Toks Fifo
Student. Builder.
Molding and Casting
Fall 2013
I created numerous bouncy balls by casting them in a flexible mold, which was created by molding silicon rubber in a machined wax mold.
Inspiration
I have a few small super-bouncy balls on my desk that I fiddle with every now and then when working. I examined them, and noticed a parting line on each one. I figured that they were probably cast in a mold, and attempted to loosely recreate them. They are also relatively simple objects for a 1st attempt at molding and casting.

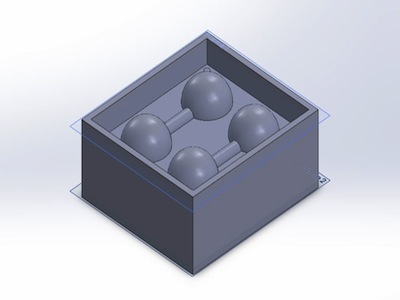
Design
I designed the molds in SolidWorks. I decided against using the mold-making tool since I could design the mold simply manually (although I'd like to learn how to use it at some point). Here is one part of the wax mold (positive), which will be used to create the rubber mold (negative), which will then be used to create the parts. I designed it such that I could create 4 balls at once; the material would flow from one ball to the other, and I'd cut off the excess in post-processing. Notice the registration holes in the design, to help with proper alignment of the molds.
Milling Wax Mold
Here's a video of the Modela during the finish-cut of the wax mold. Adding more offsets on the finish-cut would have resulted in a better (less textured) surface. The rough-cut took about 35 minutes, while the finish-cut took about 7 minutes (per mold side). Later on, I noticed that the Modela didn't make the registration holes on one of the mold sides. I may have designed the holes to be smaller than the 1/16" bit.
Wax Mold
Positive wax molds after milling. Notice the texturing on the wax surface.

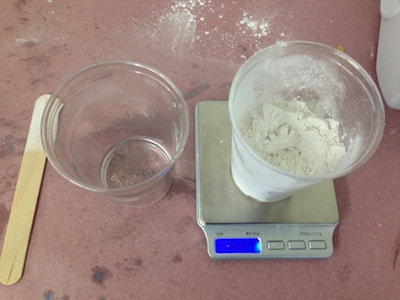
Silicone Rubber
The next part of this project involved creating the silicone ruubber (negative) molds for the bouncy balls. I used OOMOO Silicone Rubber Smooth-On for this, mixing equal volumes of liquid in a cup. I was careful to mix in a cutting motion (as opposed to a swirly motion) so as to avoid inducing air bubbles into the mixture.

Making Flexible Mold
I then poured the rubber mixture into the wax molds to cure. The pouring action helped to get rid of most of the air bubbles, but some remained, as you can see.

Air Bubbles
I'm tapping the mold to ensure that the rubber gets into all the crevices of the wax, and more importantly, to get rid of more air bubbles (which can substantially compromise your mold). If you look closely, you'll see a few bubbles rise to the surface and burst!
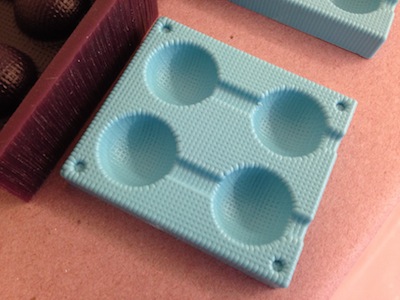
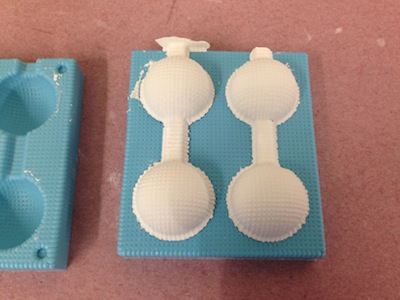
Silicone Rubber Mold
After 3.5 hrs (even though the box says 75 minutes), the silicone rubber was fully cured. You can see the registration holes on this side of the mold, along wth the gate/casting pipe. I was surprised to see that the rubber adopted the texture of the wax so clearly.
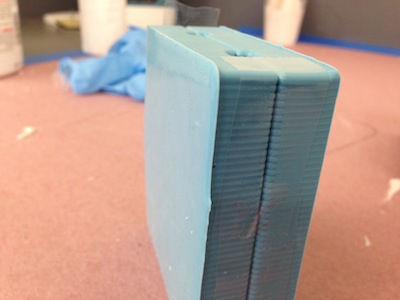
Making Part
Time to put the flexible molds to use! Becasue I couldn't get the registration holes on the other side of the mold, I taped the 2 faces together. Clamping would have deformed the fleixble molds (and my part as a result).
Dry-Stone
Dry-Stone was the only material available to use for my parts. In hindsight, I would have used the OOMOO instead to make the balls rubber-like and not cement-like. A surprisngly small amount of water is needed for the Dry-Stone mix.
Removing Parts
After the advertised 30 minutes, the parts were done. Pouring the Dry-Stone mixture into the mold was fairly difficult, and I'm sure I created a lot of air bubbles. Nonetheless, the balls came out nicely.
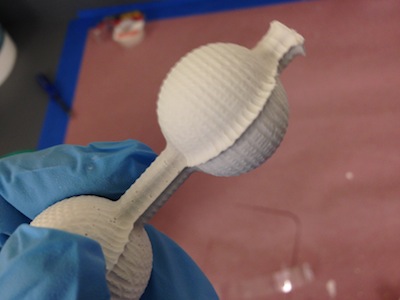
Removing Parts Cont'd
There was a ton of flash (material sticking out of parting line) on the parts, which I expected after examining the wax and rubber molds. Better machining of the wax molds and more holding force on the rubber molds might have reduced this.
End
I sanded the flash away and washed the balls. They don't bounce (due to material), but they look nice and clean. Again, I was impressed by the Dry-Stone's ability to take on the texture of the silicone rubber.
Molding and casting was a ton of fun! I really want to create more things using this manufacturing technique.
