How To Make (Almost) Anything
It has been such an emotional week.
This week the purpose was to design a computer controlled _____ machine. The blank here representing anything we wanted. As a group project, we in the CBA shop decided to make a pancake printing machine.
In the first few days people were able to get together and design the robot and the nozzle. I was a bit busy on Wednesday and Thursday so I joined in on Friday.
Oscar had designed the machine based on Jake’s design but had adjusted many of the pieces for our parameters. George and I came into the shop with the goal of turning this into a toolpath so we could mill out the machine on the HDPE.
We were trying to figure out how to mill our pieces and could not figure out the depth and exact cutting parameters for the pieces so we met with Jake. Safinah, George, and I met with Jake in the CBA office. Jake explained that he used several different bits with offset cuts and many different fancy techniques to get it to work just right. It was a lot to take in and made me realize what Neil meant when he said that it was a cheap machine anyone named X could make. We had the cad and in theory it should be easy to make but as Jake said we basically needed to be professional mill users to get it done.
George and I began the process of creating our own toolpaths based on Jake’s descriptions. It was really hard as the CAM software asked for many specifications we just guessed on and we had to select each piece and hole out of hundreds for each path. Often times, we would mess up and even have to repeat clicking hundreds of times. George was not that happy about it.
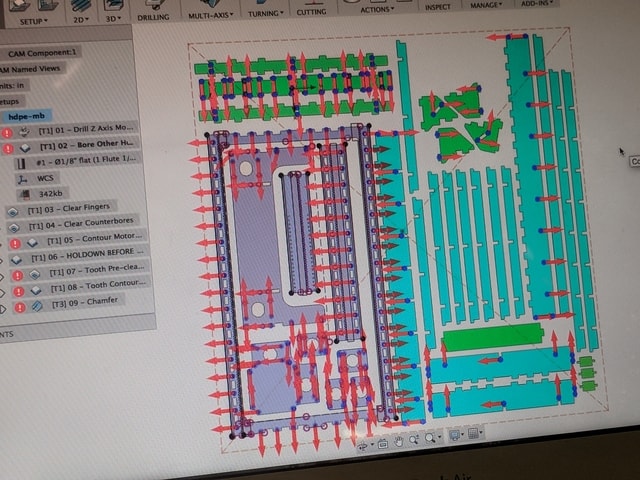
Anna and I got to the part when we should mill out the teeth and could not select the faces. As it turns out, they were not selectable and Jake had drawn sketches on top of the 3D shapes to bypass the selection. This was really hard to reproduce and so it may be easier to skip all of that and try to simple export as a dxf and use the 2D milling techniques that I felt I had mastered. Sadly, I quickly realized that the machine had chamfers and other pieces that required 3 axis milling.
I then realized I could cheat as the most complex pieces were the same and I instead imported all of our new pieces to Jake’s original file and used his nine existing toolpaths to set the framework for our cutting pieces.
I had made the toolpath and it took a day, much longer than I had expected, so on Saturday I felt the need to be there and ensure that the milling went well. I here realized that we only had one piece of HDPE. One piece!! If I messed up, we wouldn’t have had enough to make the machine work and so it was a good deal of pressure to get it right the first time.
I placed the HDPE and screwed it in.
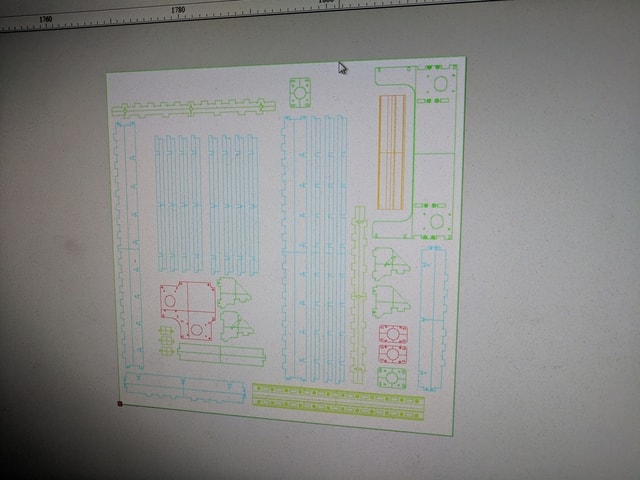
It was here I realized that I had screwed up and had left no space for the screws in our design. Anna was able to move around the pieces on her map and reexported the g-codes for the file.
We air ran the file and made sure that it seemed correct.
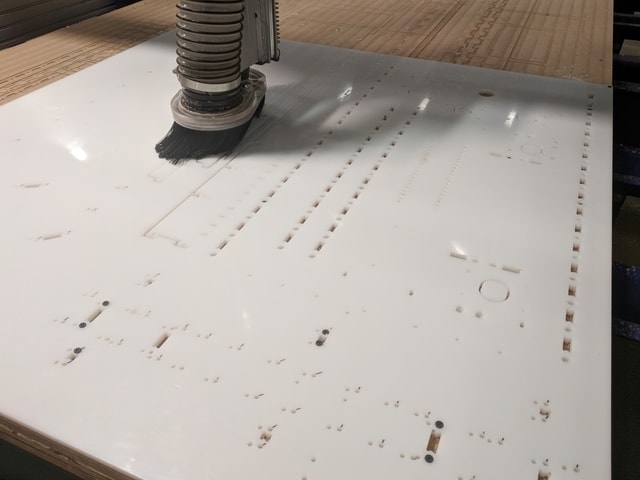
The machine was then zeroed and the 1/16” single flute, special drill bit for the HDPE was inserted. I ran the code and waited for it to cut the pinholes.
It moved to the right place and began cutting the holes!!
We were even able to follow it cutting through the CAM software!
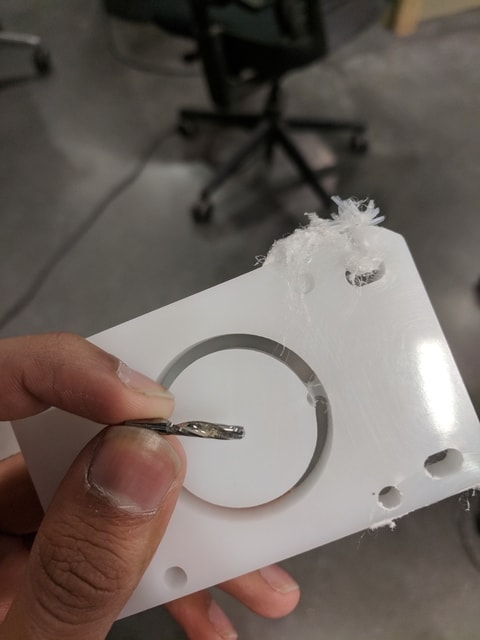
The holes were indeed cut in the right place, but this happened….
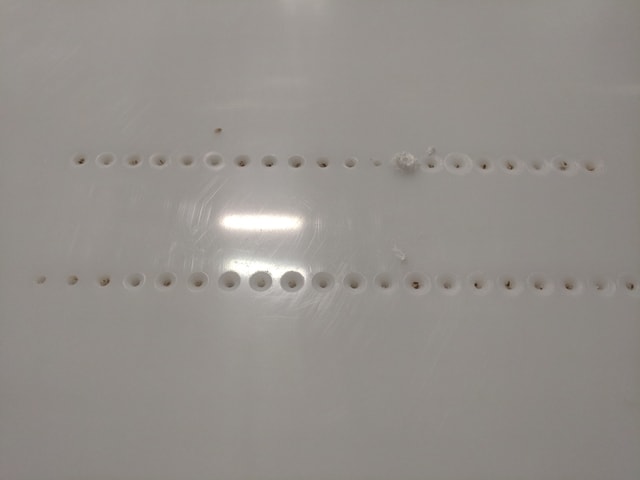
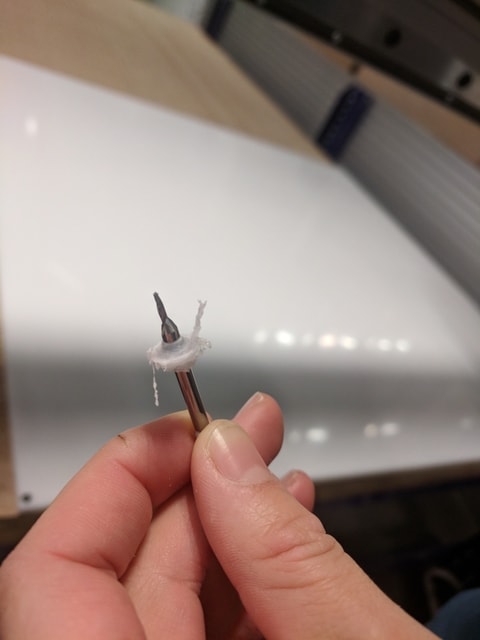
Yeah I realized that the drill bit was put too close to the collet so the collet actually started to push into the plastic and the heat caused plastic to stick to the drill bit.
Luckily the drill bit did not break and the excess deposited plastic was able to be scraped off! Toolpath 1 was a success (or sorts)!
Tool path 2 was supposed to cut the second set of holes and input the 1/8” drill bit and made sure to leave enough space for the collet this time. I zeroed the z-axis and set the machine to drill! And then this happened….
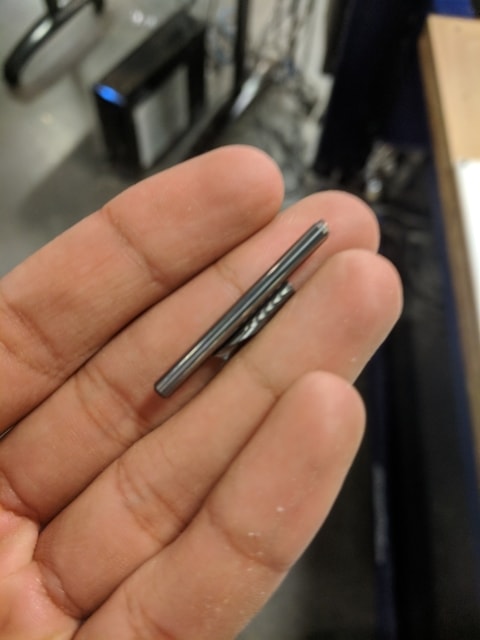
I had been so careful to make sure there was enough space for cutting that I fiddled a lot with the drill bit and ended up forgetting to tighten it. Hence the machine job began and the loose bit, splintered.
We then had to call Jake and beg for another spare 1/8” drill bit.
I had to leave for a bit but Anna was able to cut out the holes. She confused the version with the corners free and the one without so we actually ended up with two adjacent holes everywhere but luckily that wasn’t a big deal.
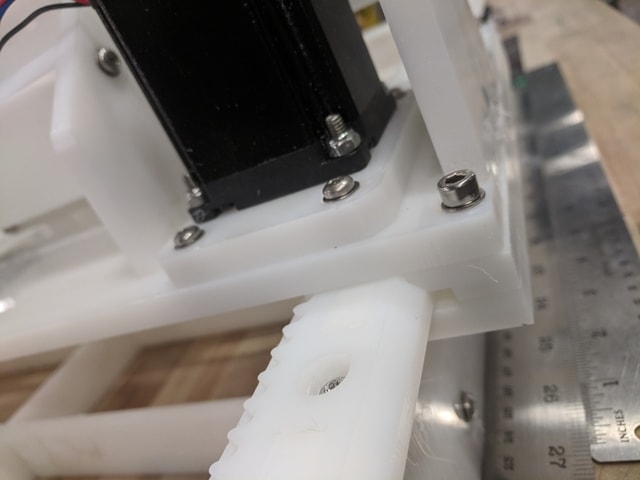
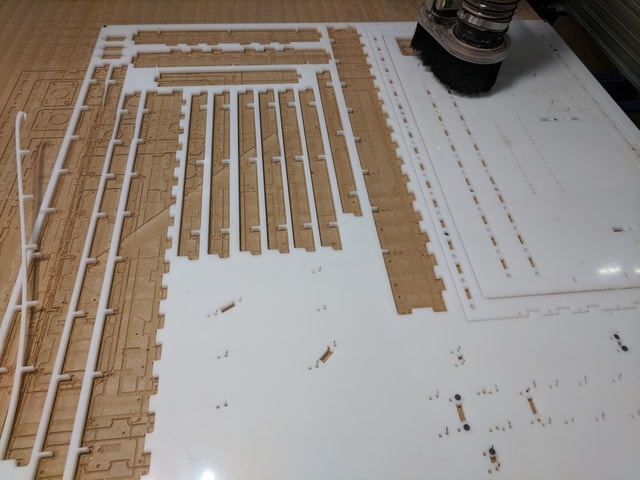
I came back and we ended up cutting the pieces. Now we had maximized density so that we could cut all the pieces on one piece of HDPE but the walls had become so thin that they moved and the result was that some of the pieces didn’t cut so cleanly.

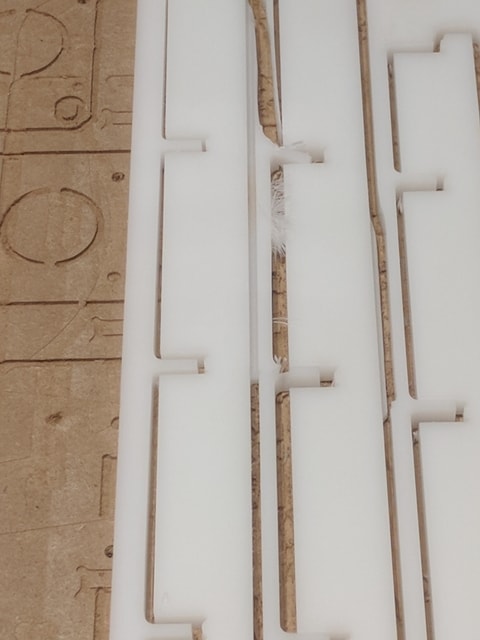
We were able to scrape and cut them clean luckily. For there the machine continued cutting…until it came to a block that had tabs but had been screwed into the bed. The block started getting sucked into the vacuum and the bit broke.
The dang second drill bit!! I was so upset but Anna was able to muster together and get a third drill bit from the EECS lab. I loaded the machine with an updated toolpath to disregard the already cut pieces and set it to cut the pieces. And it broke almost immediately…
To quote Anna, “We're still not entirely sure what happened, but it might have something to do with the fact that this third end mill ended in a long skinny bit and didn't have all the little grooves that our original end mills had. Anyway, it got a bunch of little plastic bits all stuck up and then it snapped. We're sorry, EECS.”
We then told Jake that we had broken a third End mill. It was soo disappointing, especially as we had tried to be so careful. At this point, I didn’t know what was wrong. I had tried to make a toolpath that should have worked. I was so upset that I double checked the path, exported it to the computer and left it to Safinah and Anna to print it.
They experienced the following:
“It was now 8pm on Sunday, and we called upon Jake for his advice. Lo and behold, he had another 1/8" end mill stashed away! This was really the last one, so we promised to be careful. Erring on the side of caution, we stopped milling after a few minutes because all of the plastic bits were getting stuck in the groove. This hadn't happened before, so we ran up to ask Jake for his advice. Poor Jake was still in his lab doing important circuit-related things, but he suggested tinkering a bit with the spindle speed.
Terrified of breaking our last end mill, we decreased the spindle speed by a moderate 500rpm. We loaded up the file, started the ShopBot, and then broke our 4th %&$#@! end mill! It got all stuck up in the plastic shavings and snapped. But why did the ShopBot hate us so much? We despaired, shutting down the ShopBot, bemoaning our fate, and resigning ourselves to the misery of life without a functional pancake robot...
...but Jake had a super-secret fifth 1/8" end mill hidden somewhere in the bowels of CBA! One last chance! So we reloaded our run, and it finally milled out perfectly! This was pretty strange-- what had cursed our Shopbot last time? Maybe we should've just restarted it instead of toying with the spindle speed?
Anyway, the bulk of the milling was done-- all that remained was to mill out the pinions from the small piece of delrin. This was accomplished on Monday, and by Monday night the team had assembled the whole machine!”
I came back on Tuesday where mostly I watched and saw what had all come together!
