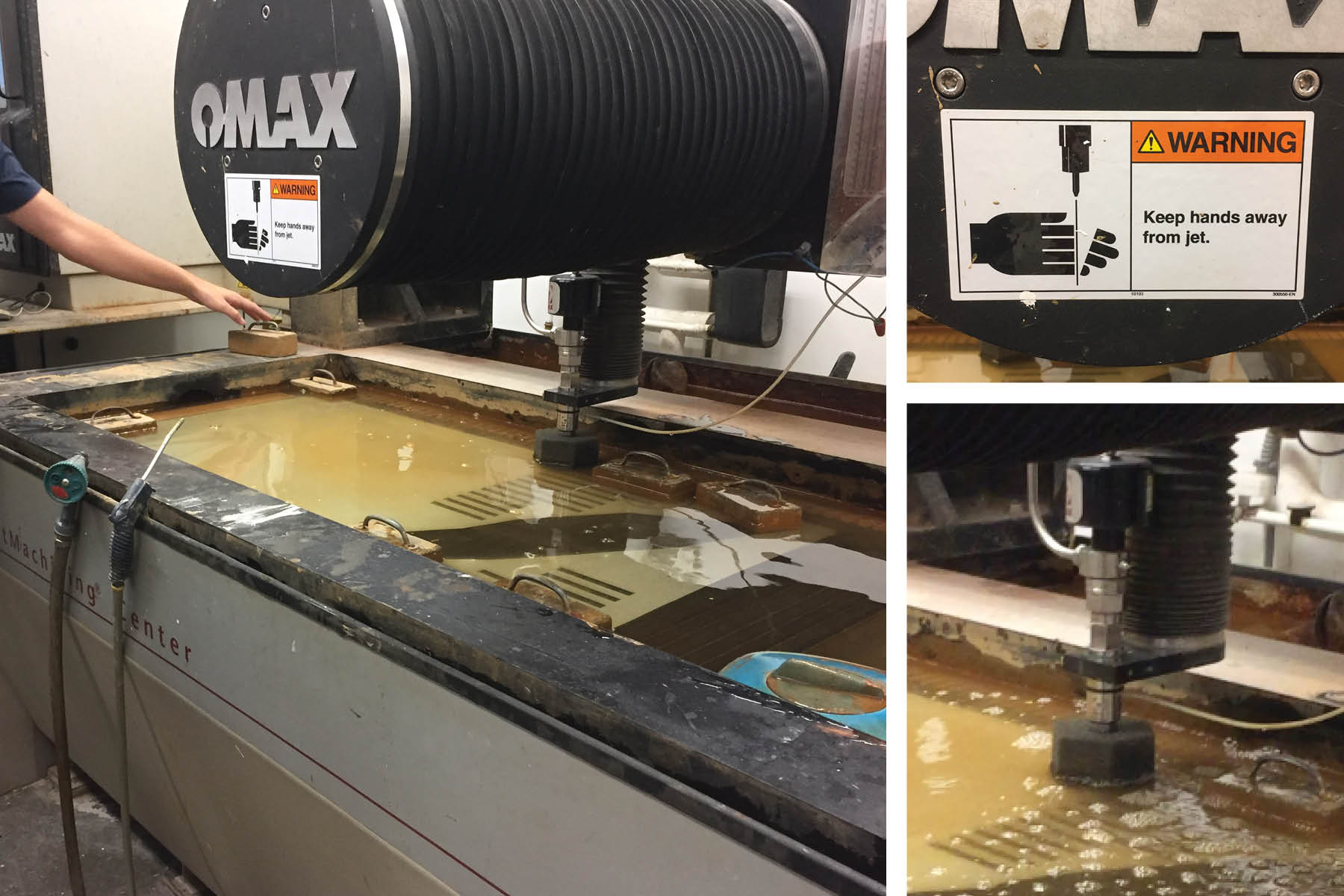
This weeks assignment was to make something "big" using computer controlled machining. We primarily focused on the CR Onsrud in n51 but were also "trained" on the waterjet cutter.
Project Planning & Prep

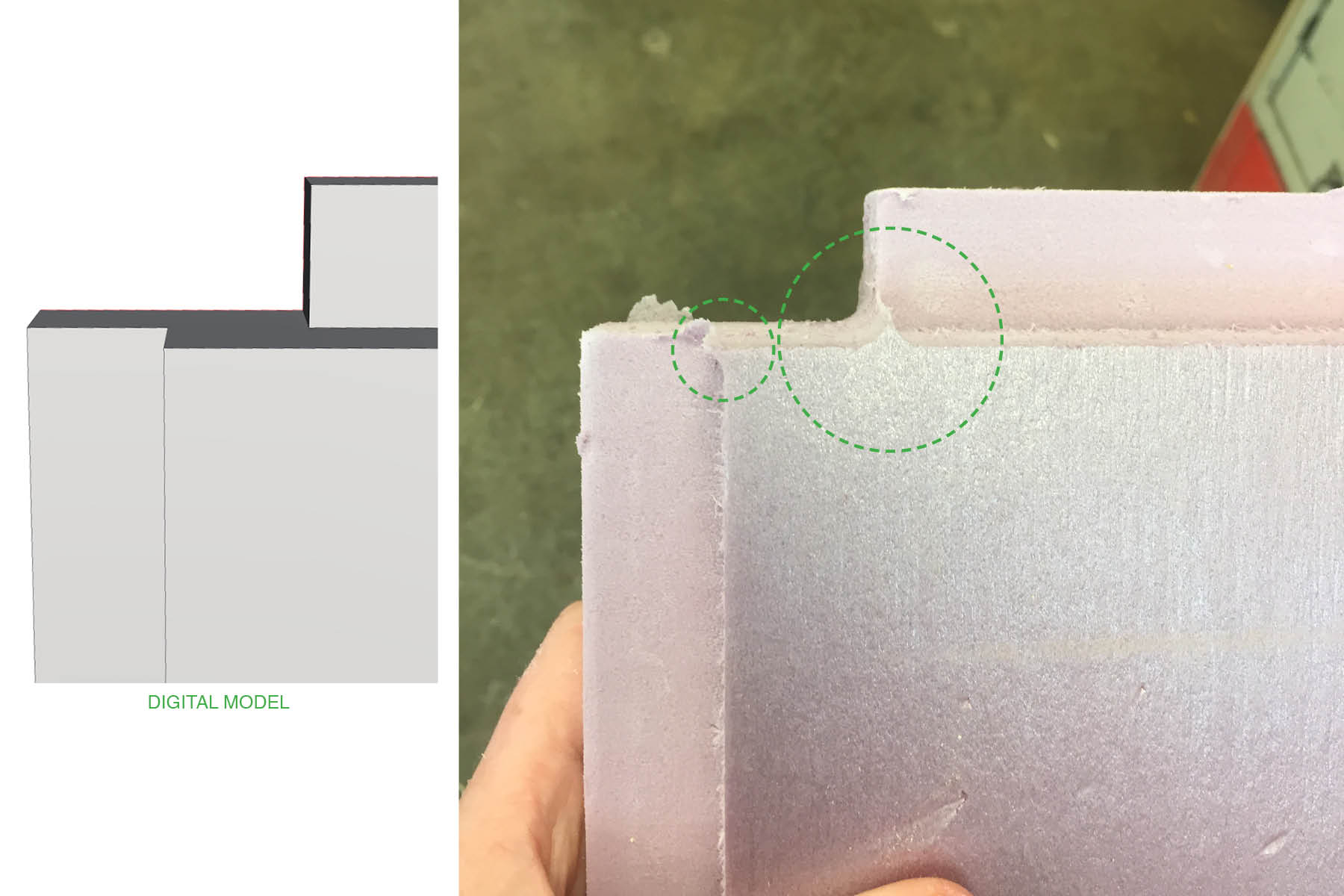
In pursuit of my final project, I decided to create a prototype of one of the chambers so that I could calibrate the temperature and humidity controls.
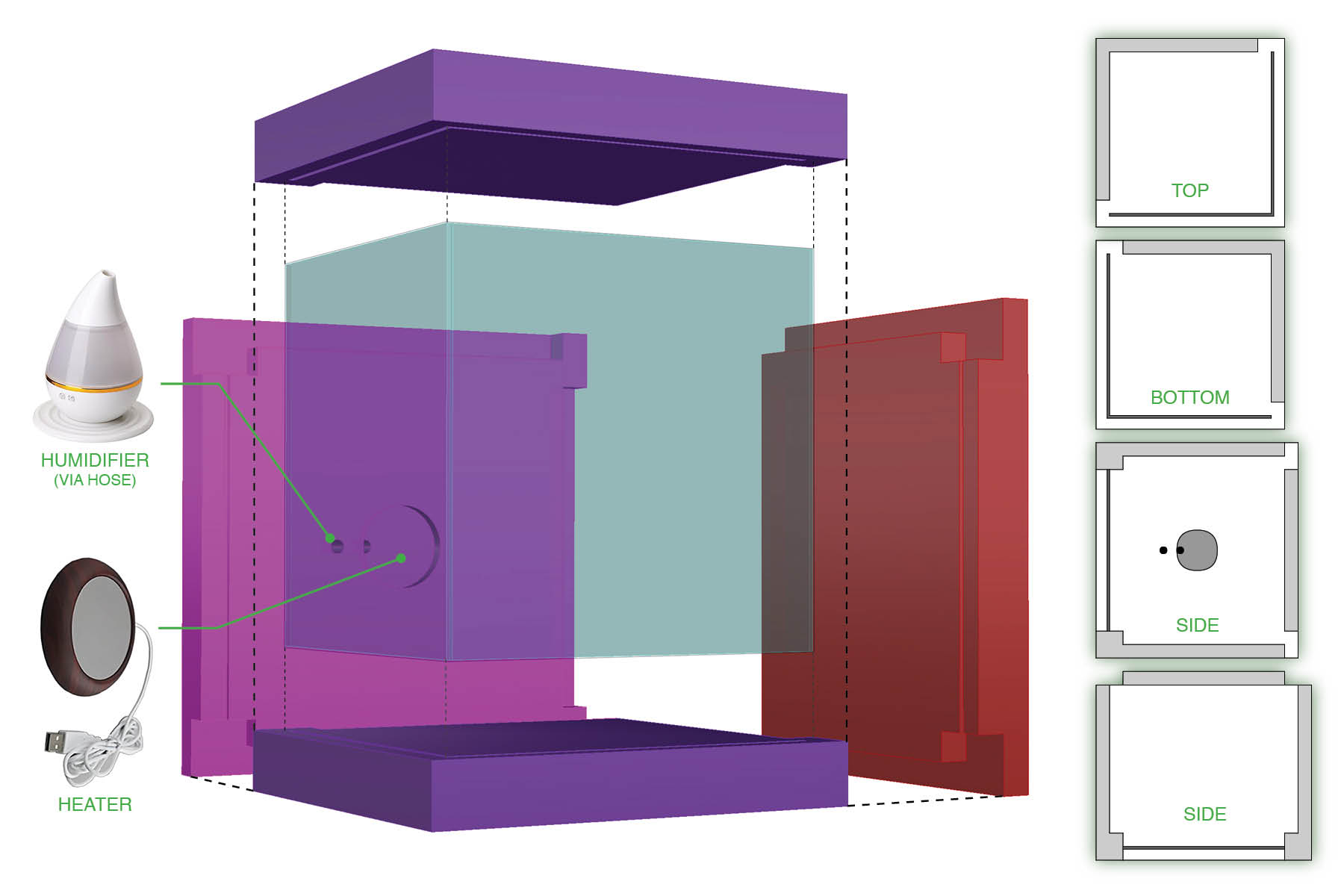
The 12"x12"x12" box is built out of foam on four sides and plexiglass on two. Jointing on the foam means that the notches wont necessarily hold the foam together long term, but thermal bridging through the joints will be minimized. No cuts (except for perimeter cuts) got completely through the foam - there is always 1" left behind. I have a small heater and humidifier to include in the test.
revised note: I have a small heater and a NON-functioning humidifer.

next step: buy the foam. I rented a zipcar to go to home depot and pick up the 2" R=10 XPS foam. The sheets come in 2'x'8' so I unfortunately had to cut the sheet in half to fit in in the car.
Machining
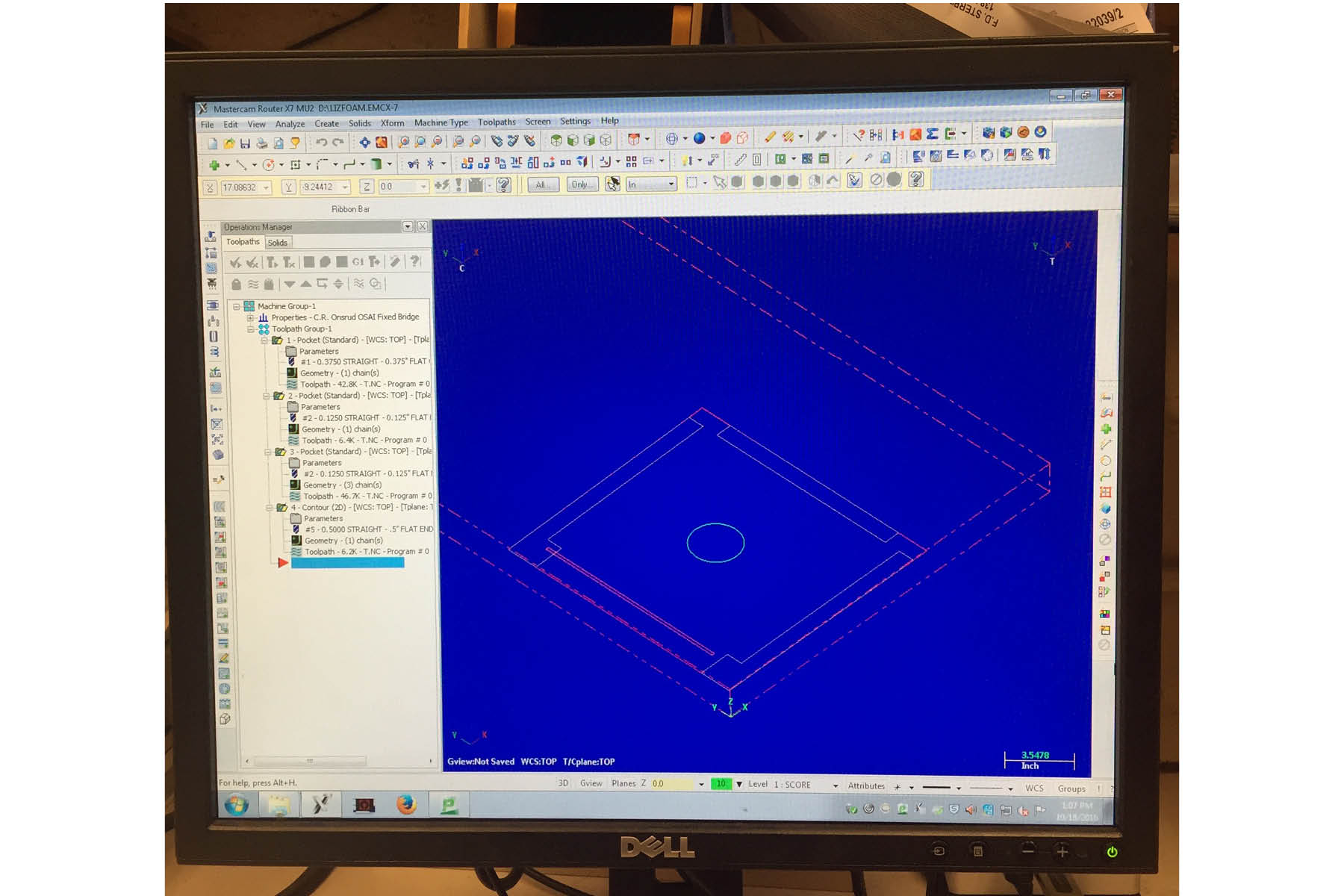
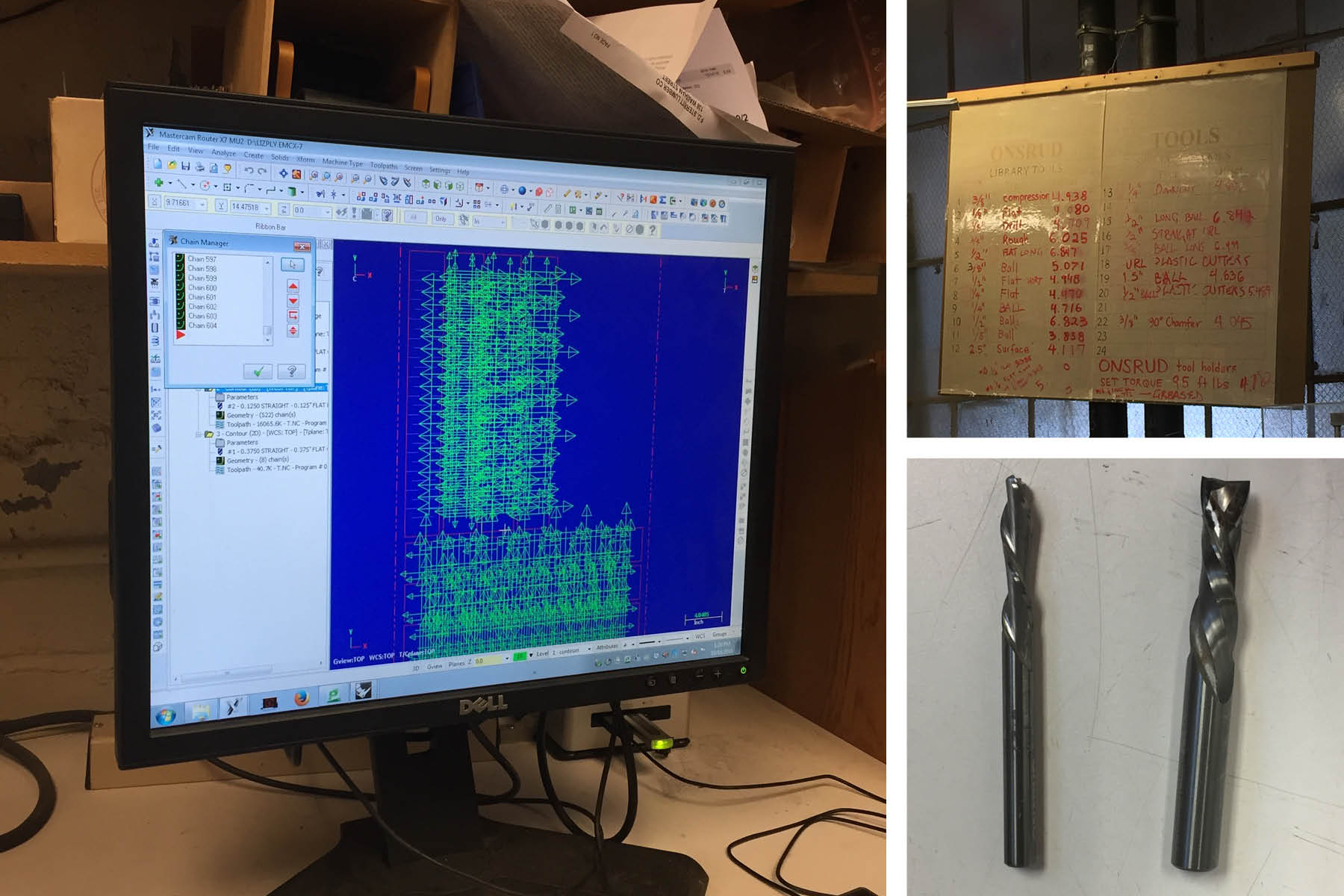
I never experienced a wait to get onto the machine, but I did experience signficant frustration in getting access to the TA's or someone to help with the mastercam file. I'm still not entirely clear how to set up a file on my own, but I'll try to pick that up in a later week.
The first file I wanted to cut was the foam box faces. This was actually a 3d-cut so it added a bit of confusion. When exporting my file from rhino, I actually exported surfaces (only horizontal, no verticals) instead of just lines. (although one of the TA's only used lines to set up my file, so I'm not really sure which is the best route to take).

The machine was fast, loud, and seemed to have a lot of personality. I really enjoyed the process.

Only three box faces fit on the sheet, so I had to return for the last one a few days later (due to a TA bottleneck). The cuts came out fairly clean but did require a small amount of cleanup. The entire cut took about 10 minutes.
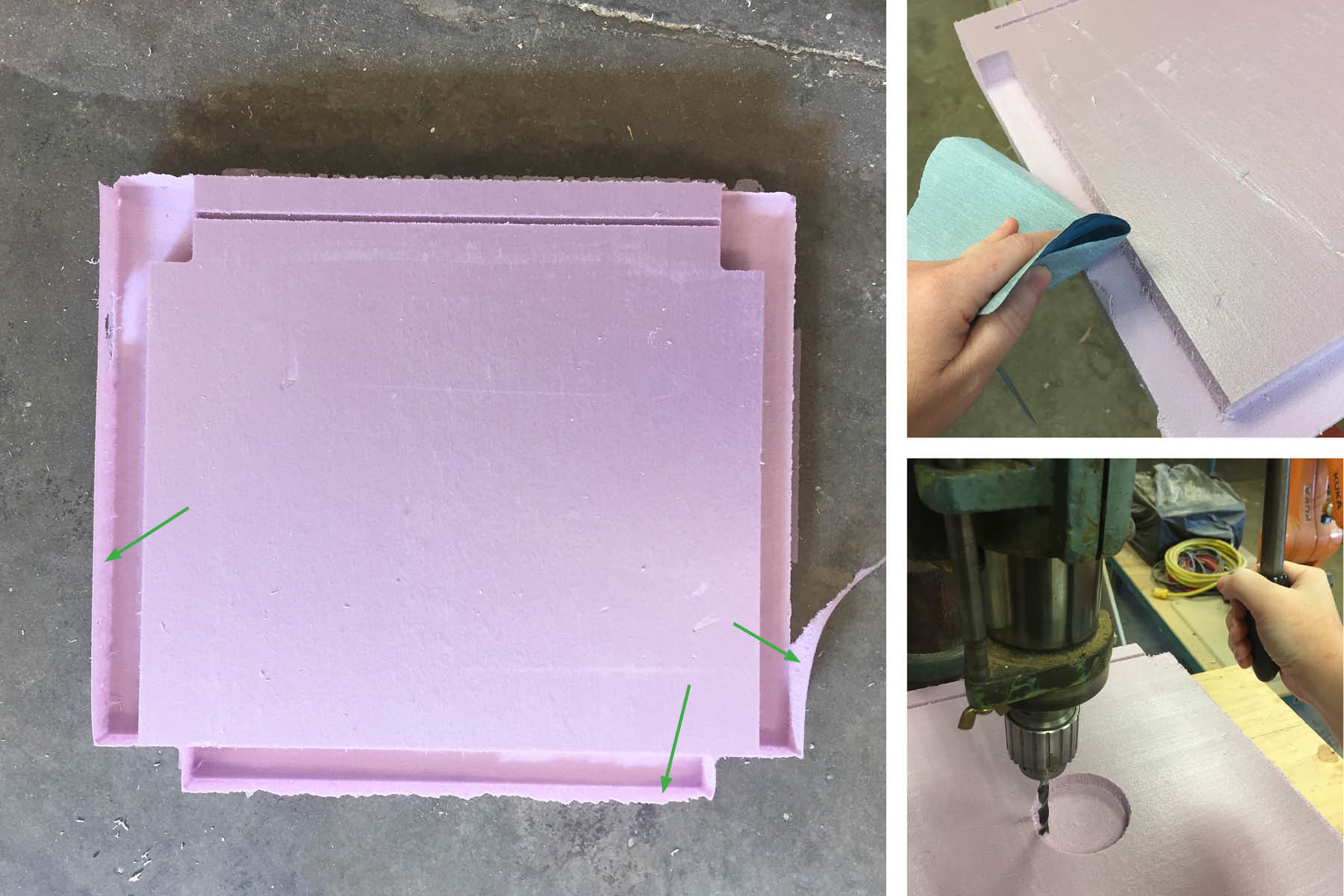
The edges had a paper-thin edge left behind from where either the mill didn't get close enough, or the mill DID get close enough but couldn't cut those last pieces due to the flexible nature of the material. This came off easily with a little bit fine-grit sand paper.
In the piece that needed holes (for wires), I had to use a drill press for this - There weren't any narrow bits that were long enough to go through the 2" foam.
There are a few things I could clean up in my tool path, although since this is foam and fairly easy to manipulate by hand, I didn't bother. Some of the edges needed to be trimmed because the round bit left a small curve at the corners.
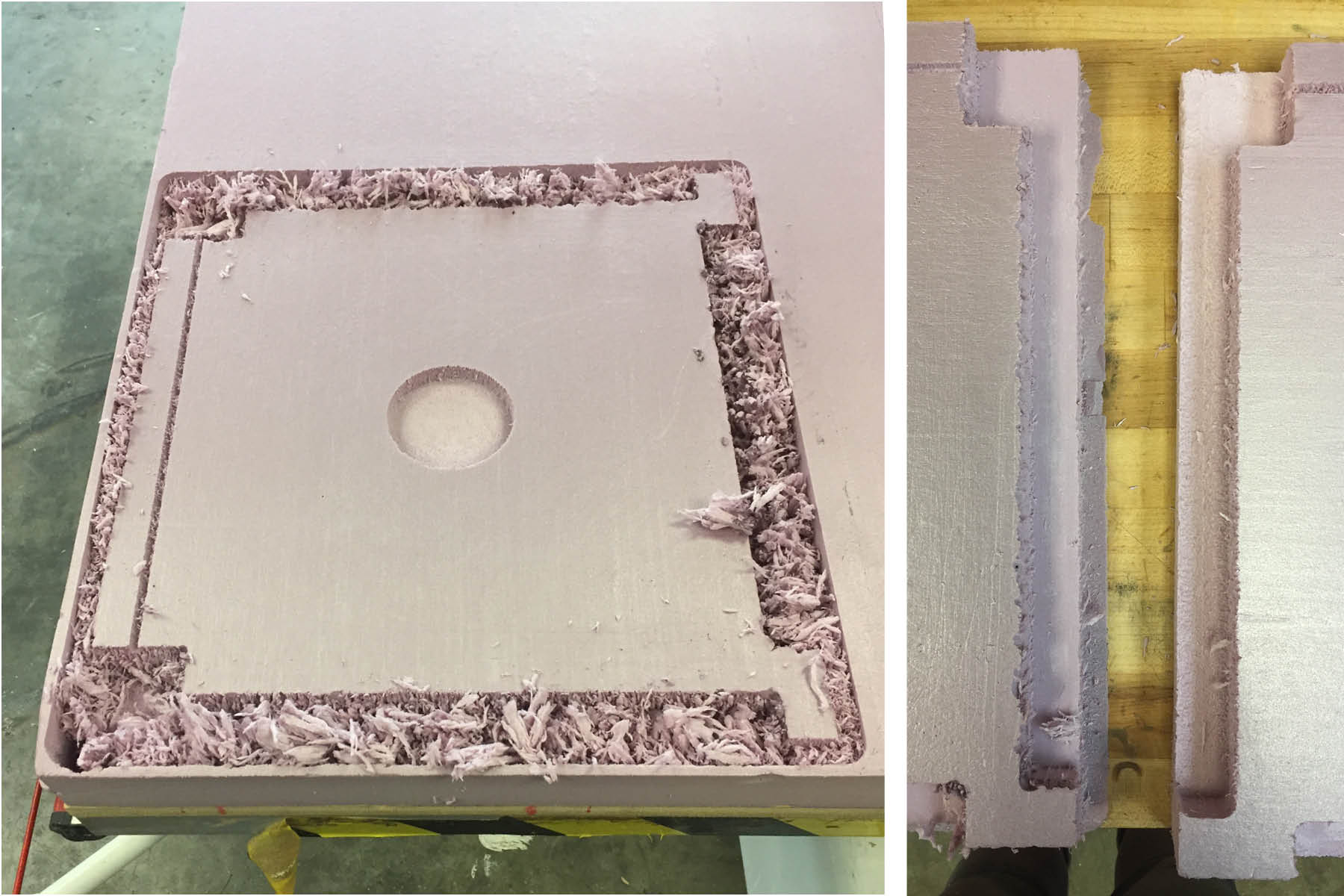
I came back on Tuesday to cut out the last box face - this did not go as smoothly. It took two tries and my settings must have been off - the edges were really rough (as you can see from the image above on the right). But again, since it's foam, it was fairly easy to manipulate the material and the rough edges did not have a major impact on the final product.

foam is really messy, and static is not its friend. Workign with this material took a lot of vacuuming and I proably should have been wearing a mask while sanding.

kit of parts - 4 foam walls and 2 plexi walls.
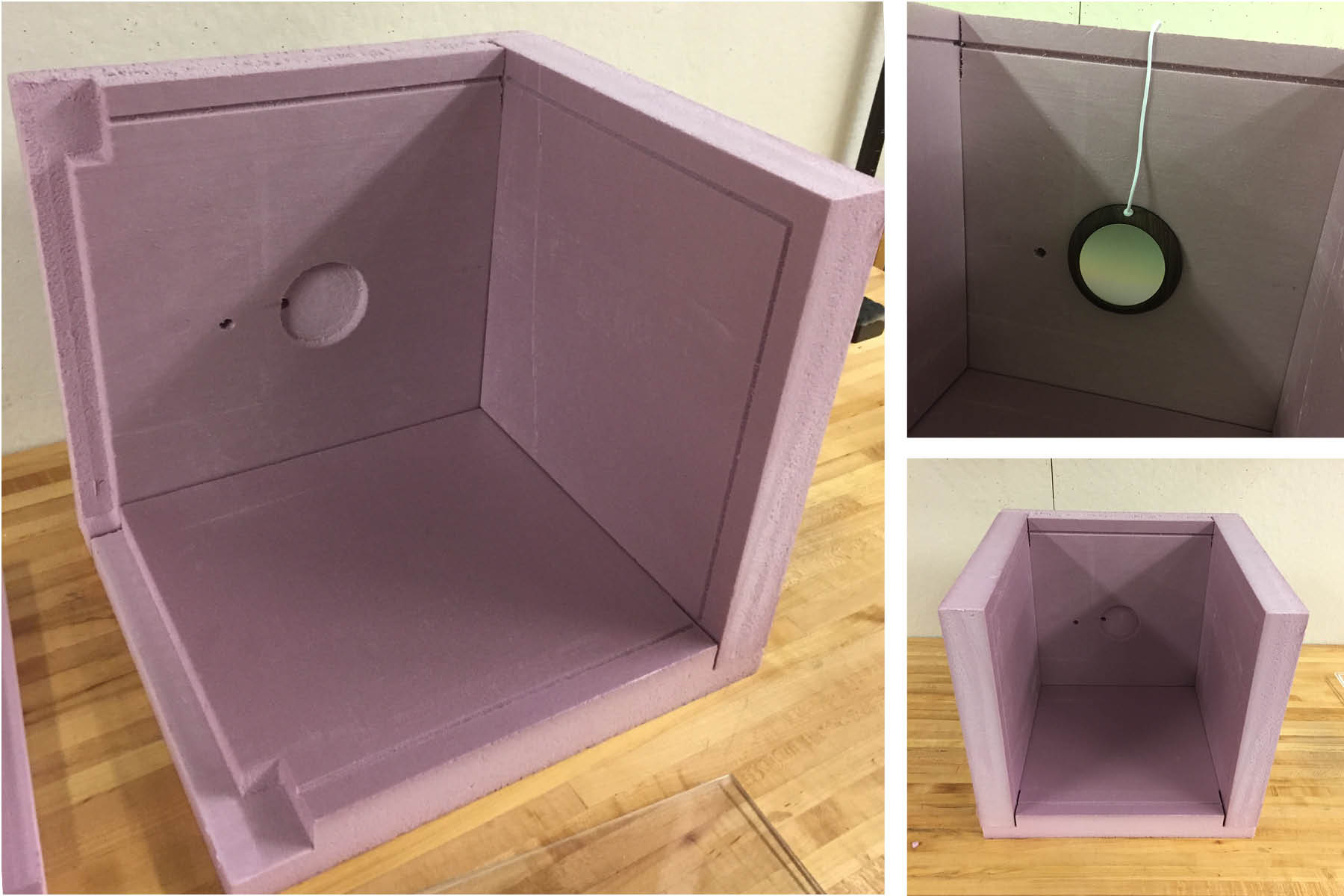
here it is coming together

environment box! Fully loaded with temperature sensor, small heater (mug warmer) and a small humidifier.
Kerf Studies
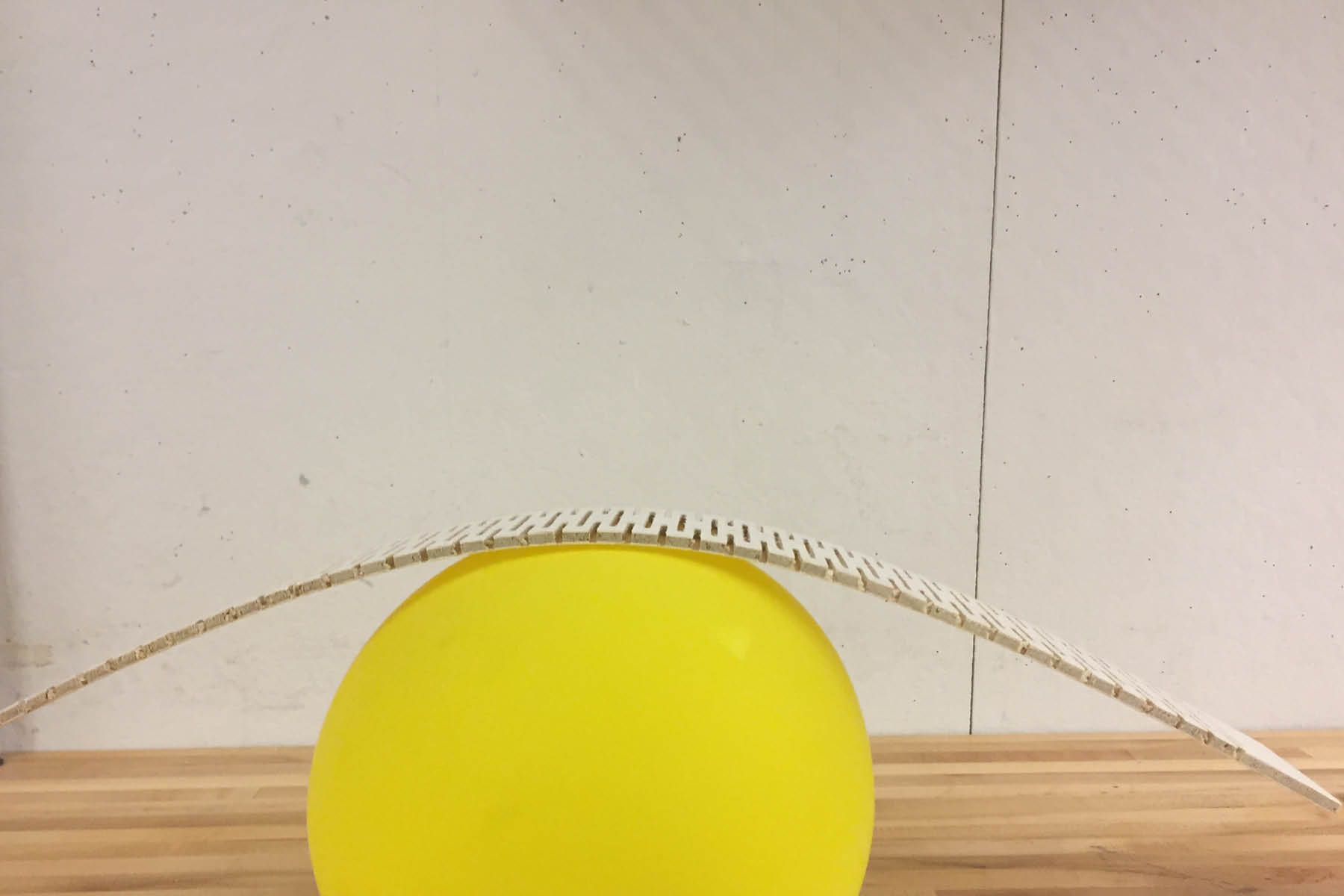
While I needed to build the foam box to advance my final project, I was feeling pretty disappointed with the "cool" factor. So, I wanted to test the kerfing ability of plywood.
more mastercam struggles. We had trouble getting the lines to cut in order - the machien was jumping all over the place, adding more time to the process.
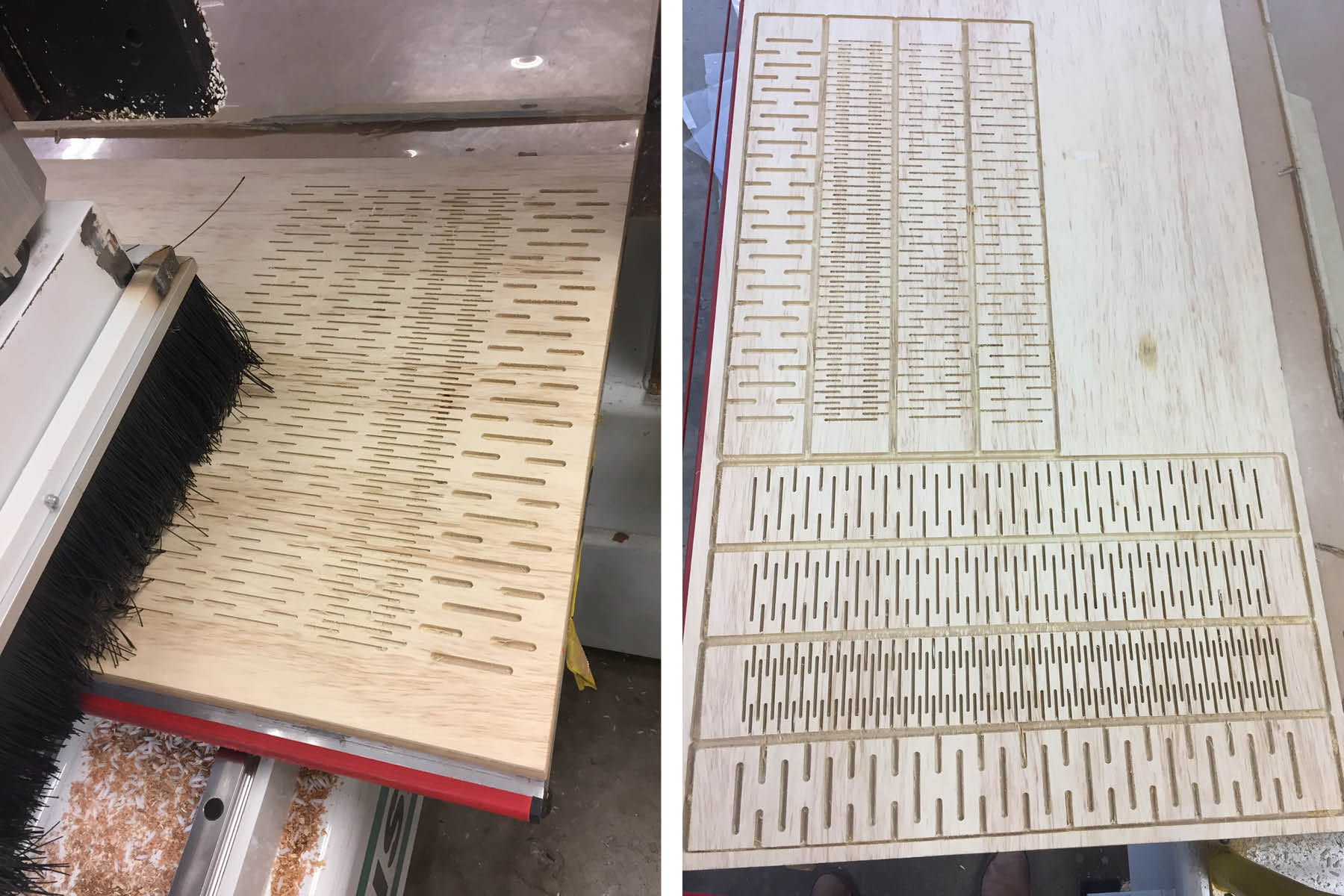
Milling this piece took nearly two hours - since I was using 1/8" bits, they only cut halfway and then came back to make the final cut - this was so we wouldn't break the bit. But this also meant that it took twice as long.

The wood was 1/4" crap plywood from home depot. The bits were way too rough on it and the edges were all pretty battered.
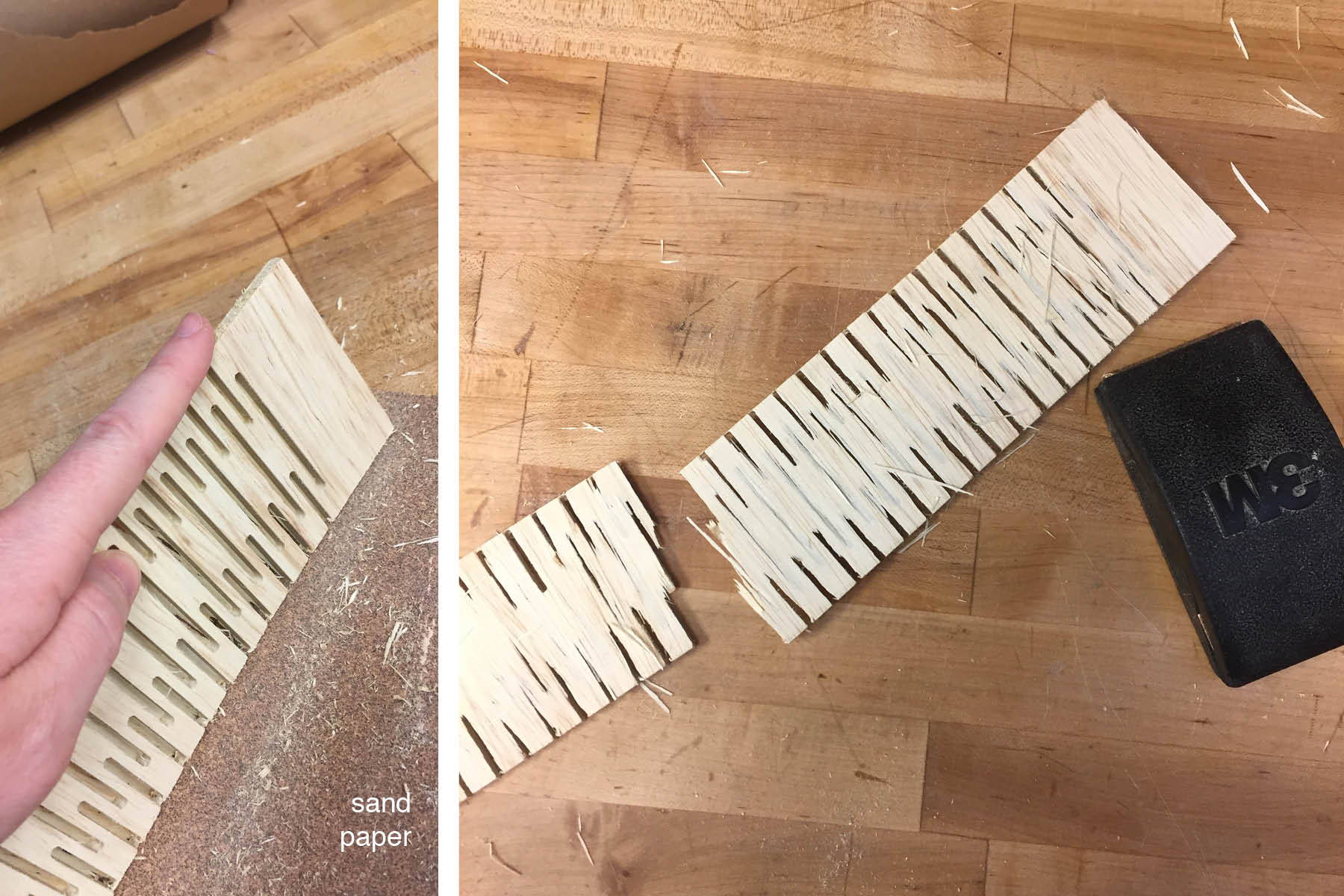
Fortunatley, the wood was quite soft and I was able to sand down the edges - although I may have sanded a little too vigorously and broke one of the pieces.
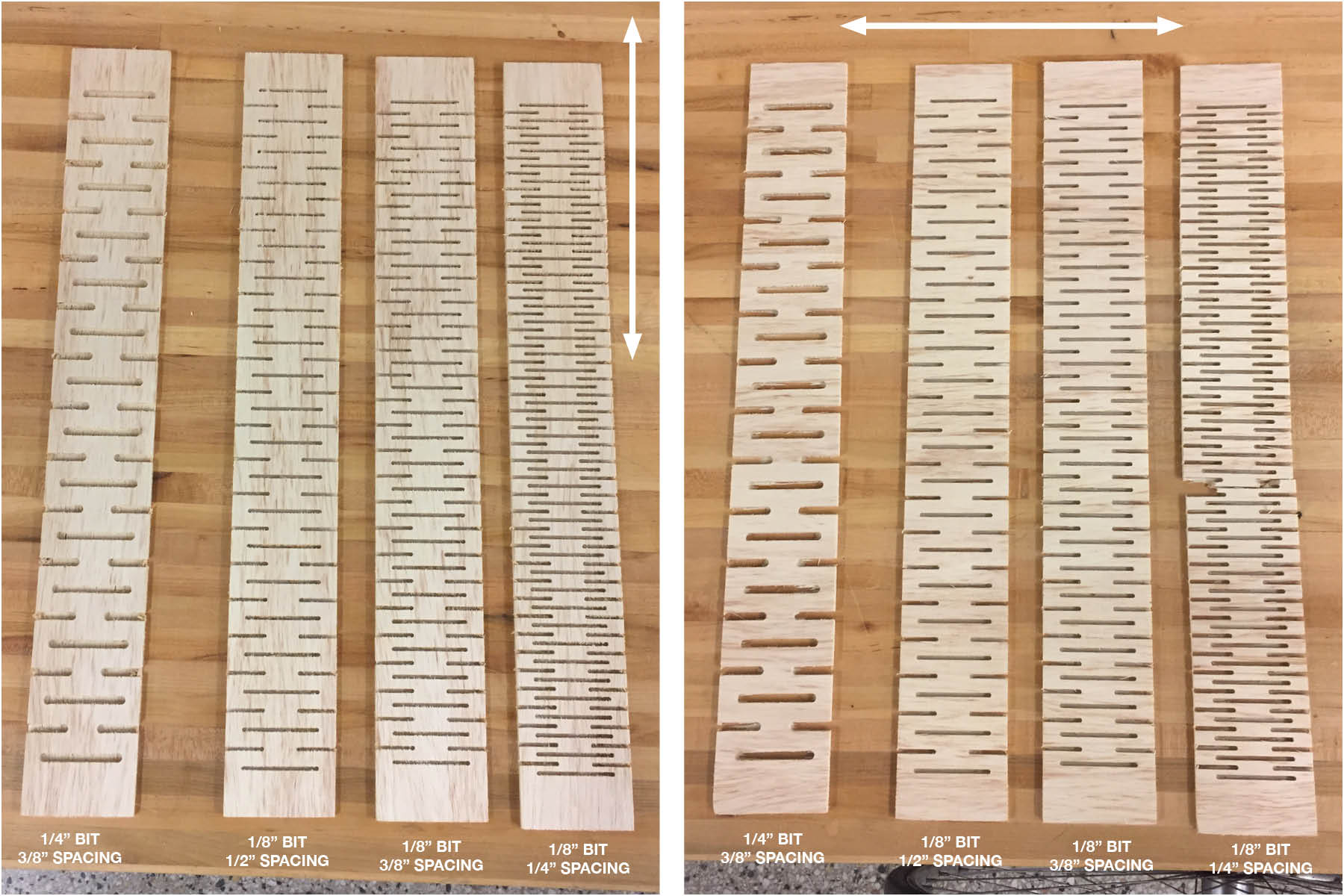
I tested 4 different patterns with the grain facing both directions. Here you can see the results:
