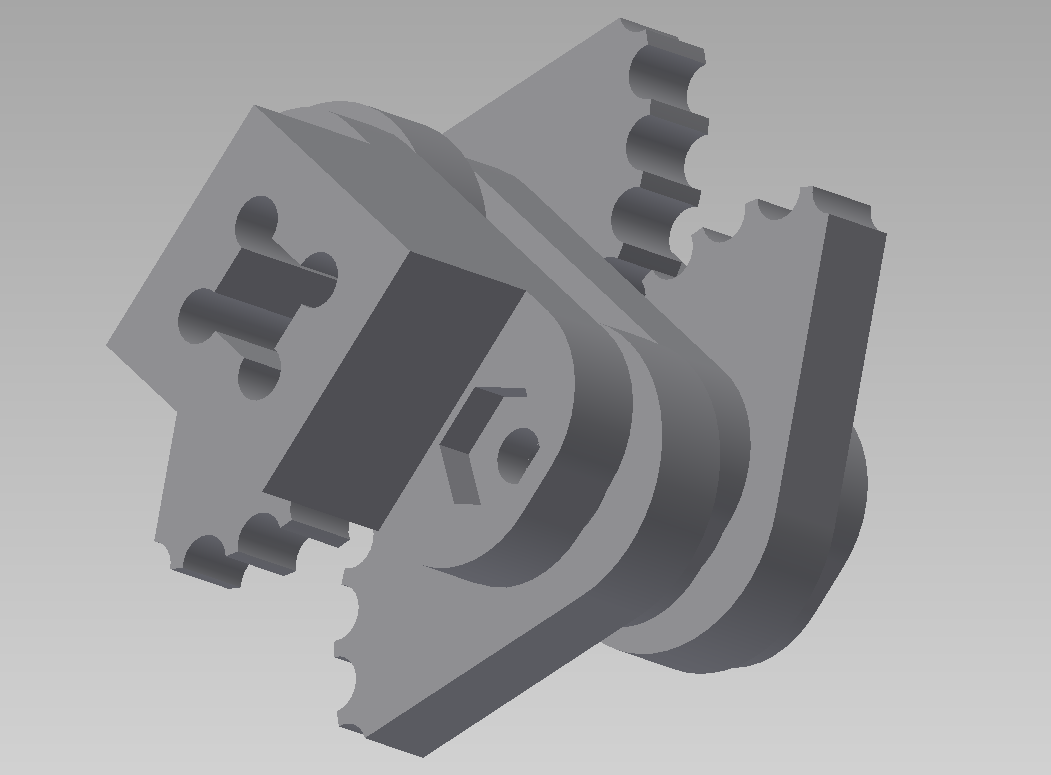
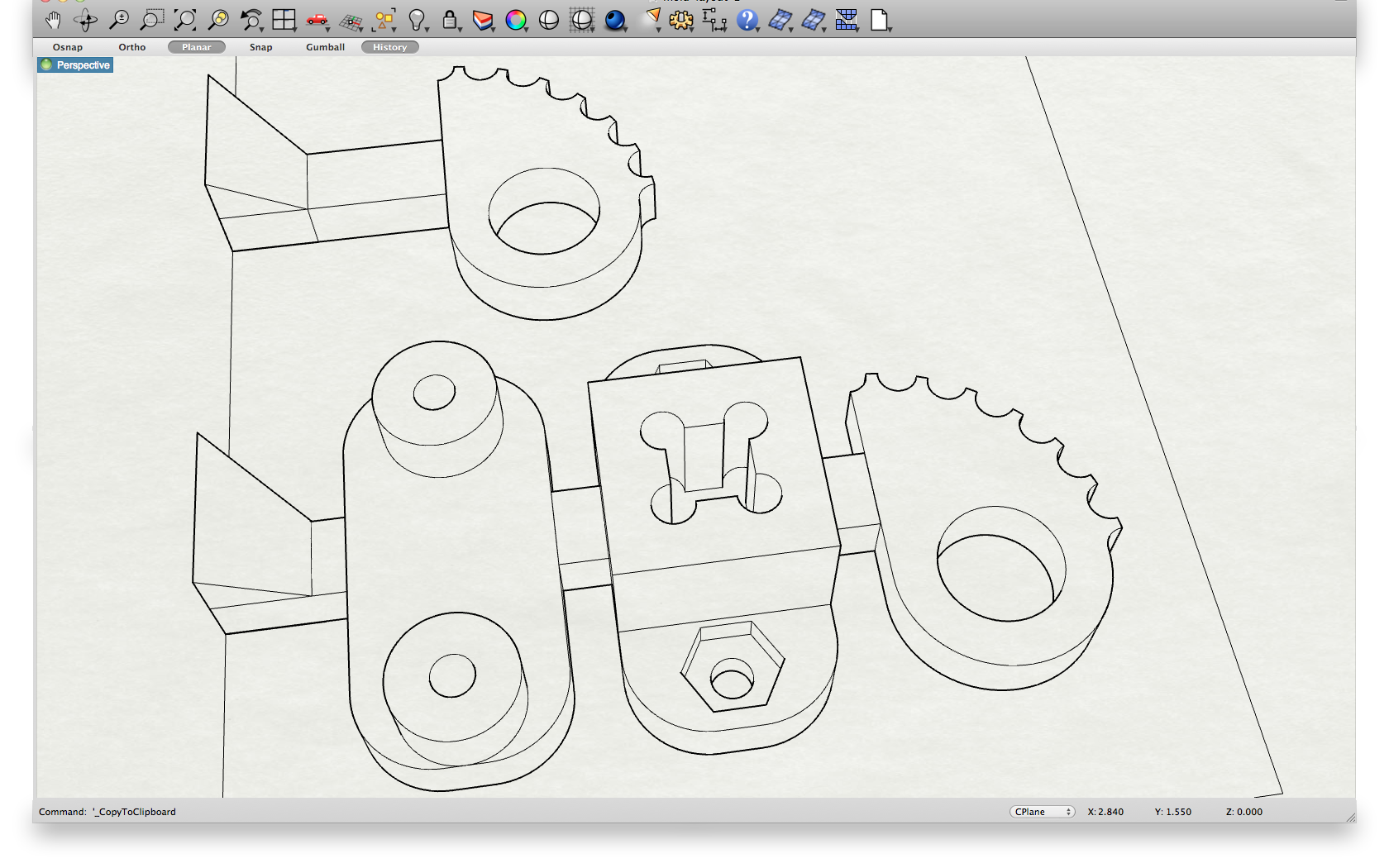
After doing lots of sketching, I designed an assembly in Inventor that could be easily cast from a milled mold. From Inventor, I went to Rhino to do the mold layout and construct the sprues. I found Rhino more flexible to play around with different layout configurations.
 |
 |
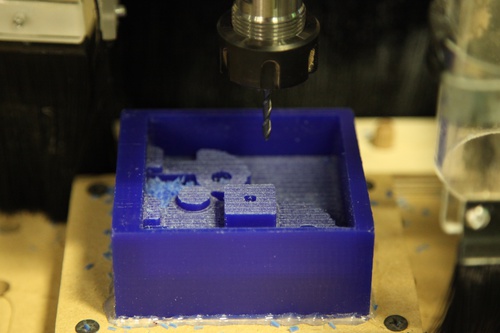
The milling went well, minus a few snafus. I should have made allowance for toolpathing in the clearance holes in my design. Without thinking, I made them exactly 1/8", designing for the 1/8" end mill. To appropriately toolpath the design, I had to tell the software my bit was 5 mils smaller than 1/8". This means my part doesn't work as designed -- namely the toleranced parts will be roughly 5 mils short. This will ruin any chance of good fit, but I think it will be fixable with some shimming and/or lowered standards.
| Pass Depth | Step Over | Spindle Speed | Feed | Plunge | |
| Roughing | .125" | 50% | 6000 RPM | 140 in/min | 100 in/min |
| Finish | .125" | 5% | 6000 RPM | 140 in/min | 100 in/min |
Despite these settings, we ended up cranking up the shopbot to run at roughly 7200 RPM and 170 in/min once the job was started. This seemed to give the best chip and machining sound.
 |
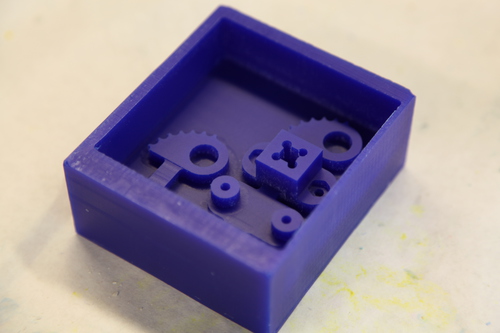 |
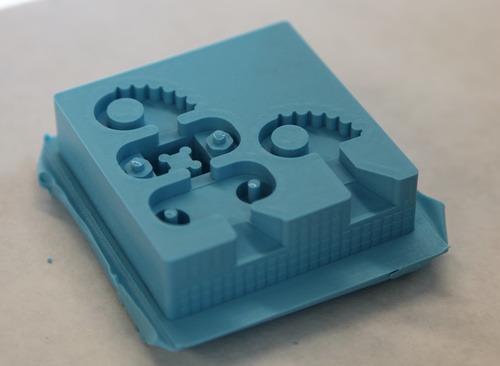
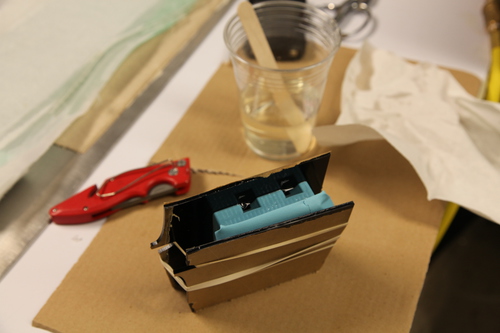
The Ooomoo pour went really well. The vacuum chamber was really effective at pulling out bubbles. I demolded after the recommended 75 minutes and was really happy with the results. Mixing the Oomoo well was really important, but it was a struggle to keep from creating too many air bubbles.
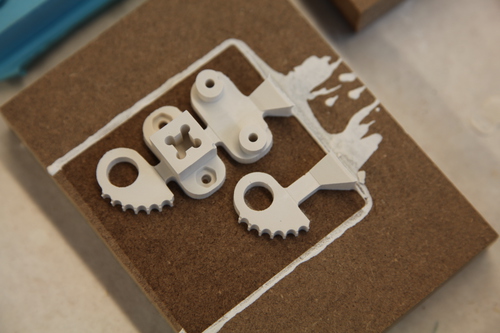
I listened to my wise shop manager and did not use the Smooth-Cast 385 I bought for the jam cleat. Instead I stuck to the Hydrostone to do a few castings. I set up an orbital sander as a vibration table, clamping it between two 2x4's to keep it steady. By holding my mold against the pad, I could tilt it and watch bubbles come to the surface. The results weren't as good as the vacuum chamber, but for large mold assemblies it's a good solution. In a hurry, I forgot to use mold release, so my first hydrostone parts set tight to the MDF. The next hydrostone pour, I used mineral oil as a release and experimented with more water in mixture to avoid air bubbles. The parts came off the MDF more easily and had fewer bubbles, but the structural integrity was poor.
 |
 |
 |
 |
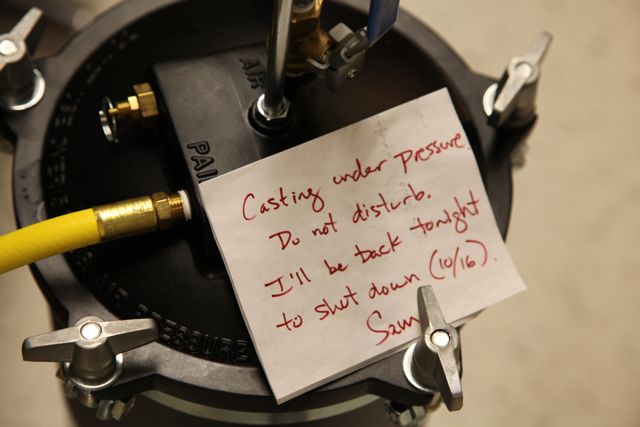
After casting some hydrostone parts, Kenny was mixing some urethane (Smooth Cast 310), so I did a quick cast in my mold (using mold release). With gloves on, in a room with adequate ventilation, I poured the mold and left it to set under 50 psi to suppress bubbling.
 |
 |
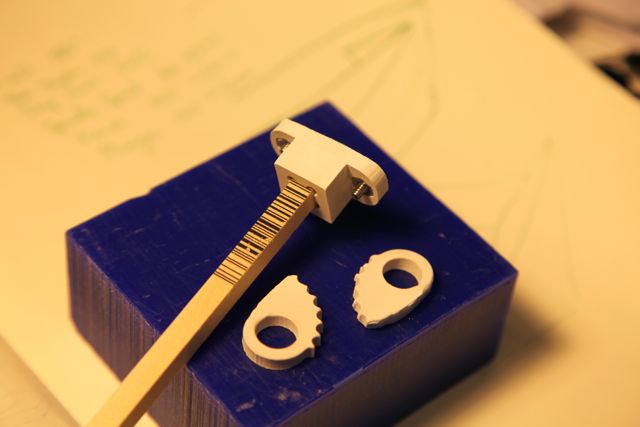
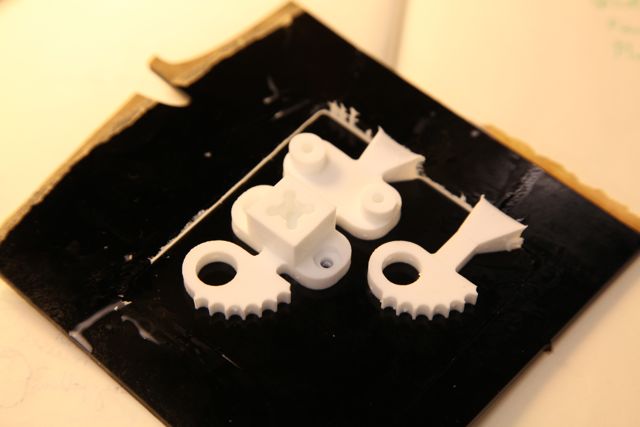
After the 2-4 hour demolding time, the parts came out beautifully. A little work with an exacto blade separated the sprues, and I assembled the parts with No. 4 hardware and a 1/4" basswood strip to get the cleat shown in the red picture at the top.
 |
 |
Over all, this was a really fun process, with definite advantages and disadvantages over both CNC machining and 3D printing. In some sense, you have a lot of the same limits as machining (due to the milling step), but there is some forgiveness from the wax. For some parts, casting could save expensive material over milling from solid stock, but casting is always limited by castable materials. Further, the Oomoo molds have too much flexibility to cast parts with the precision available with machining. The time to produce a single part using casting may be comparable to 3D printing, but the effort and attention required during this time are drastically different. Once the molds are made, however, many parts can be cast very quickly (whereas 3D printing has no such economy of scale). The three processes complement each other well, with the relative applicability determined by common resources: time, brain cycles, material, precision.
Files: