
Model #1 Keys
I made a lot of models this week, which was great practice (said through gritted teeth), but also took a huge amount of time. The first model I made was a replica of my mailbox key, which Home Depot has helpfully said they can't make a copy of. Why get a key made somewhere other than Home Depot when you can easily (not so easily) make a mold and make dubiously functional keys out of plastic/concrete? The model was made by tracing out a JPEG of my key in Inkscape, and measuring the depth of the grooves (on the key sidewalls) with a caliper and working back to make a model. Later, I found a key guide online, which specified the groove geometry of the manufacturer (and therefore let me skip the caliper derived model). I got the inkscape paths into Rhino by exporting as .dxf (everything in millimeters). In Rhino, by extruding the curve of the key, then doing an intersection with the groove/sidewall geometry, it actually made a reasonable model of the key. Anyway, this model failed as it wouldn't split easily along the X-Y axis to come apart into two molds. When I tried to hack it together with a manually made split that let this happen, Rhino started complaining that it couldn't do boolean unions, which meant the geometry must have been royally screwed up. Because of that, and also because a key is kind of lame, I decided to throw in the towel on this and go with a different idea.

Evolution of a trilobite model.
So as I was thinking of what to make, I considered what would be kind of neat to make out of stone. Being a biologists, these thoughts turned to fossils! I looked up some pictures of trilobites, which were a prehistoric kind of crustacean (my knowledge ends there). I found this site to be a great source of raster images of trilobites. I picked what I thought was a cool drawing, and set off on the road down to a model of a trilobite. I first traced the JPEG in Inkscape using the trace bitmap tool. The 2nd image from the left shows the result of this tracing. After some cleaning up (3rd from the left), I decided to go into Rhino and try to model it. The 4th from the left shows my "final" vector model that I used (after the abject failure of milling on the 3rd). More details below...

Boolean intersections to make curvy geometry in Rhino
Some descriptions of my Rhino modeling. First I imported the DXF of the vectors (shown 2 figures above), extruding the curve in the Z (ExtrudeCrv command), and then making an intersection with an ellipsoid to give it the "curvy" character, I had a reasonable facsimile of a trilobite. I then had to add the material pouring hole (using solid boolean union with the model, with a cylinder and a truncated cone). Next, I added the registration marks, which consist of 4 spheres. Then, I drew a box which ran down the center (in the XY plane) of all the parts. Using the "Split" command, I separated the model into two moldable halves. I took the bottom half, and then flipped it around to the orientation of the top half (you might have to mirror the geometry of one half at some point, think about it for a bit and it should be "obvious"). I also rotated each half of the registration spheres one one part of the model, so it would make holes instead of hills downstream (this will become more clear). I then made a model of the stock (Box command, 0,0,0, then length, width, height of the box). Then, I made a model of the removed material around the mold ("BoundingBox" while having all the parts selected, then extended the borders a bit using Scale1D). By taking the boolean difference of the stock and "removed material" (stock - material), then doing a union with the model, and the registration sphere halves on the left, but a difference with the (flipped) registration spheres on the right, it made the final "millable" 3D model (seen below)

Sucessful Modela milling
The .STL mesh of the model. Just path planning away from being milled.

A failed milling job
Snafu! This is my beautiful failed milling job. First, an aside on the path planning. I created the paths by parsing the .STL files with the compiled fab modules (aka kokompe). This was a big pain to install (not due to the fault of kokompe). Apple just recently released the new OS, Yosemite. I cleverly decided to update, which promptly broke all my command line tools (hg, cmake, macports, etc.). After much struggle, involving the download of the 2GB Xcode package over an hour, and hours of compiling of tools, I was back in business and could compile and use kokompe. Briefly, you need to have kokompe generate a .rml file (it generates files in the working directory automatically), and then pass that to the mod_server.py program with the correct settings for your Modela. Now onto the failure of the milling. Two major issues. Firstly, I thought I had a 7 inch wax block, in actuality it was 6 inches, which means the right end of my model goes off into space. Second, the finish cut. The milling job you see here is mostly rough cut. On the left side, all the gnarly bits are the failed part of the finishing cut. First, the 1/32nd endmill (which I used for the finishing cut), has a not completely straight geometry. Whereas you can just use the 1/8th endmill without too much trouble (since it is straight), the 1/32nd endmill flares out 5mm above the end of the tool. This means, if you don't have the proper clearance, this part of the tool will bump into the walls of your geometry. In my case, the clearance wasn't properly figured out. This could potentially be solved making sure the clearance length and clearance diameter parameters in kokompe were set right. I didn't quite know how to set them right. Long story short, the "flare" of the 1/32nd endmill started hitting the walls of the model rocking it back and forth. Secondly, the 1/32nd endmill wasn't zeroed properly, and was cutting way to deep, leading to the gnarled appearance. Then, the endmill fell out of the holder (likely due to the cutting being too intense), and I decided it was time to throw in the towel. The rough cut alone took 1.5 hours on the Modela, so I decided to make a vastly simpler model (for reduced cut time) and try again the next day.

A new model for quite milling
A redesigned, smaller trilobite model. The depth is less that 5mm per mold, ensuring even if the side bumping problem wasn't solved, that it would mill successfully.

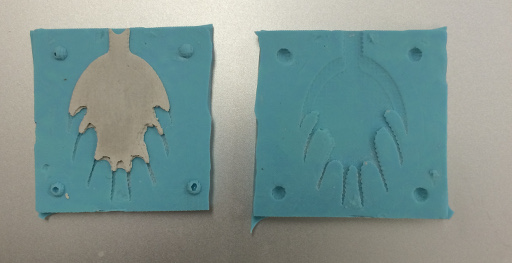
Stepwise progress to a mold
A successful rough and finish cut on the modela. Thanks to the greatly reduced volume, this guy cut out in around 40 mins total (rough + finish). After application of some Oomoo 25 2 Part silicone, and some box cutter work to clean up the result, I had a negative mold!

A messy hydrostone casting
How do you get (liquid) hydrostone into a mold that is clearly too small to pour into? A trick I used, necessity being the mother of invention: submerge the mold in hydrostone, compress the mold with your fingers so the air is expelled, let the mold take up hydrostone liquid instead! After I did this, I propper the mold upright, and poured some hydrostone onto the hole to try and totally fill the chamber. A bit messy, but it worked reasonably well in the end.

A part emerges...
The silicone was very well stuck together. After some careful prying and some deep breaths, the part starts to emerge.
Trilobite revealed.

Fingers for scale...