Casting and Molding
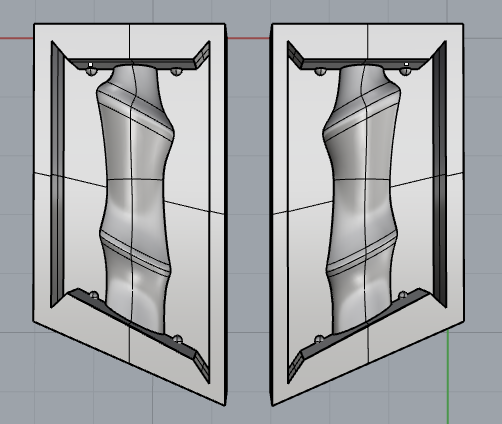
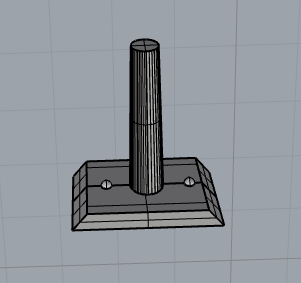
Casting and Molding is a lot of fun. This week I got lucky and got to help cast a bronze part, along with designing a 4 part mold for a piece of my final project and then making a chocolate mold of my dad and step-mom.
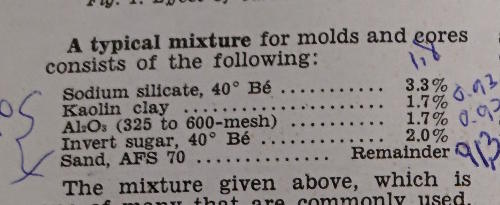
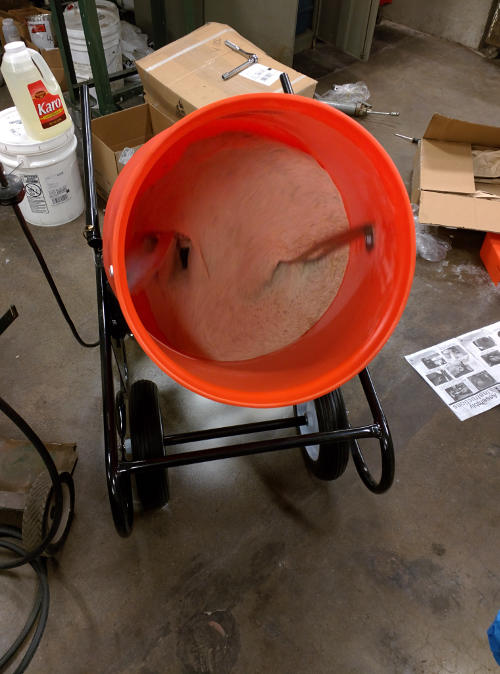
Sand Casting Bronze with Sodium Silicate Sand
My girlfriend is working on building a 1 cylnder marine engine based on plans from 1901, and will be needing to cast many of the parts. She just happend to be getting to cast a test-part in the MIT Foundry this week, and I got to go along and help!
Since we were just doing a test/learning cast, the foundry tech, Mike, wanted to try a new (to him, our instructions were from a 50's era text) technique, using a sand mixture that hardens when exposed to C02. This technique allows for better resolution of detail than regular sand-casting, which might come in handy for some of the parts.