CNC
Primer
-

-
The whole priming process would have taken a long time as several layers of gesso are needed prior to sanding to get a smooth surface finish for the mold. The photo on the left shows the result of only one layers of gesso.
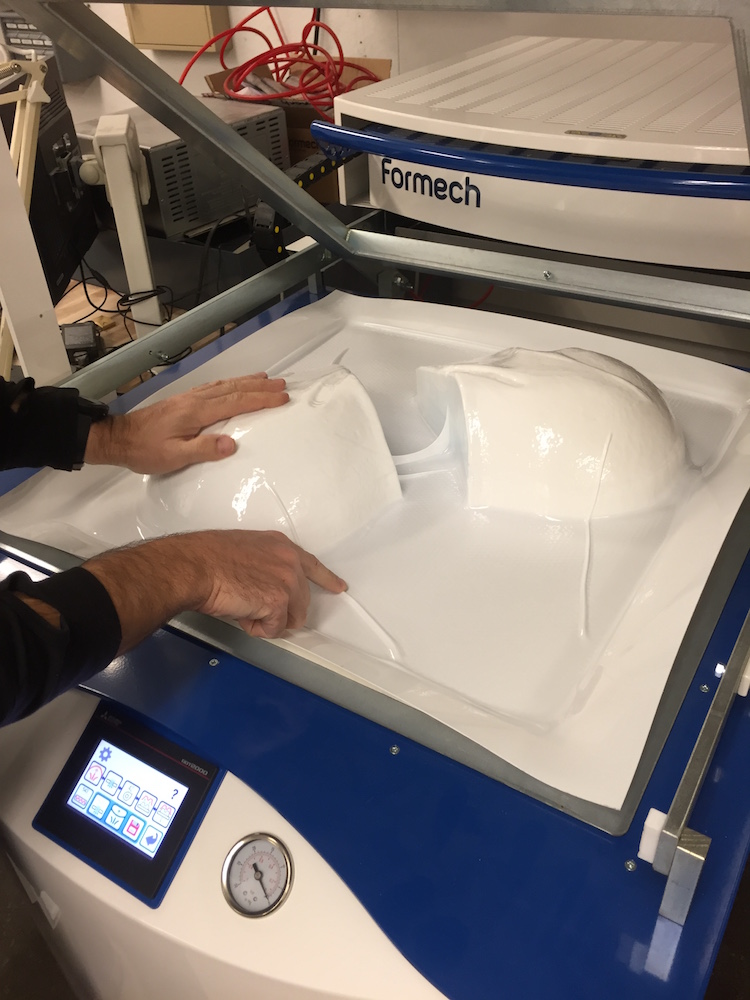
As a not so cost effective but time efficient alternative, I, inspired by our almighty shop manager Justin, applied the thermoform process in which a thin layer 1/32" inch of white acrylic sheet is being heat treated and then layed on top of the mold with vacuum pressure. As the deformation of the plastic blank is not unifrom across the surface, there are some corrugation on the least drafted part of the mold where the material was stretched the most. Since the corrguations were mostly at the bottom of the helmet, I was very satisfied with the result.
The takeaway from this is not to cheat every time you have a coarse mold. It is not applicatable to all geometries.
Thanks to Justin.
Composite Layout
-
-
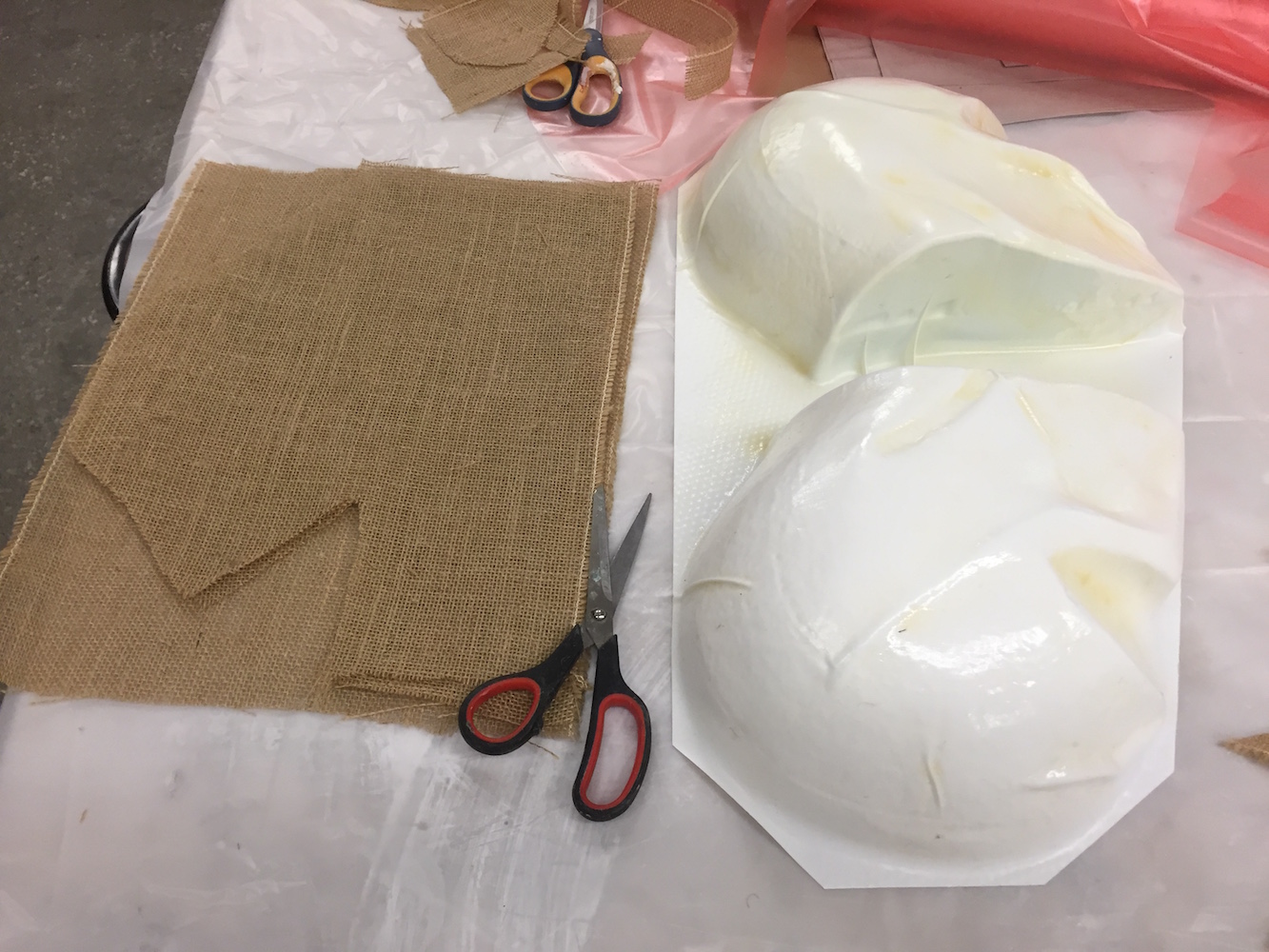
I made a terrible decision in cutting down burlap into "roughly" the right size with scissors. I spent as much time on trimming and sanding cured composite pieces afterwards as I saved in cheating on the prime process. There are many softwares that UNFOLD 3D surface geomtry for you (Rhino, Pepakura, etc). Then, you can lasercut the fabrics into the exact size you need.
Some pouring, some mixing, some selfies before mass contamination.
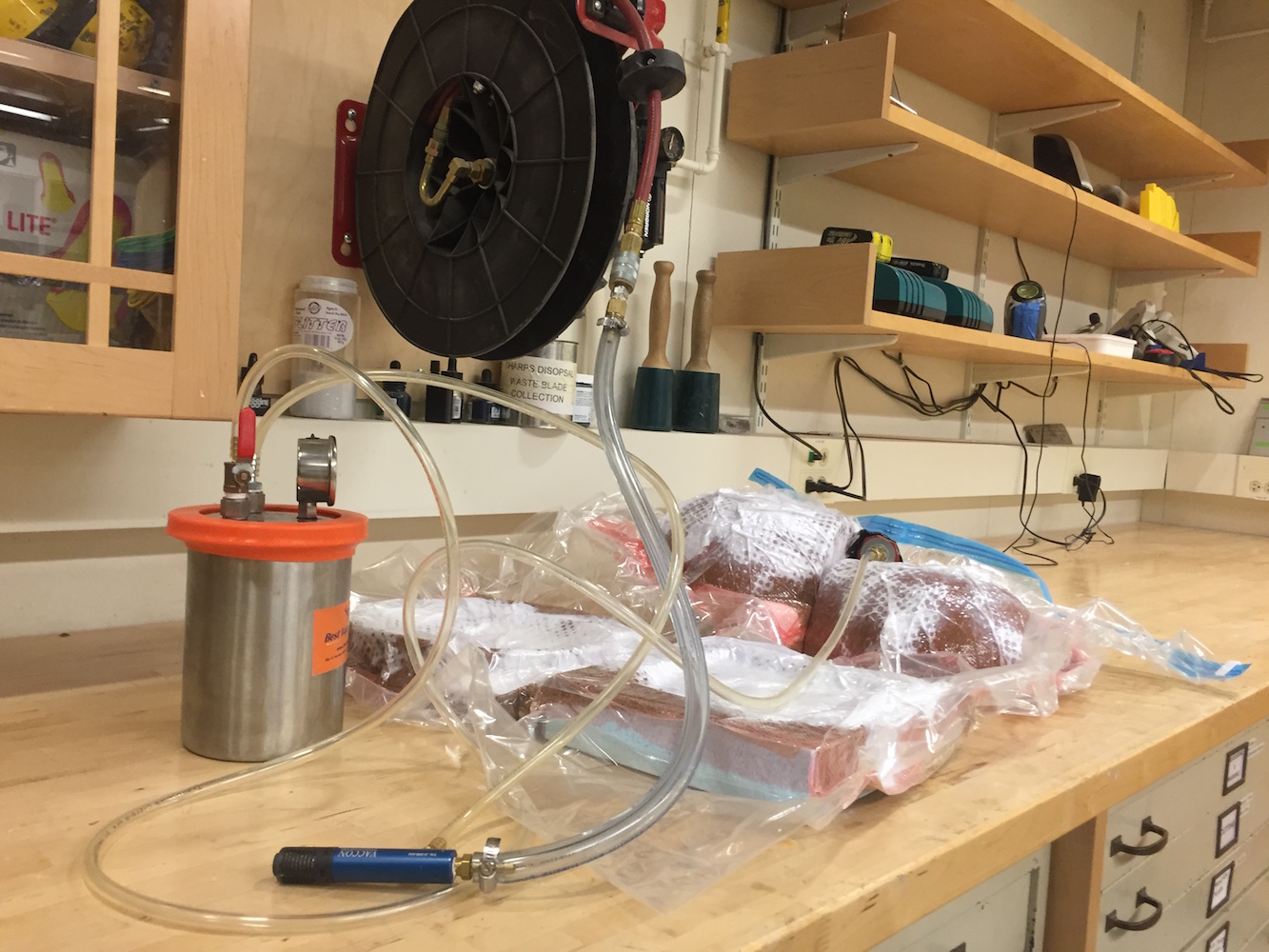
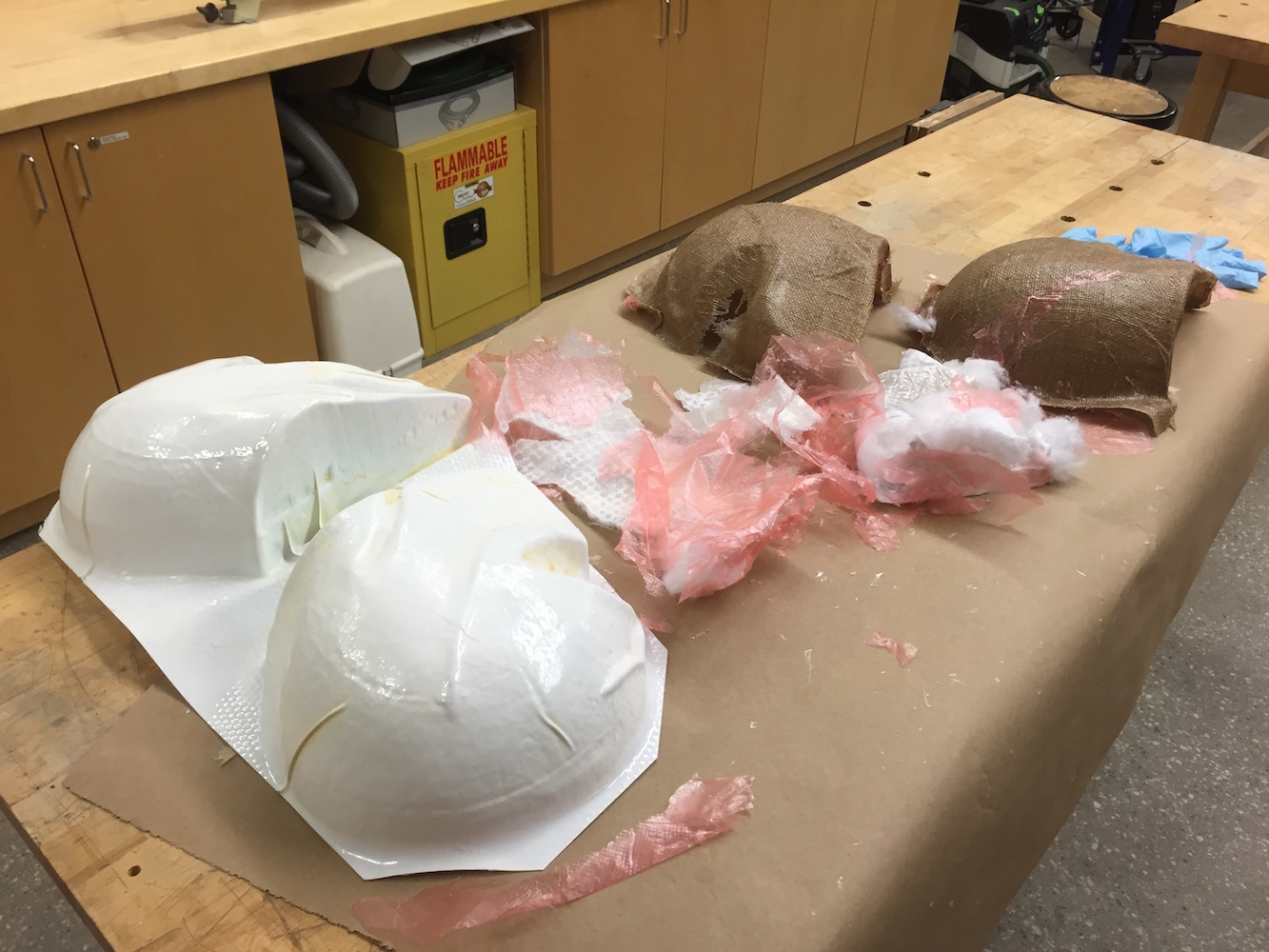
A detailed layout is shown. The vaccum bag provides pressure to squeeze excessive epoxy which is then soaked by cotton. I left it in bag overnight and had almost no struggle in taking the composite and the mold apart. The interior of the helmet has a quite smooth finish but the edges are quite interesting.
A lot of trimming and sanding.
Putting them together
-

-
Still trimming ...

