printing
Rhino/Grasshopper | Polar3D | G3DP
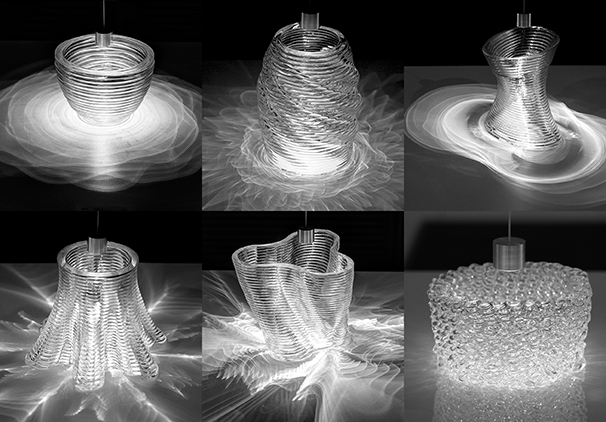
For almost two years now, the Mediated Matter group has been building a 3D printing platform for molten glass(see my assignment 1). Having access to the more traditional polymer FDM printers in the lab as well as the glass printer, I wanted to explore geometries that can only be 3D printed not because they require nested parts or overhangs, but because of complex surface topology which would be impossible to fabricate with anything other than an additive platform, whose slicing tool is only limited by draft angle. These take the form of curve extrusions with dramatically variable cross sections. Despite plenty of control, material, time, and cost limitations, this is one thing that the glass printer excels at.
Because the printer can have a yield of... below 50% sometimes, I started by printing some test forms on a faster, more reliable printer. Something I have been really wrestling with for the last few months is the first commerical FDM printer that prints in polar coordinates. It's called the Polar3D and it incredibly cheap ($600), compact, and clever, so in a number of key factors, it sounds great. As it turns out in a number of other key factors it is agonizingly awful.
The machine design is wonderfully simple. Because we have an r-axis, theta-axis, and z-axis (so yes, it should technically be called the "cylindrical3D") the theta-axis stepper only has to spin the build plate, not move it, and so it's small and flat, The r-axis only needs to go half-way across the build plate, so it also is reduced in size compared to printers of similar build volume. Finally, because the print head only has to go up and down, there is effectively no gantry, no external frame, and the footprint of the entire printer is tiny despite a 3140 square mm build plate.
Now here is what's wrong with it: It's cheap. The raspberry pi controlling it, in truth, isn't smart enough for the firmware (or the other way around) and often crashes. It's a good way to remember to keep your stl files under 10MB. It prints in polar coordinates but it doesn't think in polar coordinates. If you have one of these highly complex extrusions, it's wraps filament around in mesmerizing arcs, but anything with volume needs infill, and that infill is only available in a square grid. I've never written a volumetric cellular structure generating algorithm, but it strikes me that a polar printer shouldn't ever be depositing a straight line that isn't a part of a center oriented ray. More disturbingly, to traverse across the entire plate, the printer has to track from the edge to the center, spin 180 degrees without moving r and then go out again. While it spins, all thats happening is it's over heating the filament around it and twistng the filament coming out. I've never had a print where something printed over the center was considered acceptable, so I've taken to avoiding it all together. For the given cost and archtiture I can't really see any way around these problems, but as an experimental practice, it's a totally refreshing way to look at printing.
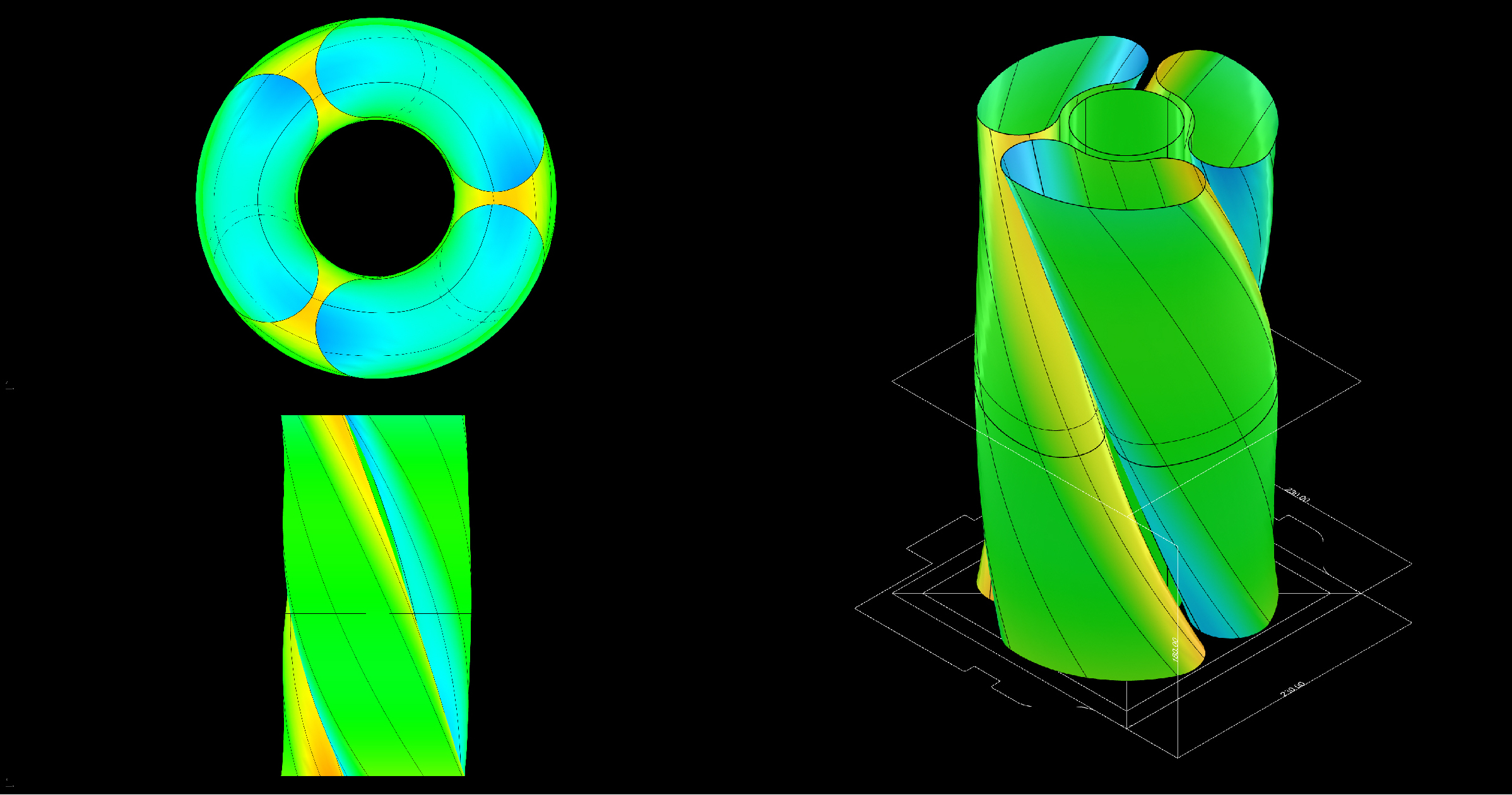
The surface I printed does suffer from this plate origin issue, but aside from that it meets both the criteria of the assignment and the printer itself. it's an extrusion of three filleted circles which flips orientation. As a hollow wall with one end capped, it can't be milled, and because of the reverse nature of the bottom and top, couldn't be cast without using a sacrificial mold, or a multi-stage process.

Despite the success of the print in PLA, that particular form remains probably too ambitious for the glass printer. We would say that the draft angle of the innermost ring on the top and pottom is pushing the limits of the platform. On the other hand, we've also been interested in components which are designed to fit together. Assembled, they would form a column with variable cross section and potentially even topology. For our print this week, we'll take the first steps to pieces that fit together and overlap, a concentric, twisting column.
This kind of form could have applicaitnos for us in terms of macrofluidic structures made of glass. Spatial distribution of gas, or liquid medium, filled channels can have an impact in terms of environmental performance of the glass as a facade system, or energy production system if filled with photosynthetic organisms/chemical reactions. This would only be possible as a single comprehensive system because glass has high compressive strength, high transparency, and fabricable in an additive manufacturing platform.
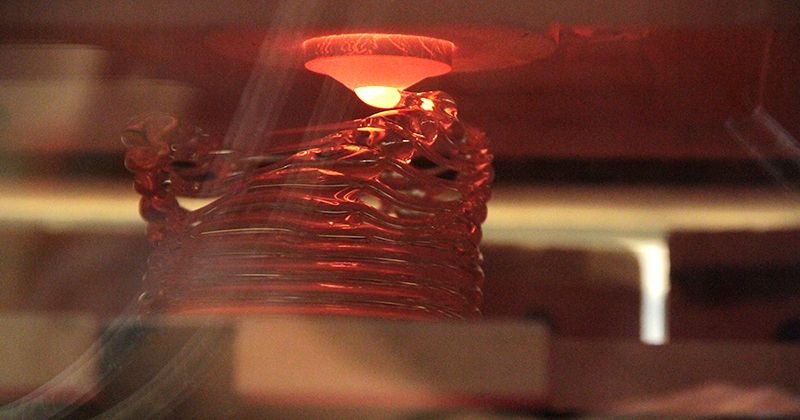
Obviously though, it didn't even come close to working and what should have been the core cylinder turned into a very interesting but alas, useless, spiral of clumps and bridges.
scanning
For the 3D scanning assignment, I had intended to work with the ant farm from assignment 1. A close friend, and collaborator, James Weaver of the VYSS Institure for bio inspired design at Harvard is, among many things, a kind of profressional photographer for advanced microscopes. Images from his DIY scanning electron microscope and array of confocal microscopes have been on the walls of the Lab and on journal covers. Despite our combined interest in scanning the void network created by the ants in our ant farm, we weren't able to make it happen by wednesday. We likely still will, so I'll update here whenever it happens.
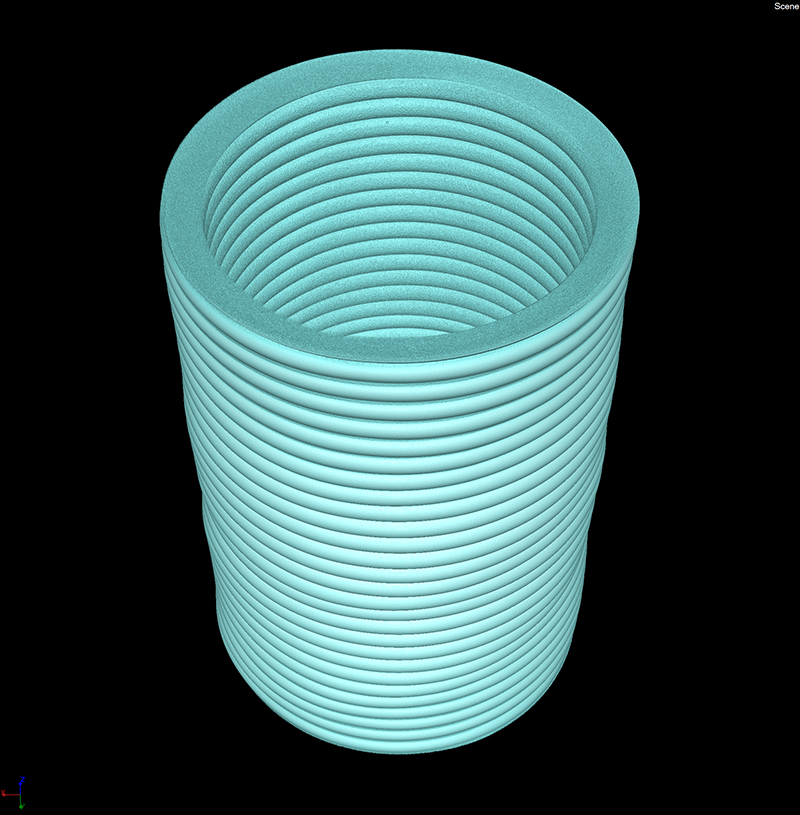
What we were able to scan recently is potentially more related to the printing part of this assignment. To understand the overall deviations of glass printer with respect to our designed shape, we've used the high resolution x-ray CT scanner to reconstruct the glass parts in 3D space to compare them to the original meshes. The x-ray scan returns hundreds if not thousands of cross-sectional images, and then a geometry processor is used to stack them together and create a mesh.