


During the milling training, one issue arose with the endmill not being correctly attached. During the cutting stage, the 1/32 in endmill disconnected mostly at the end of the print after having done most of the cutting, so that the result was ok. Some of its edges were ragged because the tightening was probably loose before it disconnected.
After the training, we spent some time training at soldering and two people got to mill their circuit. I went after them and unfortunately could not get the endmill to hook. For some reason, there was some sort of residual copper / dust inside of it that accumulated.
During the open hours, I finally got to trace and cut my board, not without complications. The first attempt resulted in only a superficial trace that did not go deep enough in the copper. Seemingly, the plate was not even over the whole surface.
For the second attempt, Gavin suggested to use pliers to hold the endmill down when tightening it since the tightening can result in the endmill going slightly back up. This solved most of the tracing problem, except for the right section of the plate which was still only superficially traced.
Finally, Gavin suggested to do a third trace with a starting position 40 microns below the surface (which was already mostly traced) to ensure that it would be traced on the whole region. This solved the remaining issues. The cutting part was much simpler and worked without complication.
Over the multiple traces I have seen, having white dust on the surface was the main flag for a good result, although this can still result in ragged edges, it usually seems to mean that the endmill is going deep enough.

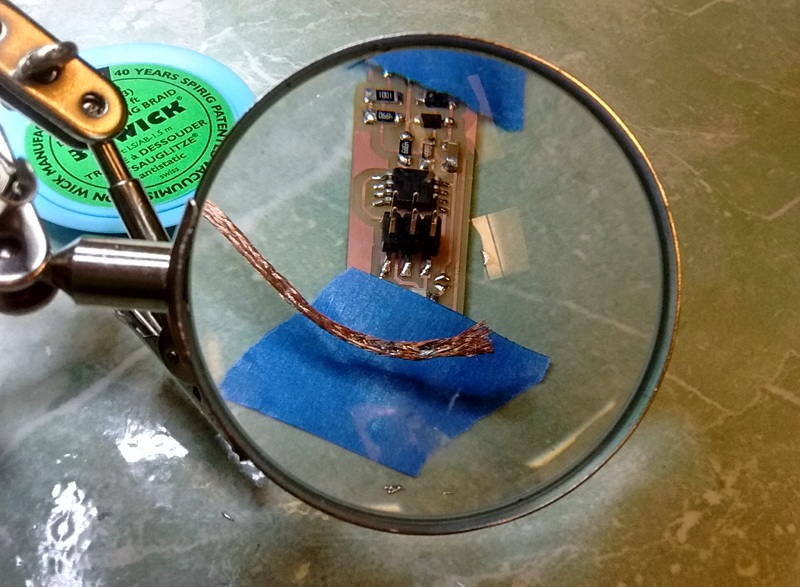
The component soldering went more smoothly up to the LEDs. First, it was suggested to tape the board itself to ease the interaction with the components and avoid having to manage an extra degree of freedom. This is a small step but it simplifies the soldering a lot, especilly if using the microscope, which I chose to.
From my short experience, the main trick was to be patient and not force the solder to melt, and instead make sure that both the copper and the contacting part are at the correct temperature before letting the copper flow. This went quite well for most components.



The only issue I quickly faced was the orientation of the LED diodes. The orientation marking of our LEDs was a "green" line, which I was never really able to see. Being red/green deficient, I basically copied the orientation that other board used. This worked well for the green LED, and so I followed the same for the RED one, but the geometry was actually quite different and the two islands inside were actually flipped.

This basically resulted in my red led not lighting up. Gavin fixed this using a fancy heated tweezer double pen to almost instantly remove the component, rotate and put it back in the correct orientation, after which I fixed the soldering.
The programming went well except for myself going over the text too quickly and missing a step before testing the USB (I was either too excited to get it working, or getting tired of a long day).
make fuses
This led to a wasted hour of trying to figure out why the USB device was not propertly recognized by either Linux or my Mac. Note to myself: Always re-read the instructions before debugging further! Fortunately, this debugging taught me how to use some of the multimeter functions:

Removing the extra bridge was not too hard, but I was never successful in using the wick. I often get it to absorb some of the solder, but never where I need it to. I have yet to tame these solder wicks...
The next day, I decided that I wanted to create yet another board to test my new programmer on. This would also be an attempt at streamlining the process and checking whether I can do it faster. The tracing and cutting was much smoother and done in a single pass. I used the multimeter to check the board after tracing and before cutting it. The soldering started with a small complication due to myself merging two legs of the ATTiny45 by accident. It took me a while to fix it with the wick, and eventually got solved more by attracting the solder with the pen than with the wick itself.
All in all, the original board was done in around 4 to 5 hours. This second board was much quicker with less than 2 hours!

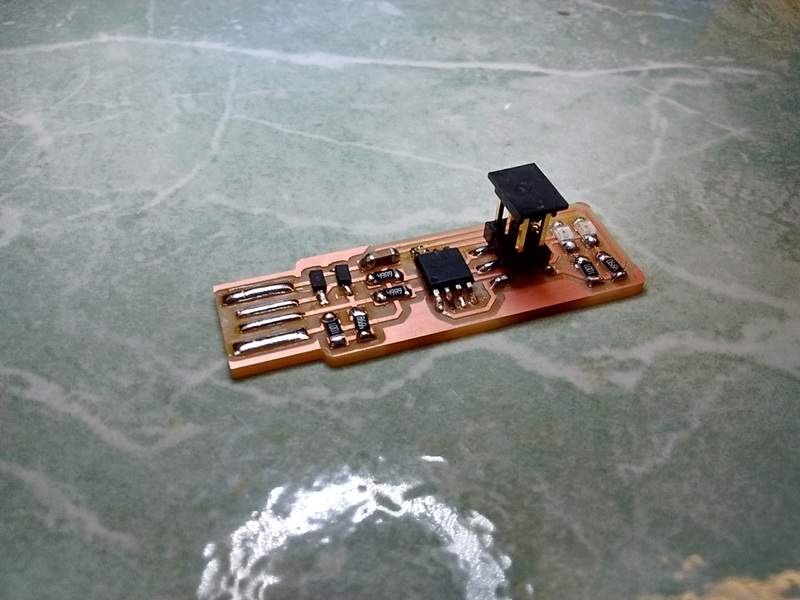
Finally, I programed the new board with the previously made programmer successfully after coupling them using jumper cables and finding two usb connectors. Interestingly, once finalized, the programmers do not have the red LED lighting up from their own USB connection. Instead, they use the connection of the yet-to-be-programed board. This is somewhat a flaw in the design, but I don't know yet enough about the circuit design to evaluate whether it is easy to fix.

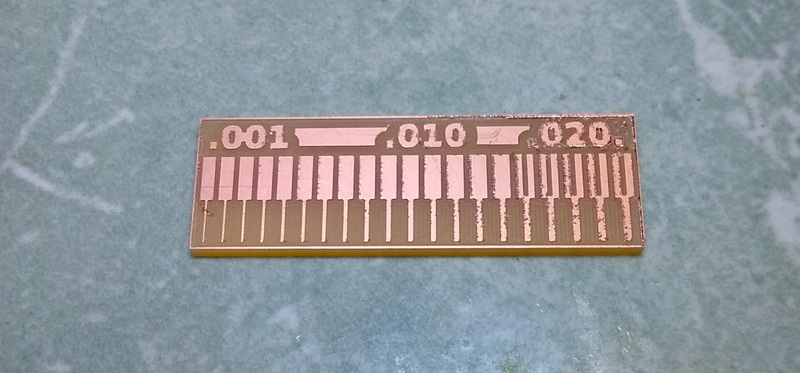
We characterized the milling process using the line pattern shown in class with the 1/64th endmill. This pattern goes from 0.001 inch to 0.020 inch where 0.015 is the limit for minimum thickness given the endmill.
As expected from running the PCB software from MODS, if a region has a width that is thinner than the tool diameter, the software does not trace it since it would remove material that it should not. For some reason, the line characterization was fine on the left side but ended up ragged on the right. The endmill may have started dying or going loose. The more interesting point was that even the smallest lines were fine. This shows that we can do very precise work with the milling machine! However, at that level, the platform needs to be both even and the endmill in good shape / well tightened otherwise the ragged structure of the right would destroy the thin lines.
The main issues I still faced with the second board were the use of the solder wick as well as some issues to get the solder to adhere to the copper itself. After showing my work to a friend in my lab who works on circuits, he directly saw the issue with the adherence (which I had not realized was so "obvious") and suggested to me to first pre-process the surface either by sanding it or scratching to remove the protective film on top of the copper. He also suggested to use flux on top of the wick to have a more uniform heating. To be checked!
Using the hot tweezers is great for removing and replacing components!
I've tried flux a few times for desoldering, and the type of flux seems to have a big impact. The one I tried initially was generating too much heat instantly, kind of frying everything without helping desolder. The second one I tried was more of a paste (not watery like the first one) and heated more uniformly without burning. This one helped better desolder.
The use of a heatgun with tweezers or better, the desolder gun (with vacuum function) are the best for desoldering / removing solder. Apply heat and either just remove the part with tweezers, or just pull solder with vacuum to remove. This has been my solution of choice since I tried it because it's much easier and works like a charm!