project overview
In this class I wanted to explore the potential of molding and casting for my final project – a CPV-driven system to produce electric energy, light and clean water – but doing without batteries. Since I have not decided yet if I will realize the CPV-system or the hydro-pump/generator system for the final project, I choose the first one for molding and casting.
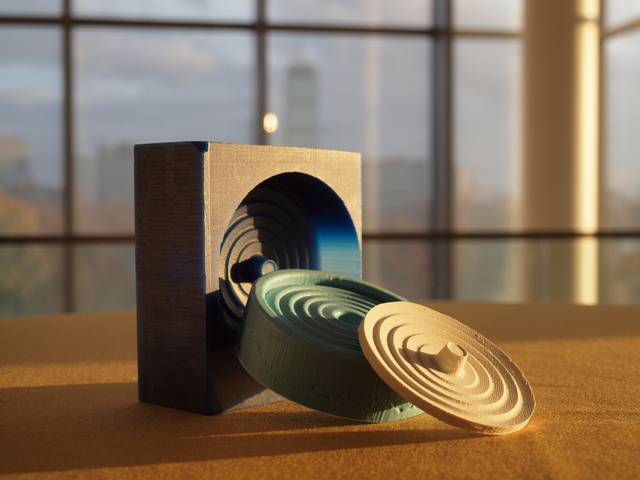
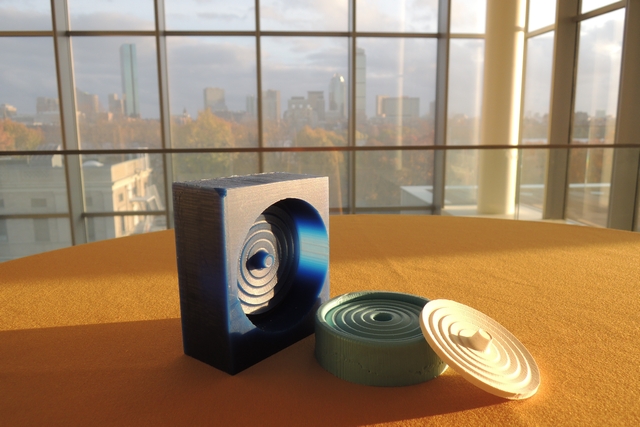
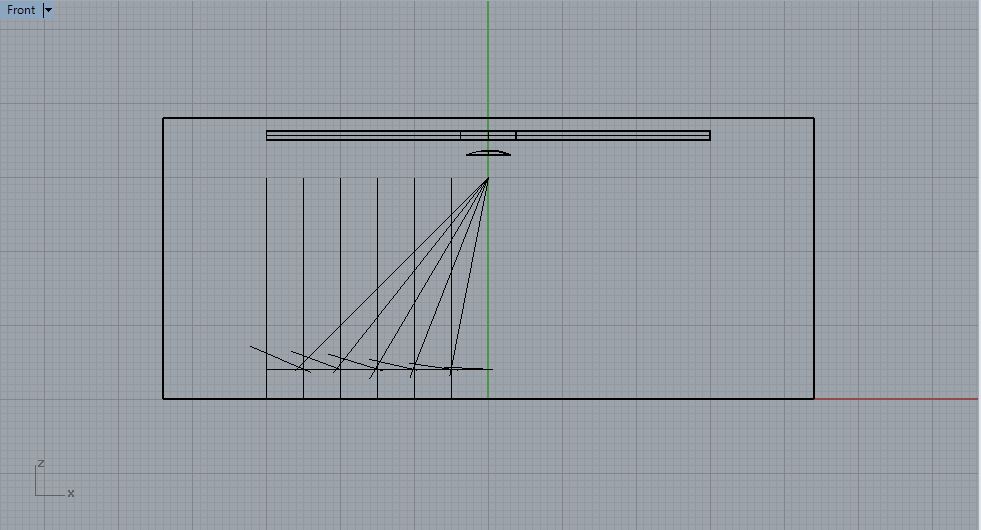
In the first image you can see a possible design of a single CPV-module, consisting of a primary optic (in this example a Fresnel mirror) and secondary optic (in this case a parabolic mirror). For the diameter of a single CPV-element I choose the on CD (120mm); polycarbonate has good optical properties from the IR to the near UV; the die casting method used for imprinting the digital information could also be a potential way to produce the primary optic (e.g. a Fresnel lens) – just thinking about embossed Fresnel lenses which are state of the art. CPV-systems tend to use a concentrating factor between 500 to 1500; a high concentrating factor (or suns) is required to make the high-efficient PV cell (often a triple junction cell) as small as possible. However, a high concentrating factor also requires a good tracking system to keep the sun within the acceptance angle.
So for my goal it could be useful to use low- to medium suns; I have to optimize that but for this assignment I selected 100 (for easier tracking and more simple optical systems). As a start I used a Fresnel-mirror / hyperbolic mirror combination. Of course I didn’t expect optical quality from the 3D-milling tool; however, with the proper mold I think this technique has the capability to make nice optical systems (the CPV is a nonimaging optical system).
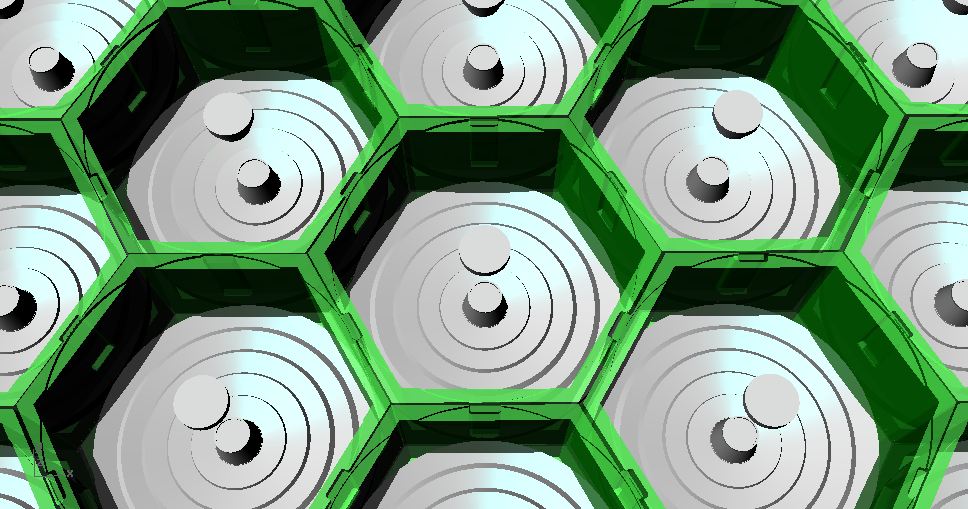
As a next step I plan to use a stamp of optical quality e.g. made out of glass and play around with the molding material. On the other hand there is also the option to process the mold further, e.g. with a slurry-like process. Definitely it would be charming (and cost efficient) to make one CPV element out of a mold-combination; the housing, the optical system, the mountings – even the electronic connectors and the cooling could be already integrated. Looking on the concept of combining the multiple CPV-elements together forming a 2D-array, as shown in figure 1, molding seems a very attractive concept. However, maybe the system will end as one single molded part, which could be even more cost efficient.
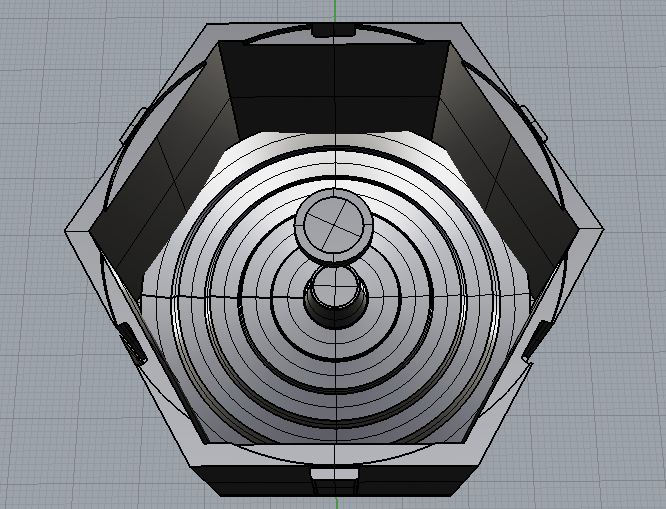
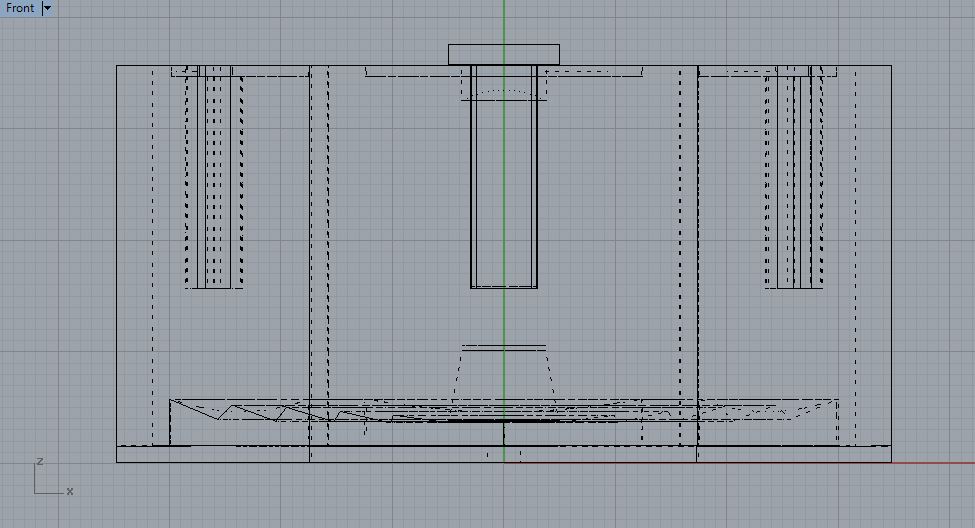
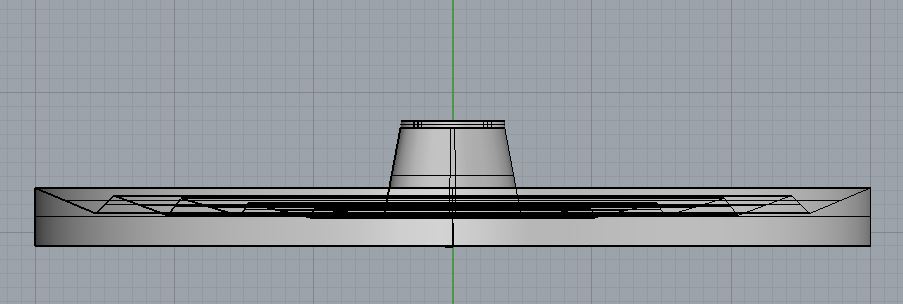
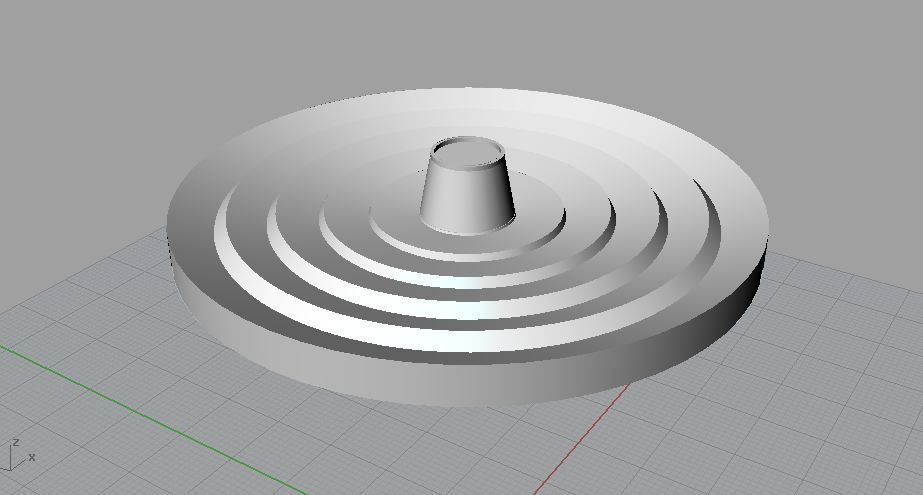
modelling in rhino
mold fabrication
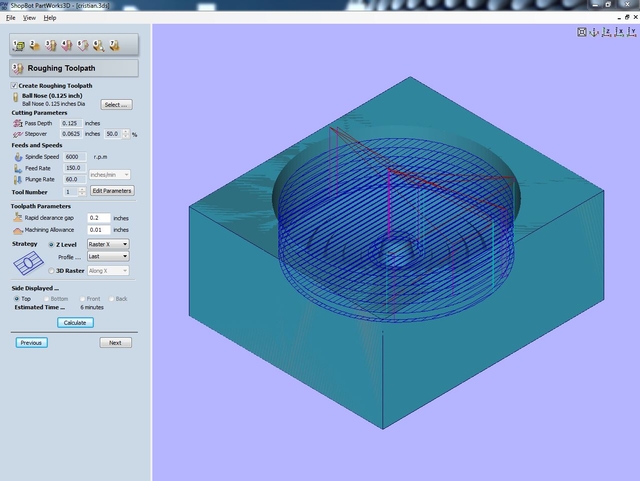
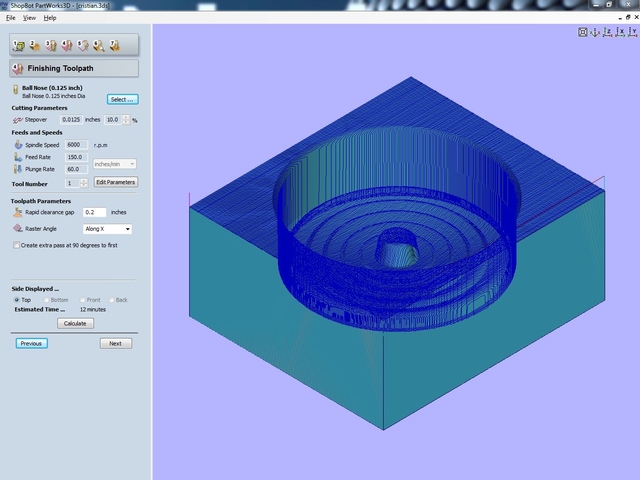
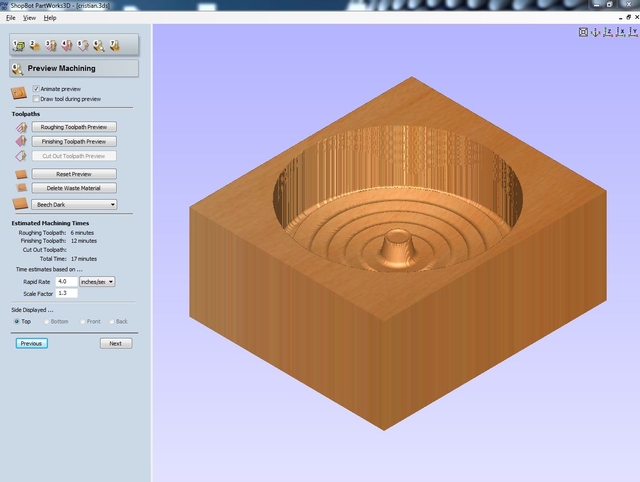
Figure 5 shows the ShopBot PartWorks 3D Process Steps:
cast fabrication
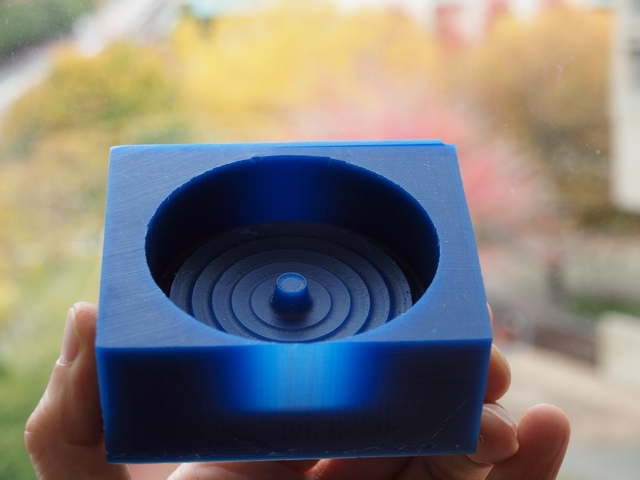


In figure 6 you can see the filling of the mold with OOMOO (2-component, 50%/50%, 15 min. processing time, 75 curing @ RT) to receive a soft mold; I used an uncritical parallel sample to control the curing time (left); cured silicon-cast after 75 minutes (right).