Oomoo was super easy to work with. I measured by eye and didn't have any trouble with this process. After I finished mixing, I spent several minutes tapping the cup on the table to get the air bubbles out (bottom right picture). Thank God Jiamin was there, though, because I almost poured it in without putting any mold release on. I poured a thin bead from high up so that there wouldn't be any air trapped in the goop. After the mold was filled, I tapped it on the table for a few minutes and left it overnight to cure.
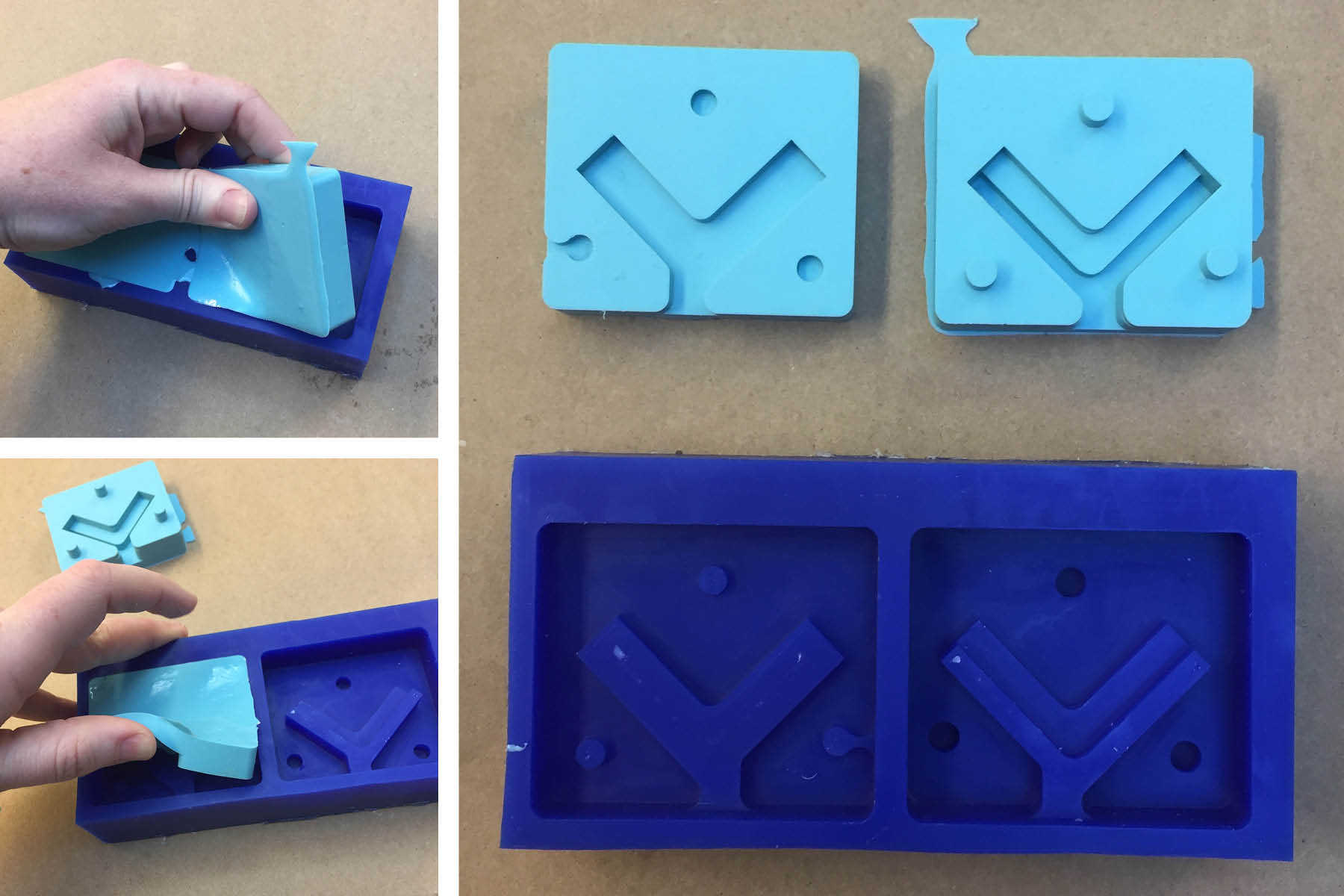
When I came back the next day, I thought, oh shit, how am I going to get the mold out of the wax? No fear though, it came right out. It helped that I overpoured the mix a little bit and had little "tabs" to get it started. Everything looked good and clean. No air bubbles.
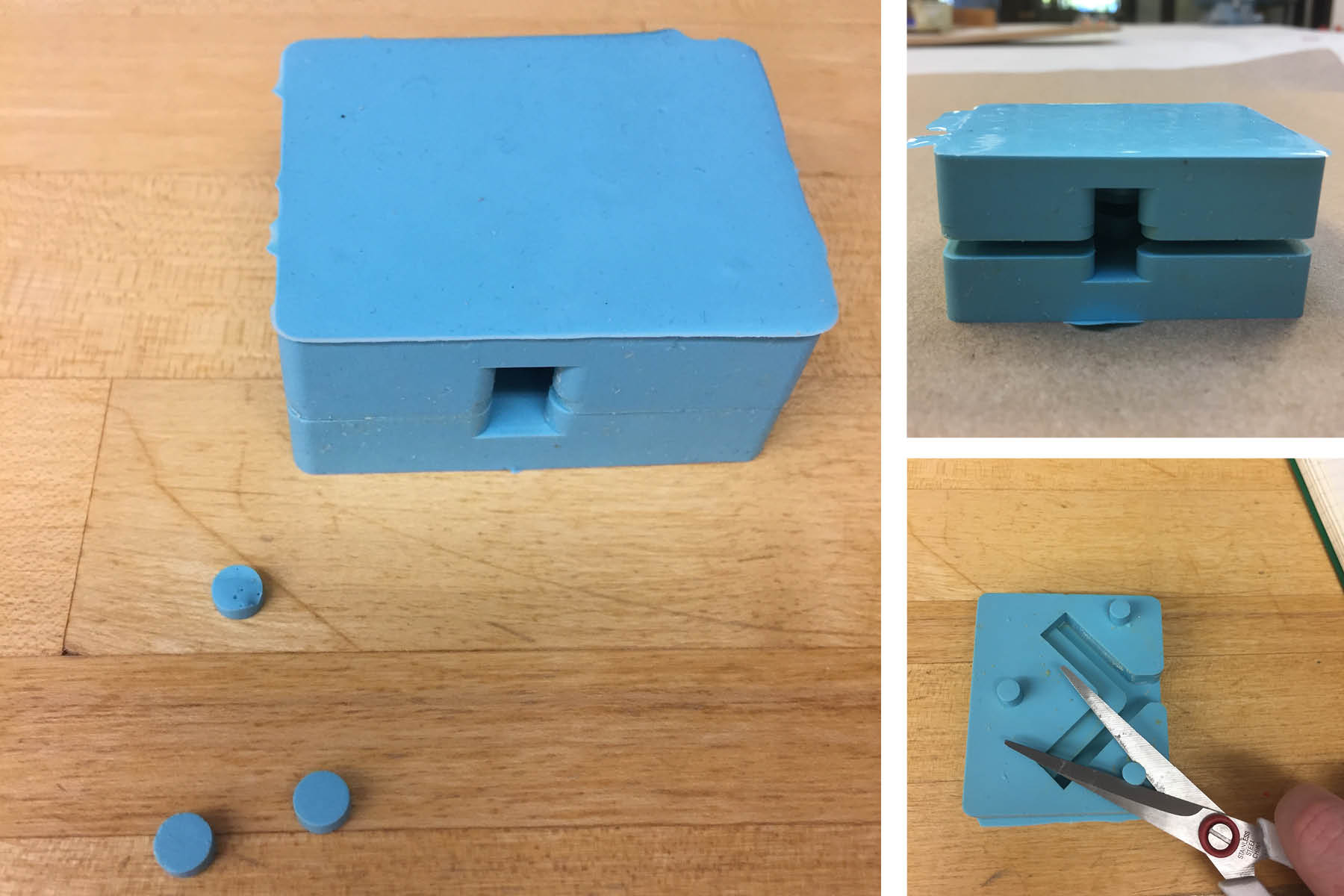
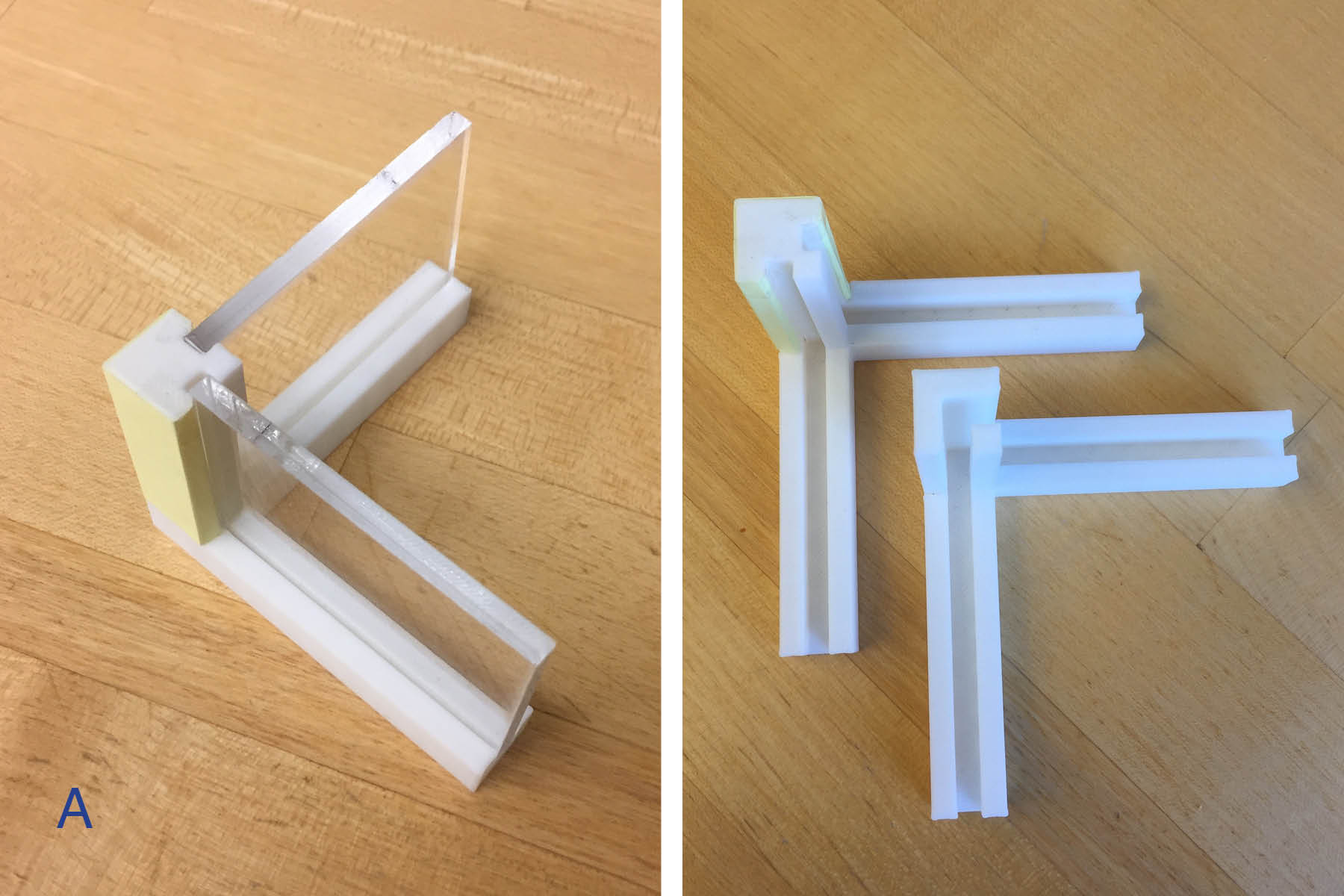
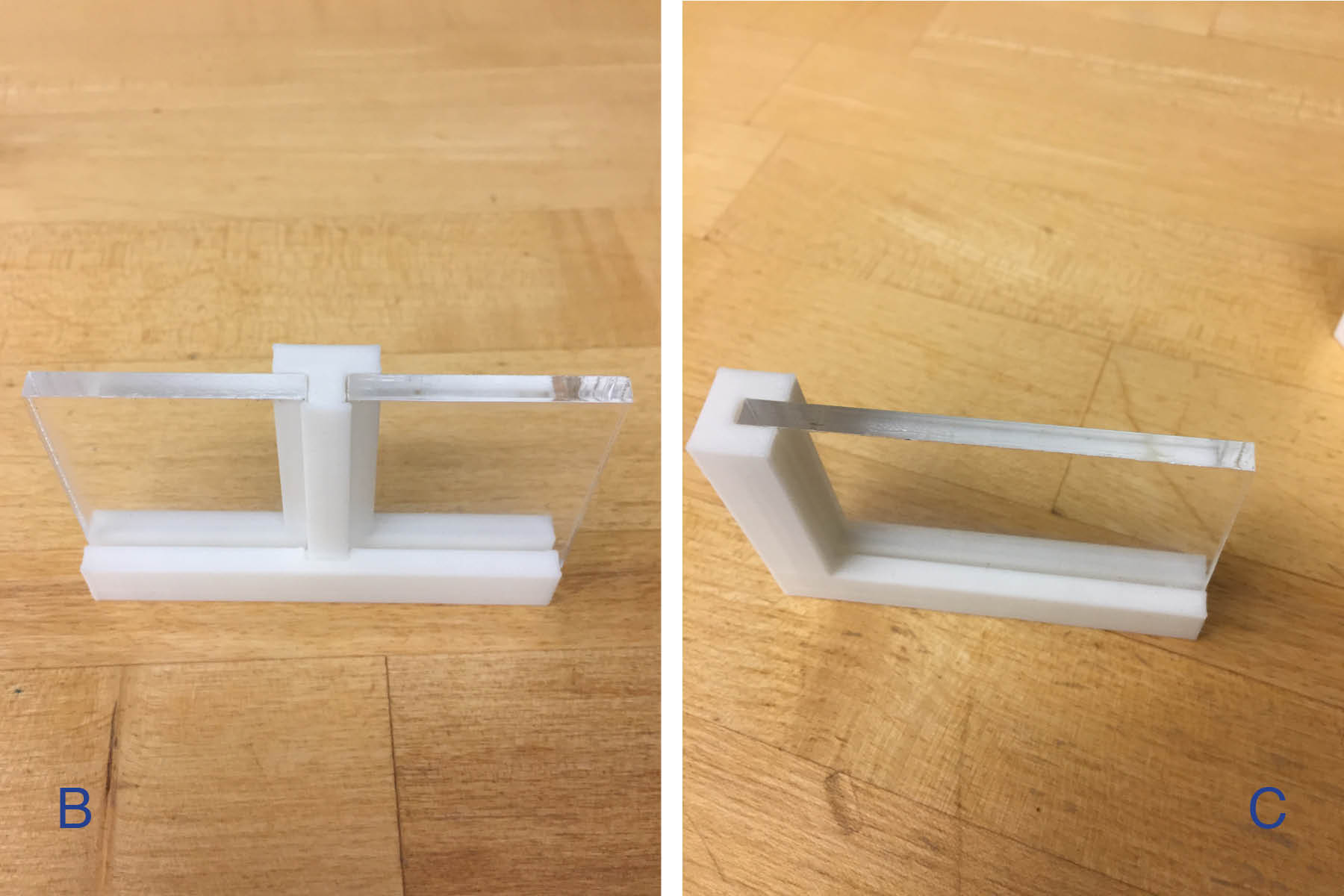
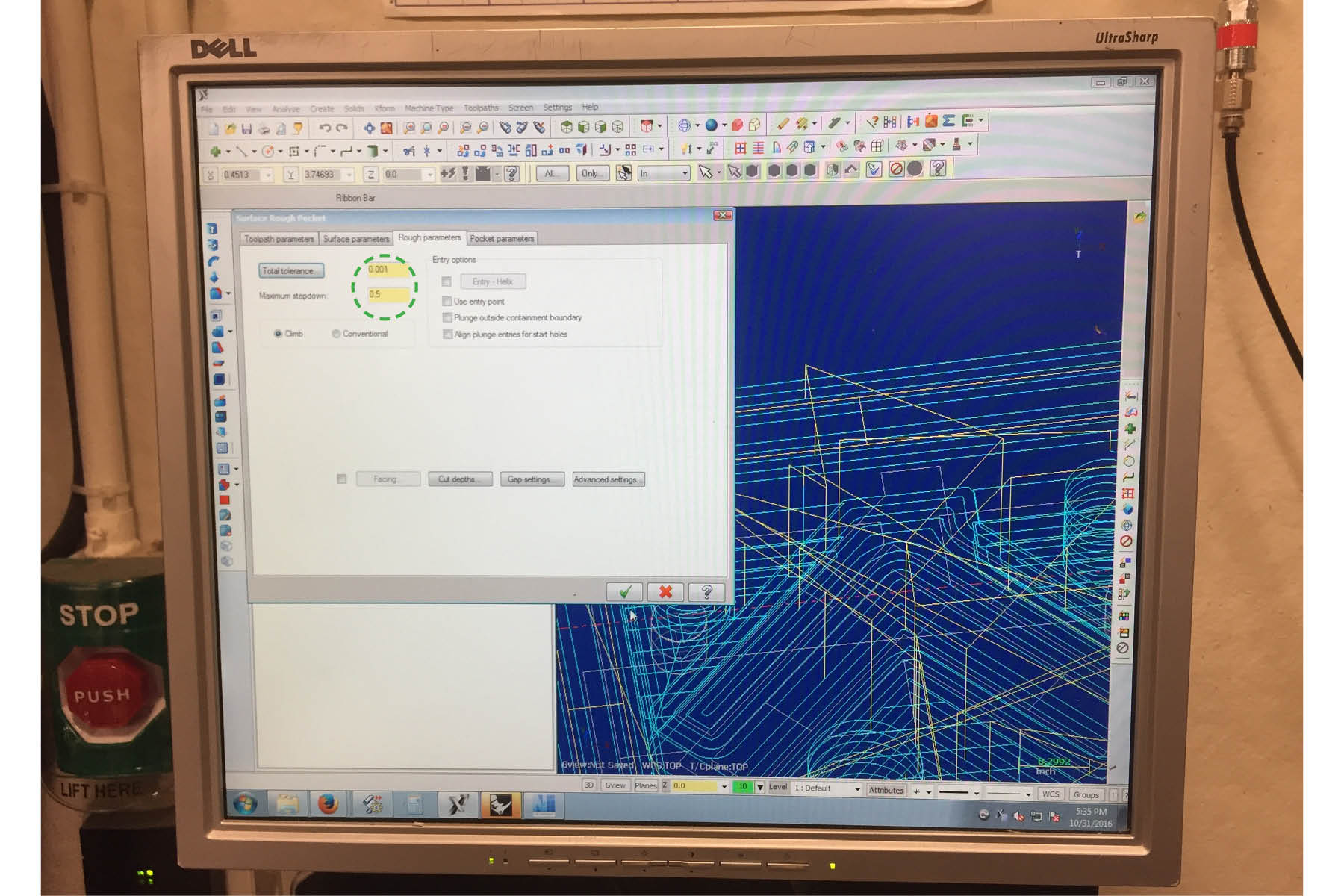
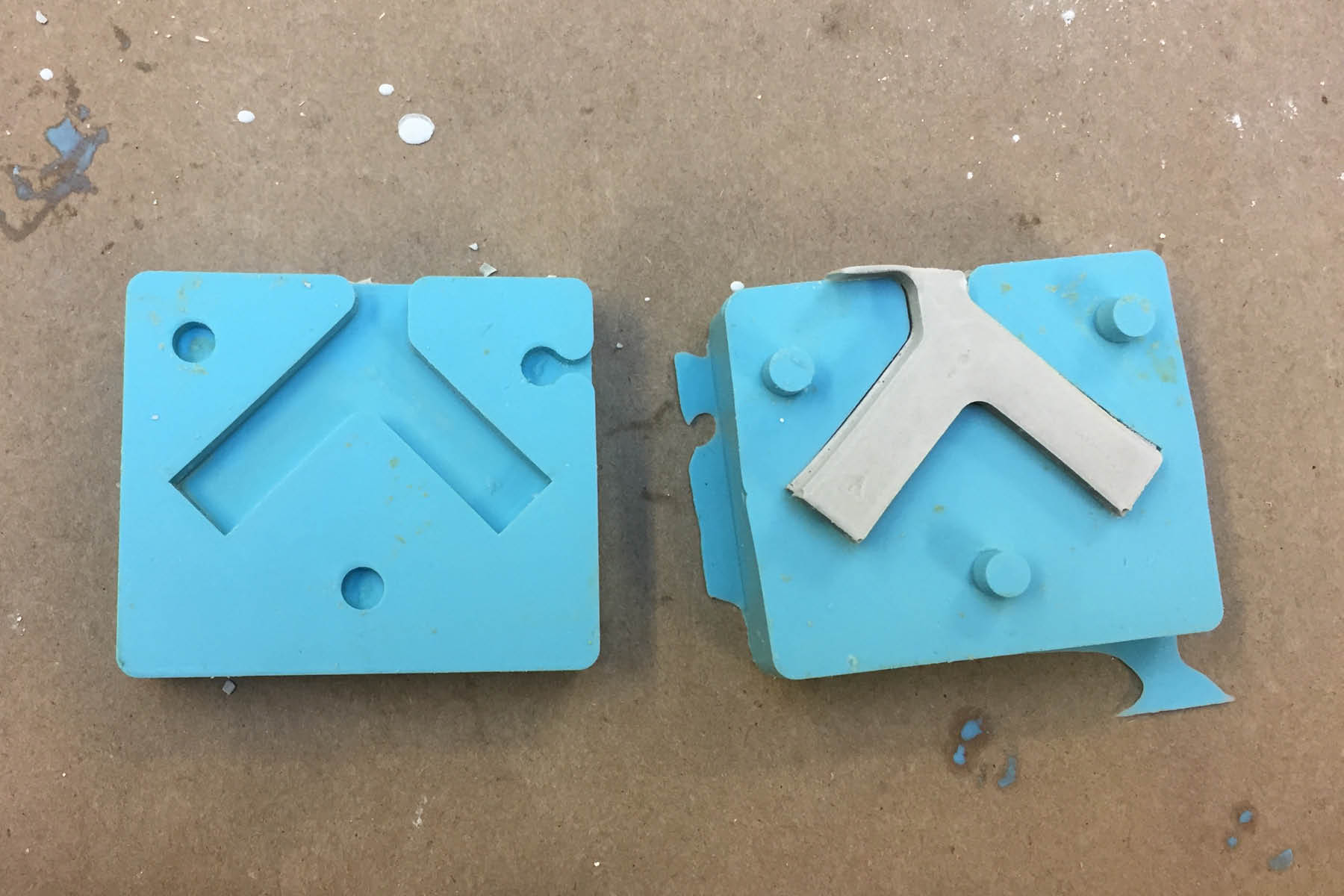
Here's a dumb mistake - when I was working in mastercam I moved all the parts down so that they would sit into the wax a little more. However, I reimported some geometry from rhino to cut the registration marks (the cylinders) and didn't think to move that down as well. As you can see from the top right image above, these cylinders were too long and the mold would not close all the way without squishing them together. (I actually did pour it like this, so it really wasn't that big of a deal since the material is so squishy). After the fact, I cut them down with scissors to make them shorter. Now the mold closes on its own.
It was at this moment that I realized I cut the wax wrong. No turning back now.
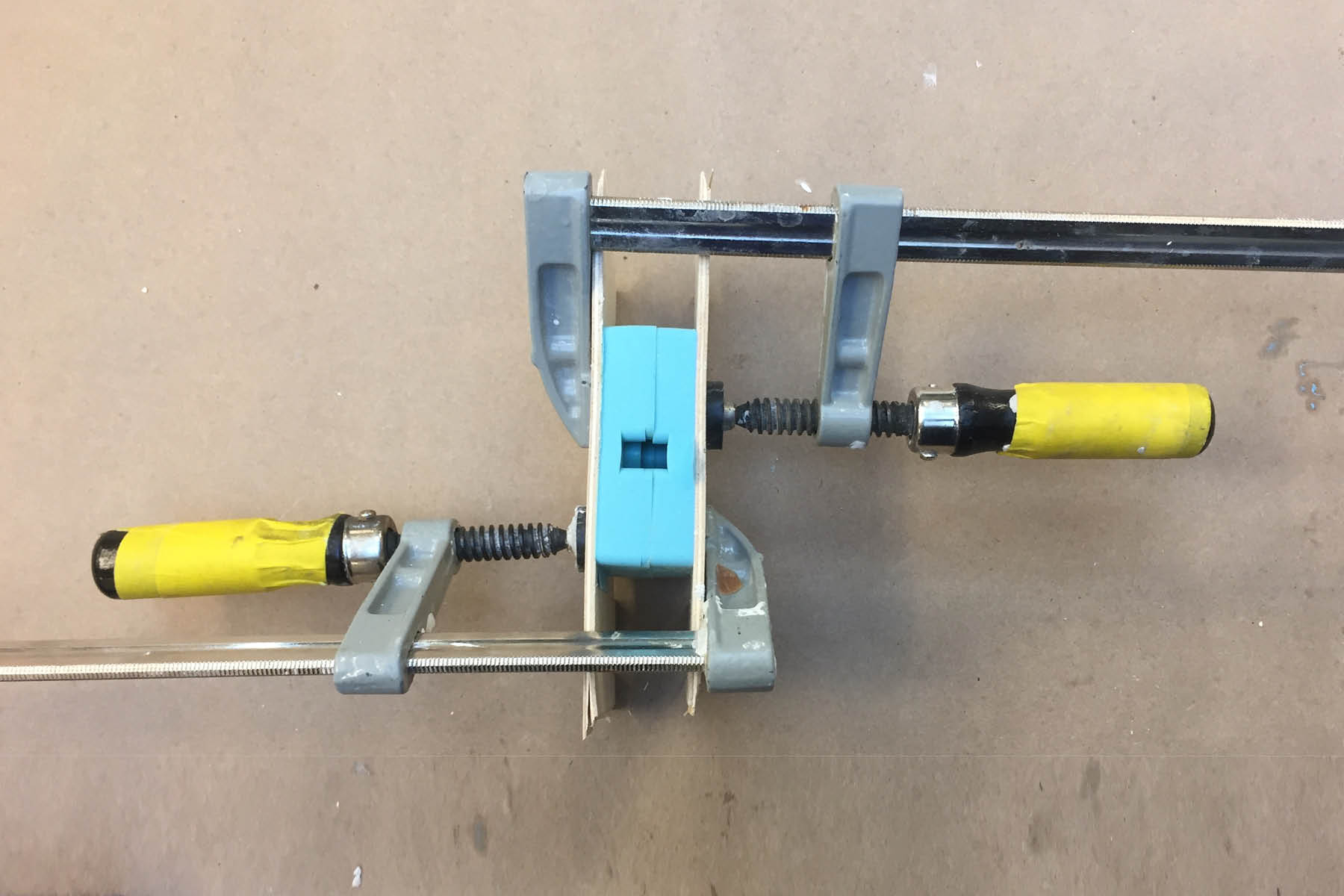
I used wood scraps from the recycle bin to clamp the mold together. This was a delicate dance - because the material is so squisy, I couldn't clamp it too tight otherwise it would deform the mold. I needed to clamp it only tight enough to prevent leaking.
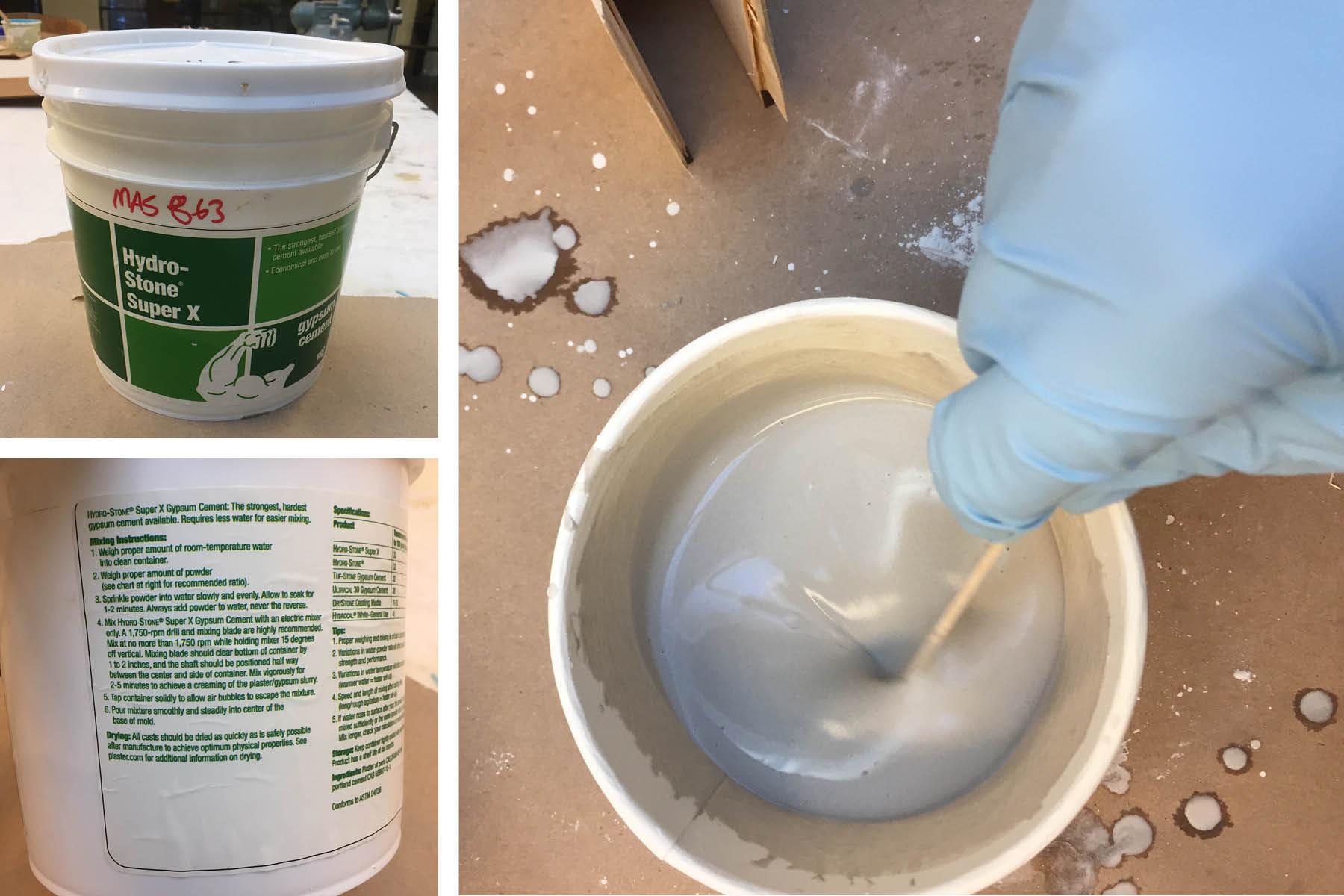
The hydrostone took a bit more effort to mix than the oomoo. I only started with a little bit of water, which was good, because it took a ton of powder to get the right consistency. The directions tell you to measure by weight. Feeling impatient, I did not do this. I started with water (as recommended) and kept adding powder in small amounts until I got the texture I wanted. Calvin (TA) described it as somewhere between milk and melted ice cream. I went a little thicker to nearly waffle batter consistency.
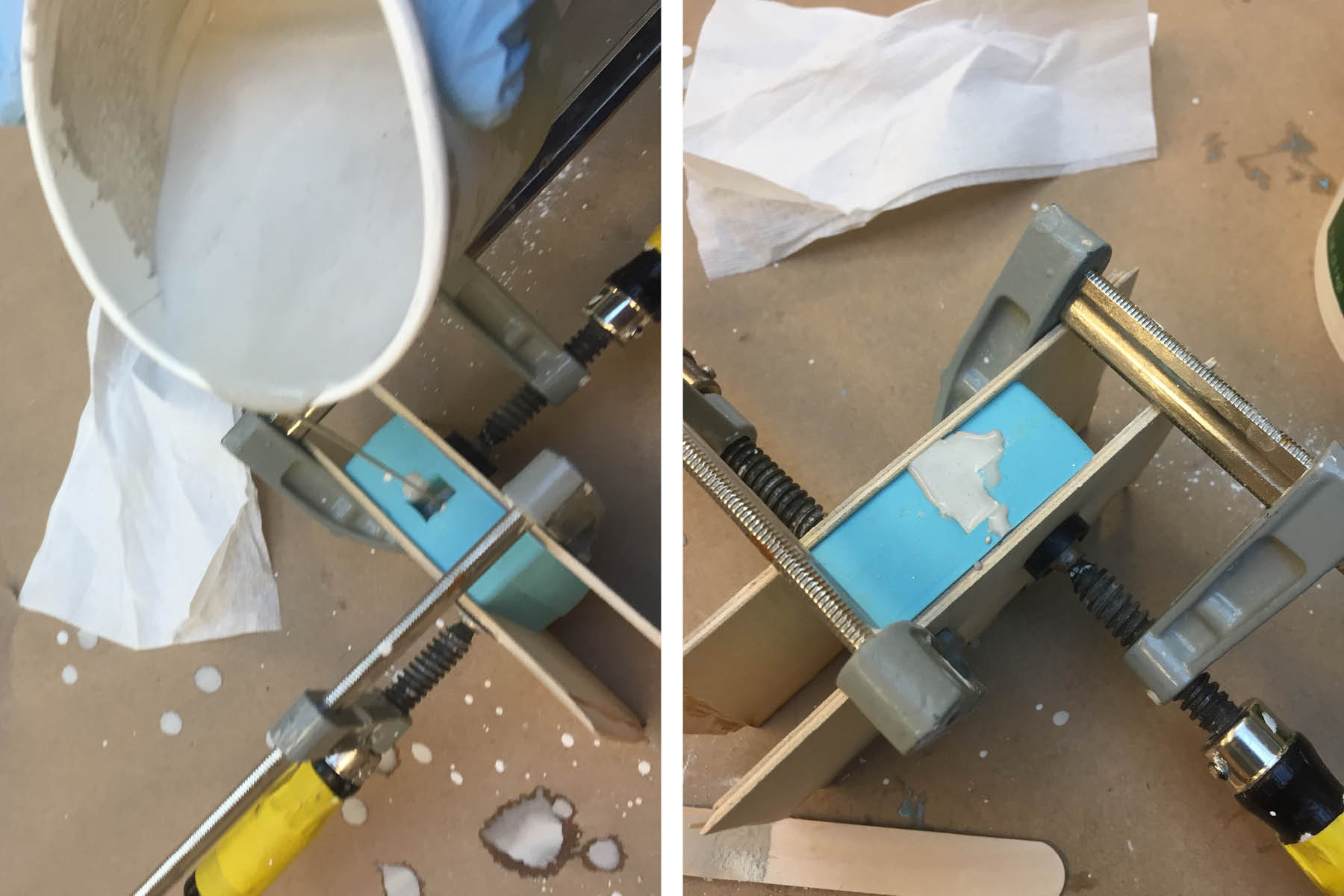
Again, I poured a small bead from up high to eliminate the air bubbles. This mixture was significantly more runny than the oomoo, so I did splash it around quite a bit while mixing and pouring it.
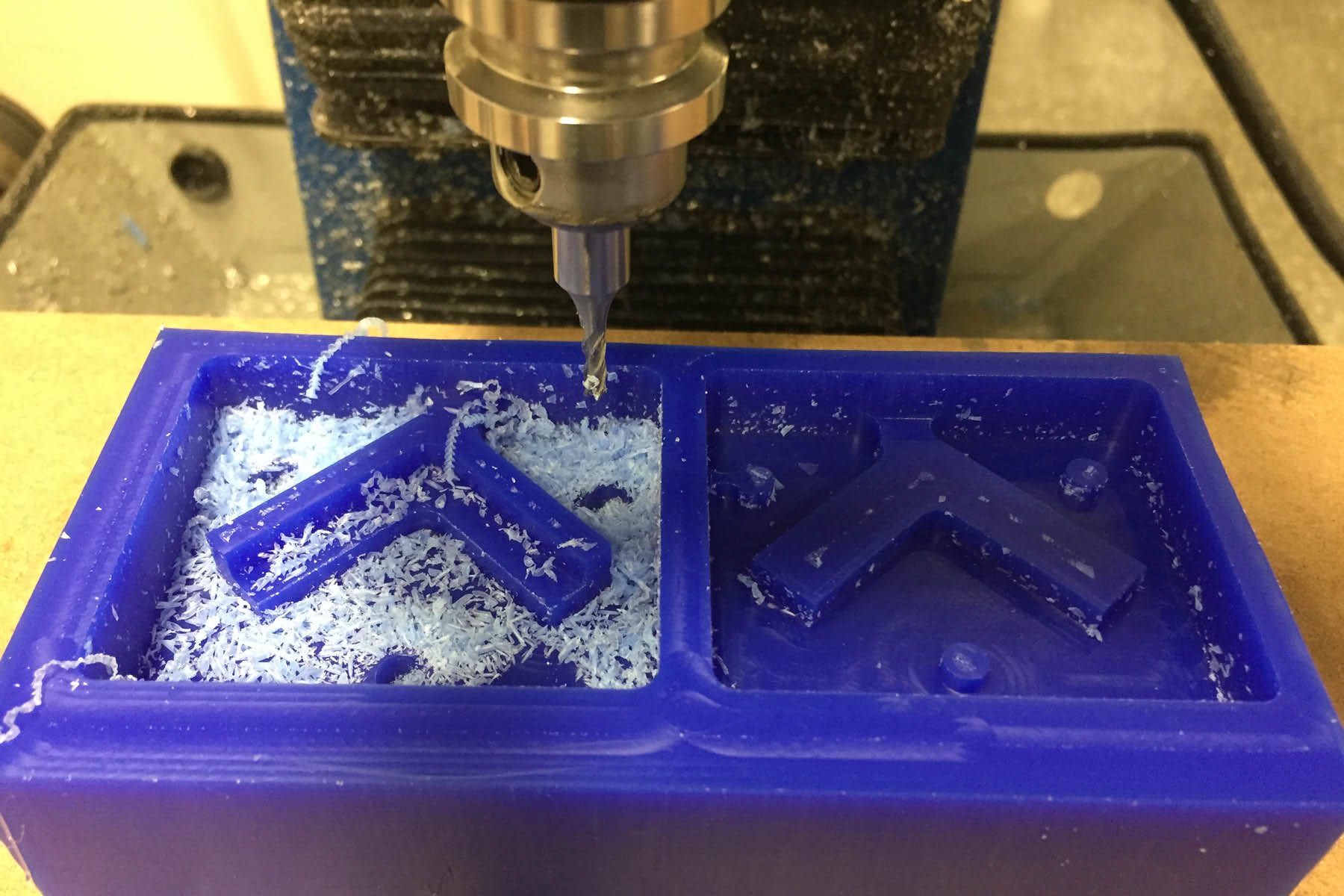
And here it is coming out of the mold. I let it cure for about 2-3 hours and took it out of the mold. It looks like it still had some curing to do, but it was solid enough to work with.
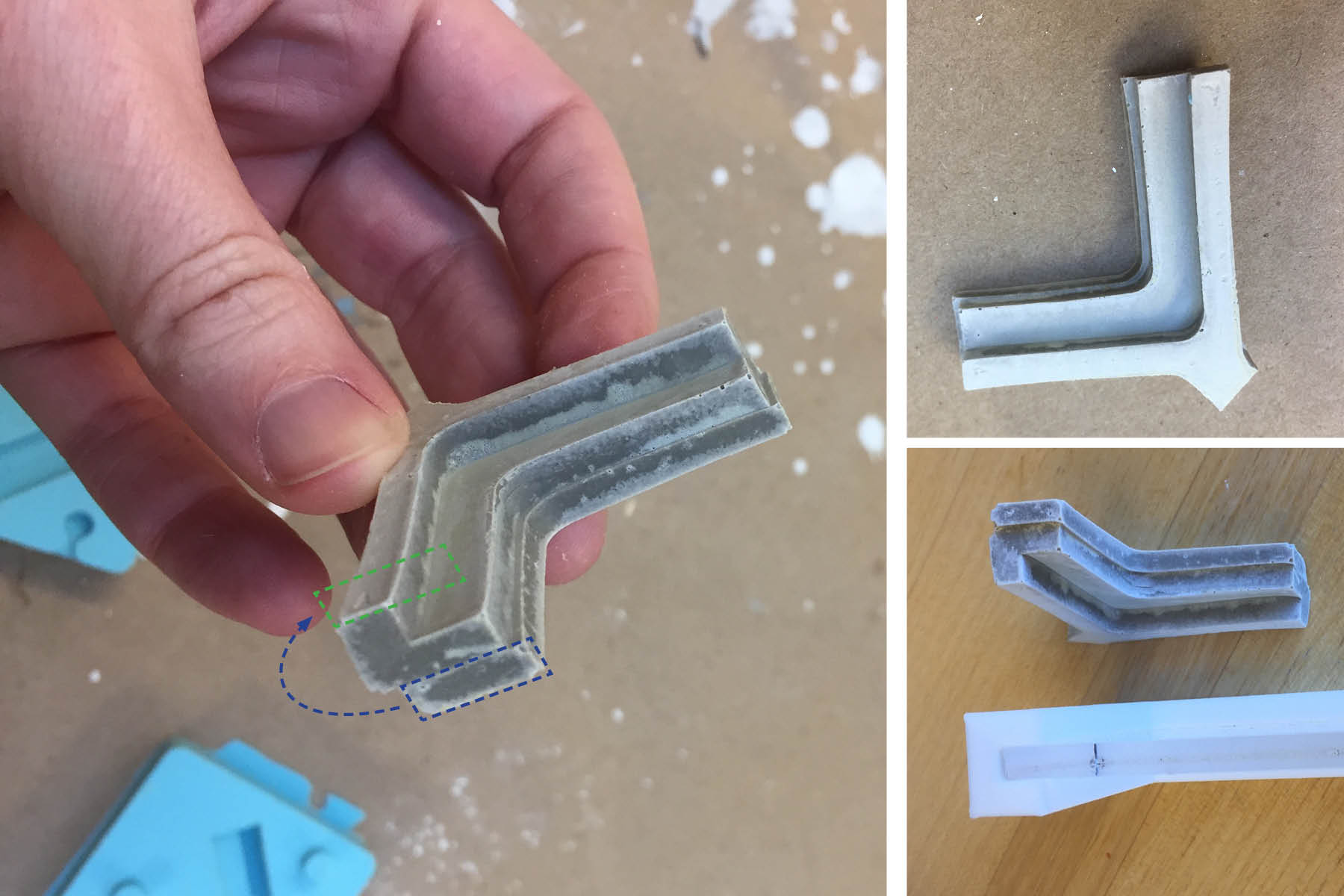
Not exactly the shape I had intended.
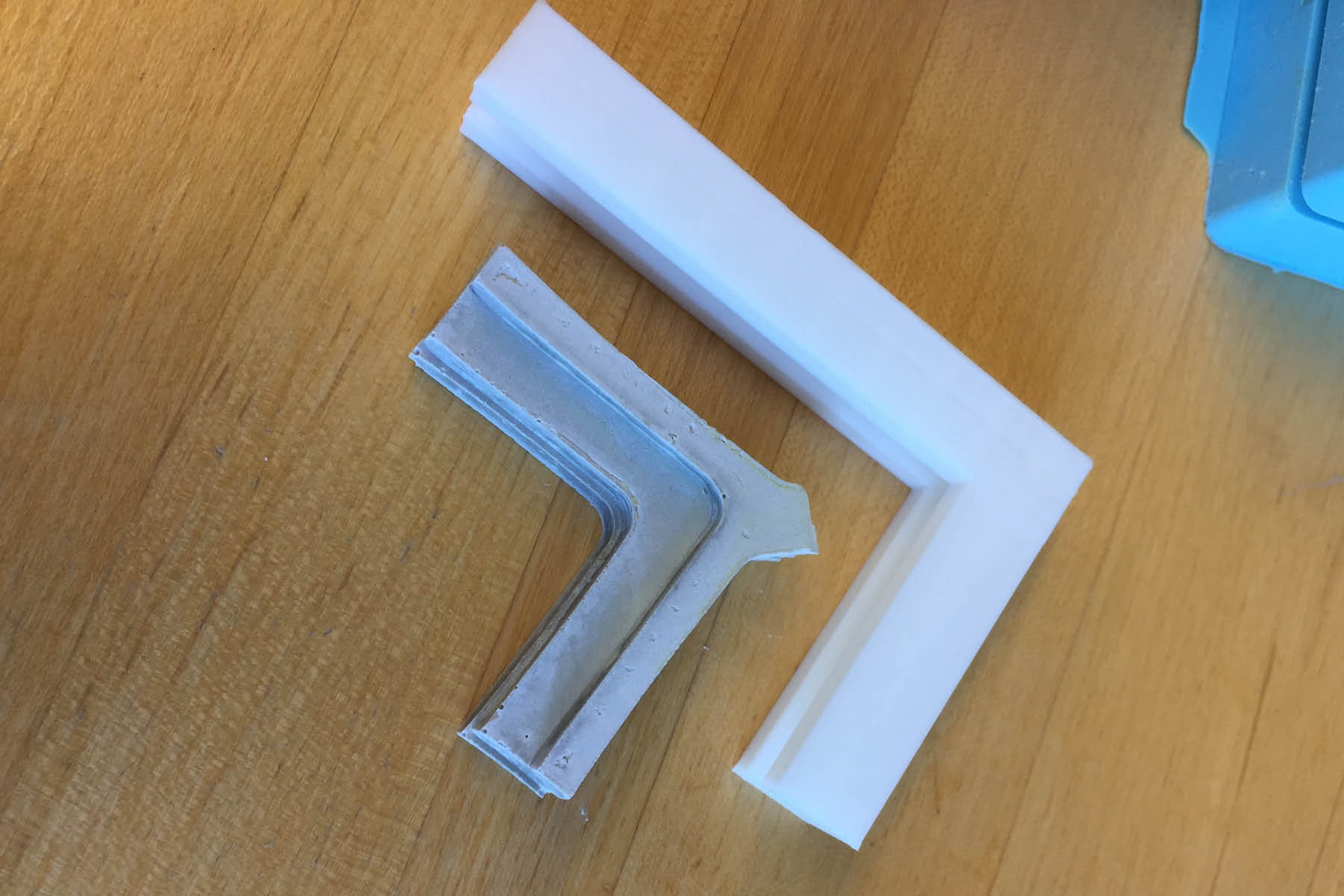
Here it is next to the 3d printed piece.
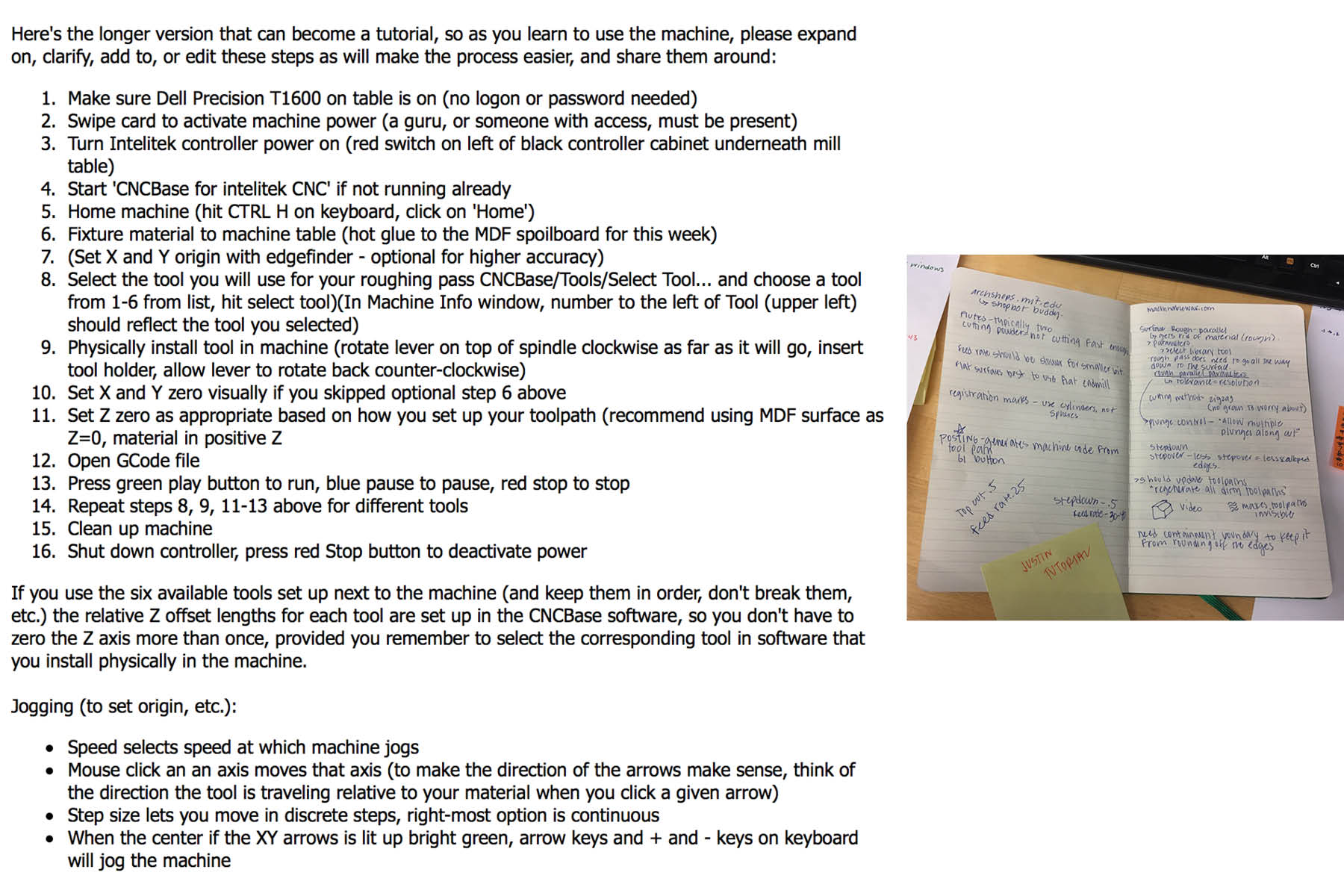
F is short for many things.
As I'm finishing up my page for the week, feeling pretty good about myself, I receive an email from Justin, our shop manager, addressed to whole section. I'm just going to leave it here without comment for now.
Subject: general observation of the week
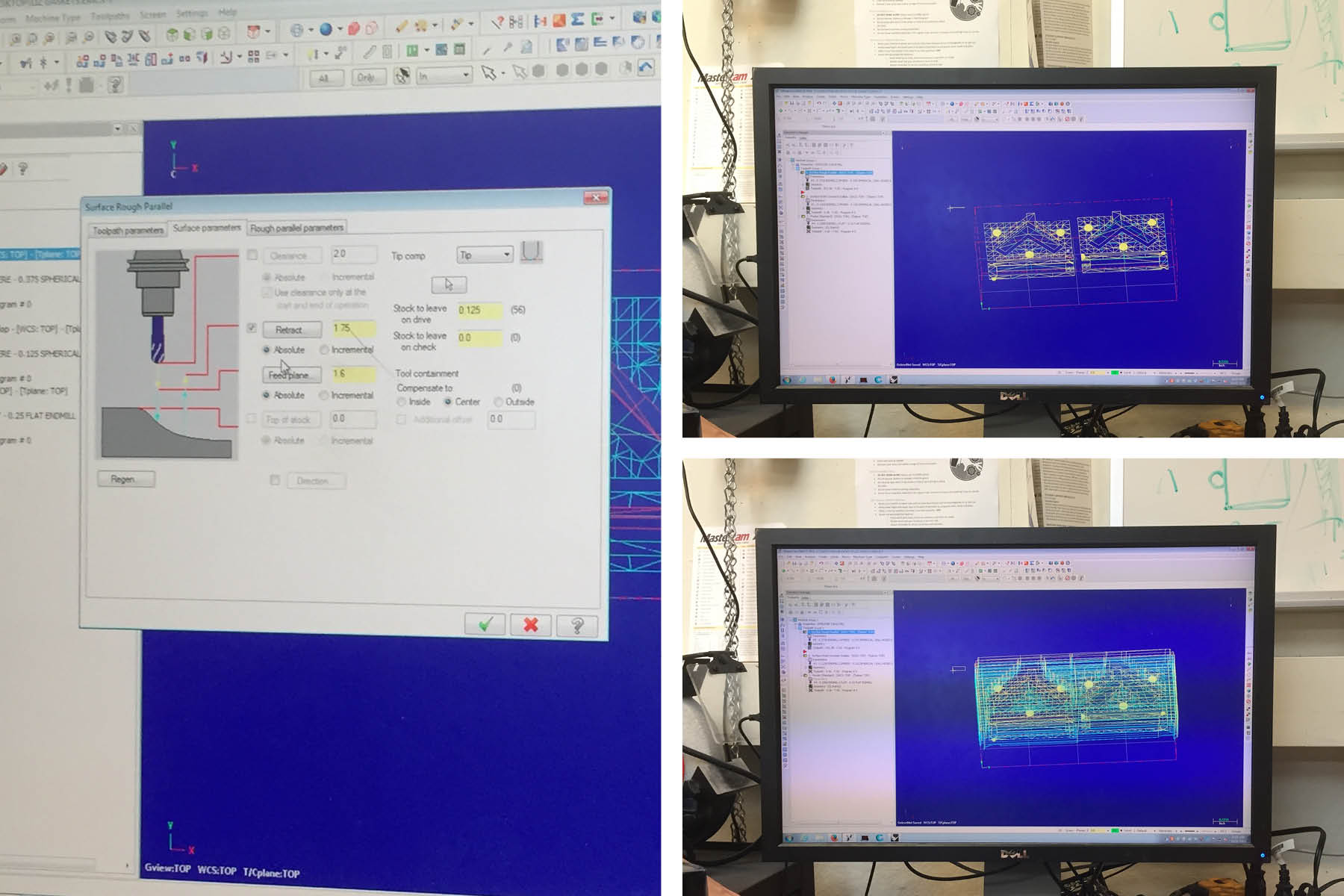
"Nearly everyone I have worked with this week came into the shop not having familiarized themselves at all with the machine, the process of 3-axis machining, the constraints in the tooling, or anything else that could help inform the design. I did not see a single design that had been drawn with the machining process in mind. Many people wanted magical end mills that could be as long as needed, with the smallest diameters imaginable, and could machine with the rapidity and grace of a cheetah. Many people paid no attention to the simulation, which showed them rampant collisions between the toolholder, shaft and shank of the endmill, and their material, and ran the jobs anyhow with predicable results. Some even managed to break short, sturdy, 1/8" HSS endmills in wax, something I have never seen done before on that machine with those tools. In the end, most people wanted us to bend over backwards and do other elaborate gymnastics moves to make their jobs more machineable, rather than understanding the constraints of the tools and the process, and modifying their designs to meet those constraints.
The material, tool, and process must inform your design, not the other way around.
On the whole, I am giving this week a F for our section. Although many of you have machined something, it was done with such scant attention to the key lessons as to be almost valueless. However, I think this failure reflects more strongly on the staff, and the support (or lack thereof) that we offered this week, and I would like to make sure that improves. It is critical to double-back on this assignment, and absorb all lessons learned, before anyone embarks of further machining operations, and we will welcome you to continue meeting with us to discuss this assignment.
If you have any suggestions at all please send them, either to the group, or confidentially directly to me, as appropriate. I can also be available to meet in person to receive any feedback that you anyone would prefer not to put in written form. We need to do better."