Week 07
molding and casting
Tools & Materials
- Rhinoceros & Grasshopper
- ShopBot
- MASTERCAM
- Wax Block (for milling)
- OOMOO (for casting the mold)
- Rockite (for casting the object)
- LED & Watch Battery
Designing the Object
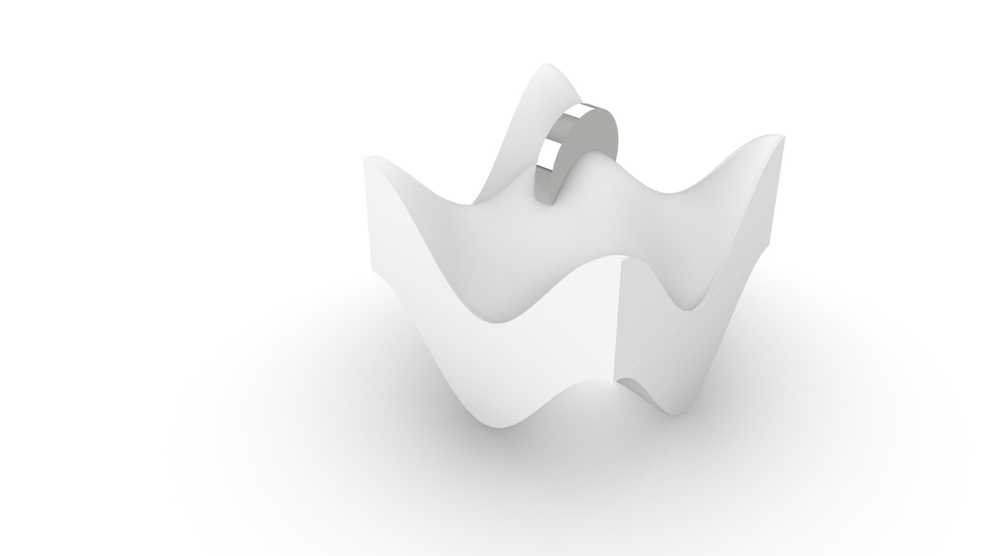
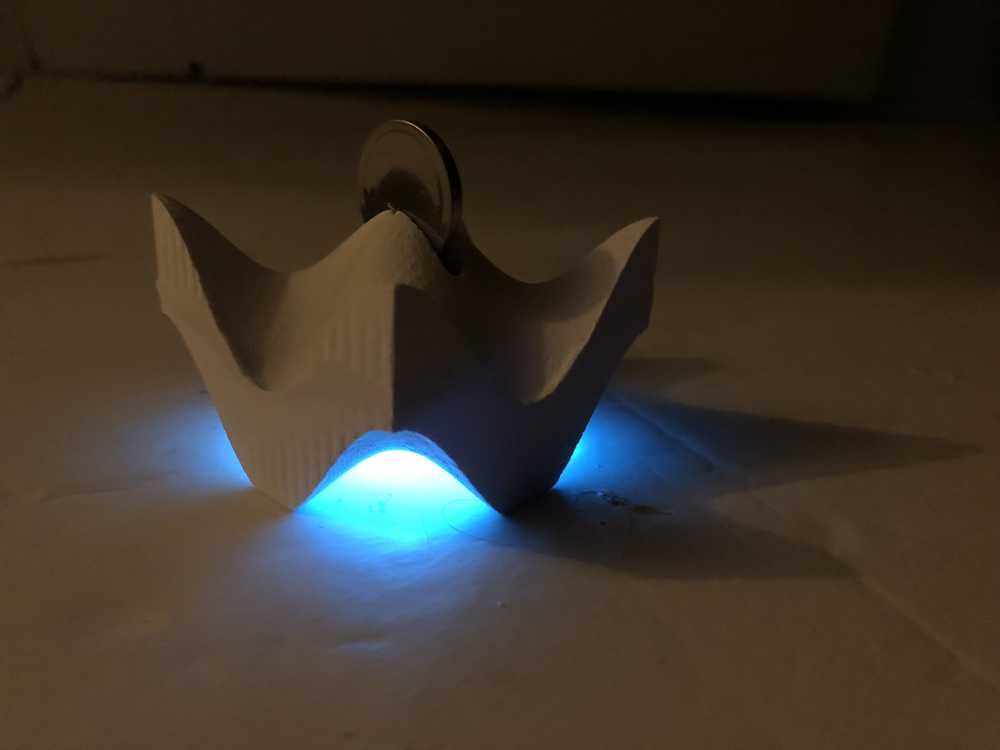
This week, I wanted to make a small desk lamp. I was curious about the process of casting an LED in rockite. This is what I was hoping the end result would look like:
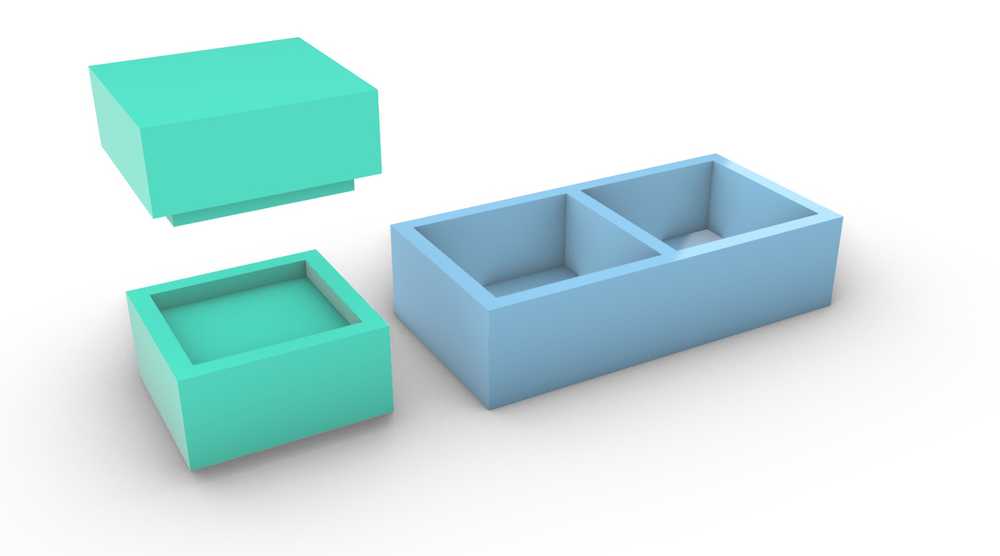
We were each given a 3”w x 6”l x 1.5”h wax block, so I started out by seeing how big of an object we could make with it. I made sure to leave 1⁄4” wals on both the wax block and the OOMOO mold (which I assumed would slot together as pictured below). This left a potential block of rockite about 2”w x 2”l x 1.7”h.
I tested out a few options for the lamp:
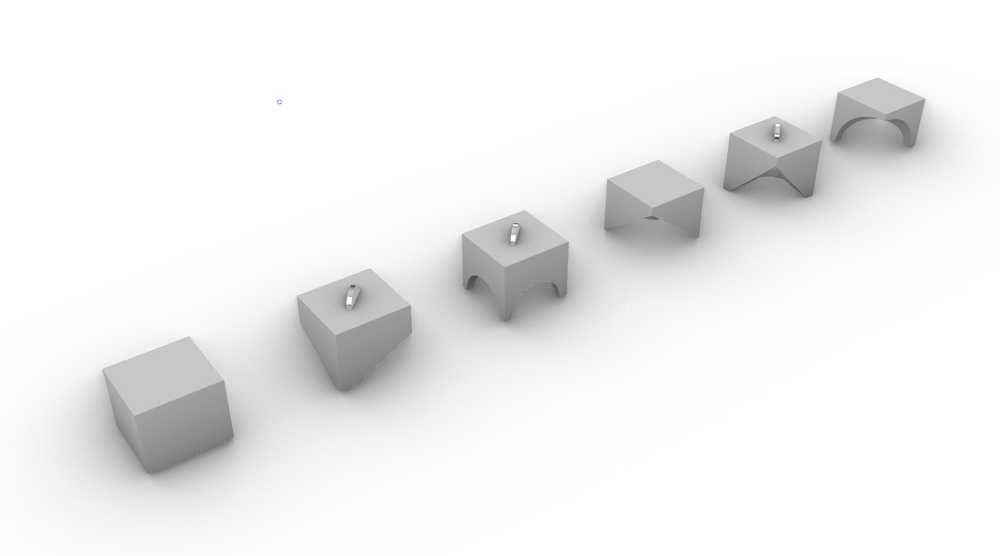
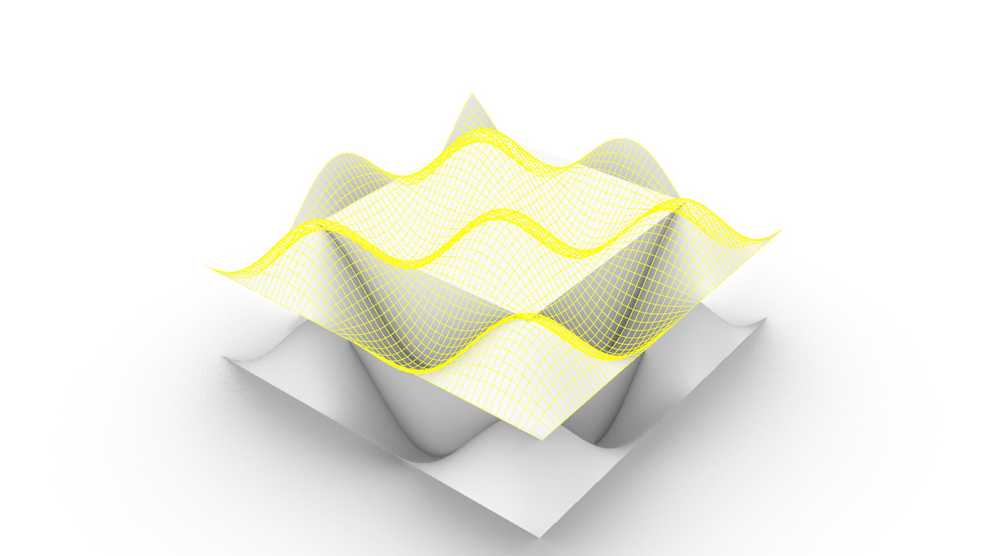
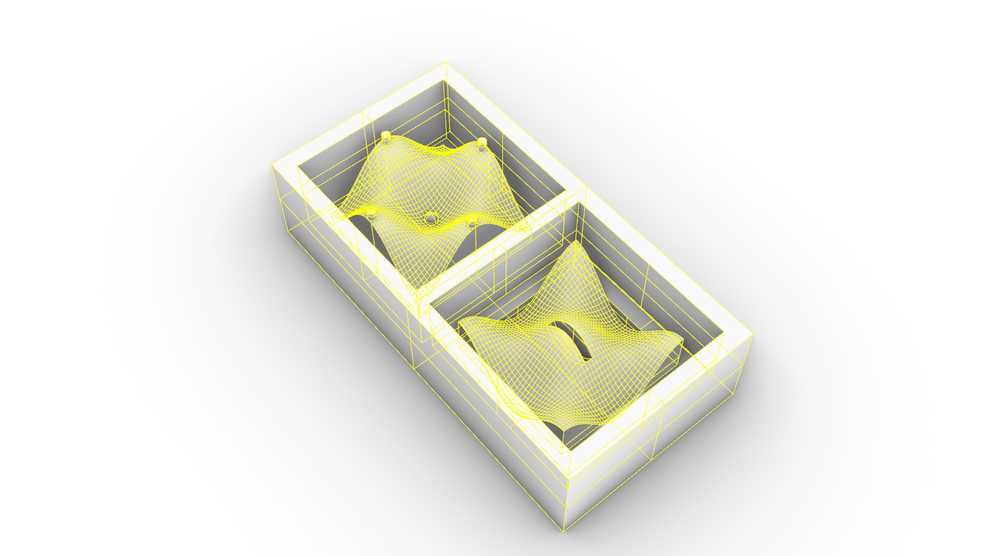
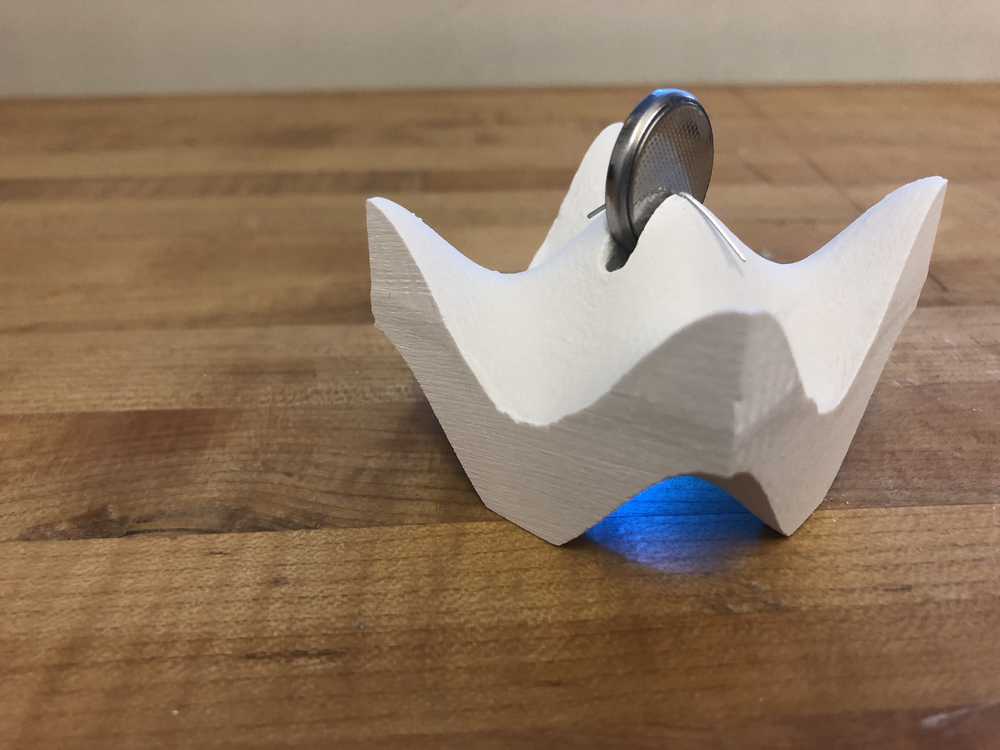
I wanted something that would go high in the middle on the underside to hide the LED, and would have four legs to rest on. This mathematical surface seemed to work well:
z = sin(2*pi*x) * sin(2*pi*y)
I used grasshopper to make a grid of points, and then translated the points vertically based on that function.
Designing the Mold
I added a slot for a coin battery and a bump for the LED, and then set up the model in Rhino, for export to MasterCAM.
Toolpaths
Setting up the MasterCAM file was significantly more involved than it was in Week 05. Instead of 2 toolpaths (one for milling and one for drilling), this time I had 8 toolpaths, using two endmills.
Although I had left a 1⁄4” gap for the OOMMOO walls, the 1⁄4” endmill didn’t seem to be able to fit through, or at least I couldn’t get MasterCAM to will it to. So, a lot of my roughing was done with a 1⁄8” endmill, moving very slowly.
There were also some deep and pointy areas that the endmill wasn’t aable to reach - I’ll be sure to keep this in mind next time I’m designing a mold.
Milling
I used the ShopBot to mill. I found a smooth spot on the sacrificial layer, and used hot glue to stick the wax block to the table, making sure to get good contact between the MDF and the wax. The shop monitor help me calibrate the x, y, and z axis. After the machine went through the warmup cycle, it was ready to go.
Luckily, no one else was waiting to use the machine, because milling took a long time. After spending several hours watching the endmill spending more time moving in the air than actually milling, I have a few ideas of what to avoid in the future… namely, I’ll be on the lookout for those yellow lines in MasterCam.

Casting (OOMOO)
Next, it was time to cast the mold using OOMOO. I mixed together both parts in a separate container, and stirred, trying to avoid adding bubbles into the mix. I poured, and then dropped the mold on the table for several minutes to try to get the bubbles to rise to the top.
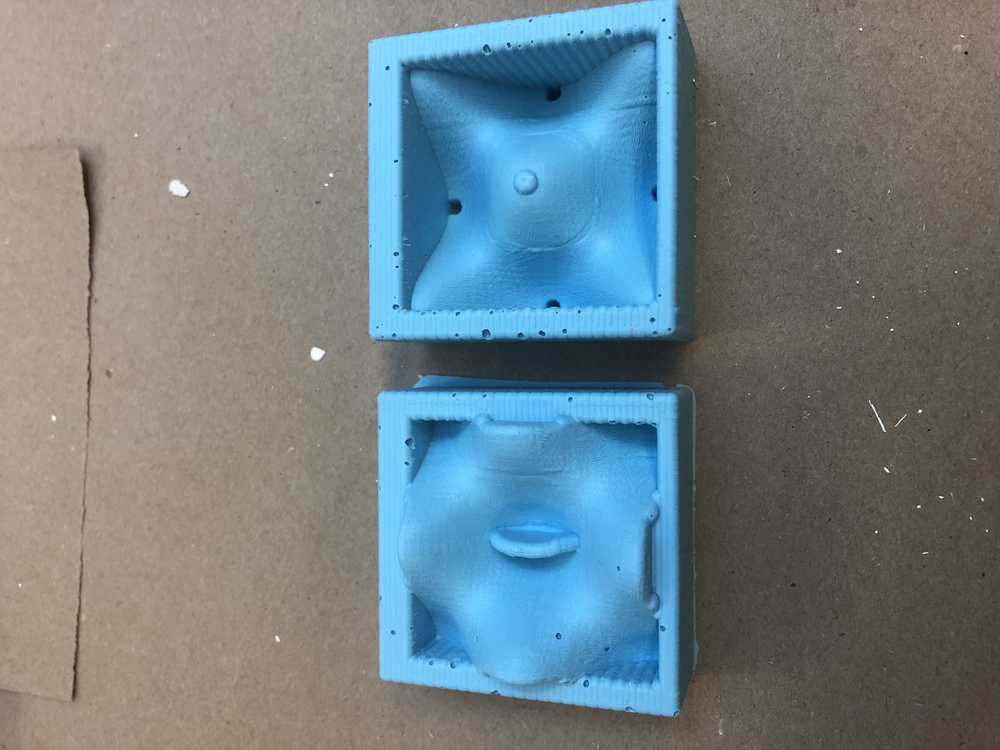
I left the mold overnight to dry. The next day, the mold came out with a few bubbles, though luckily none of them really affected the visible parts of the mold.
Some of the artifacts of the milling process were a bit different than I expected, including rounded edges on the molds and a couple of bumps on the side that I’ll be sure to look out for in the future.
Casting (Plaster)
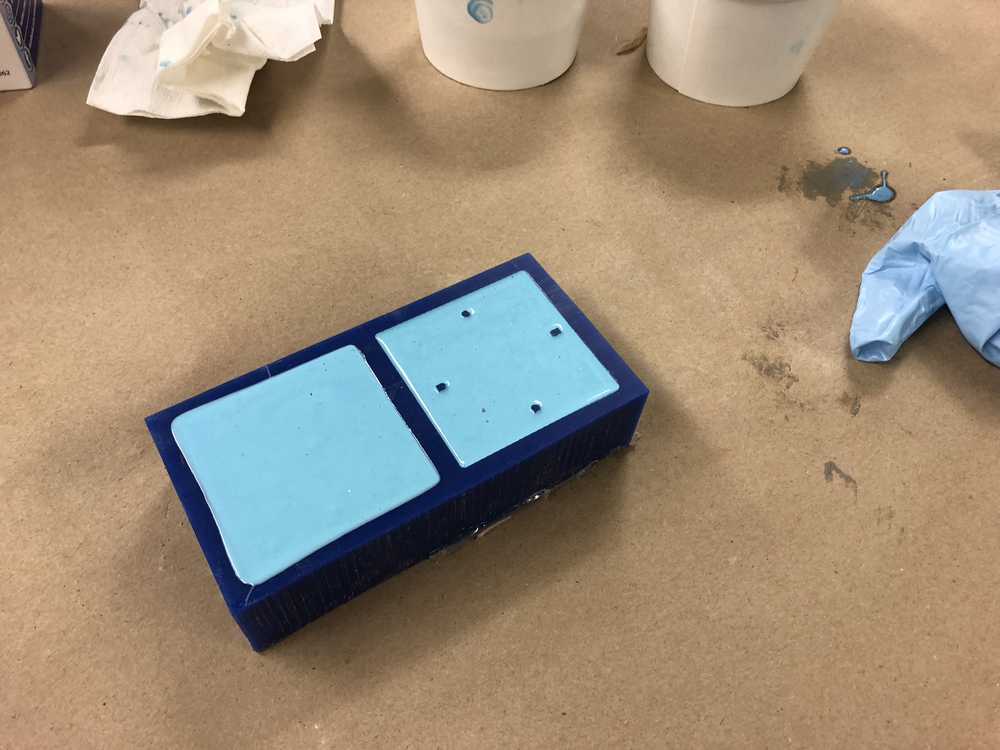
I mixed together the plaster mix. The two halves of the mold didn’t overlap as much as I had hoped, so I was worried about the plaster leaking out. I kept it pretty thick to avoid this.
This meant, though, that it was a slow process to pour the plaster into the mold, made even slower by the fact that the pour hole was very small. Eventually, though, the mold filled up.

The lamp came out of the mold easily. It was rough at first, and the seam between halves of the OOMOO mold was very visible, but I was able to smooth it out with some sand paper.
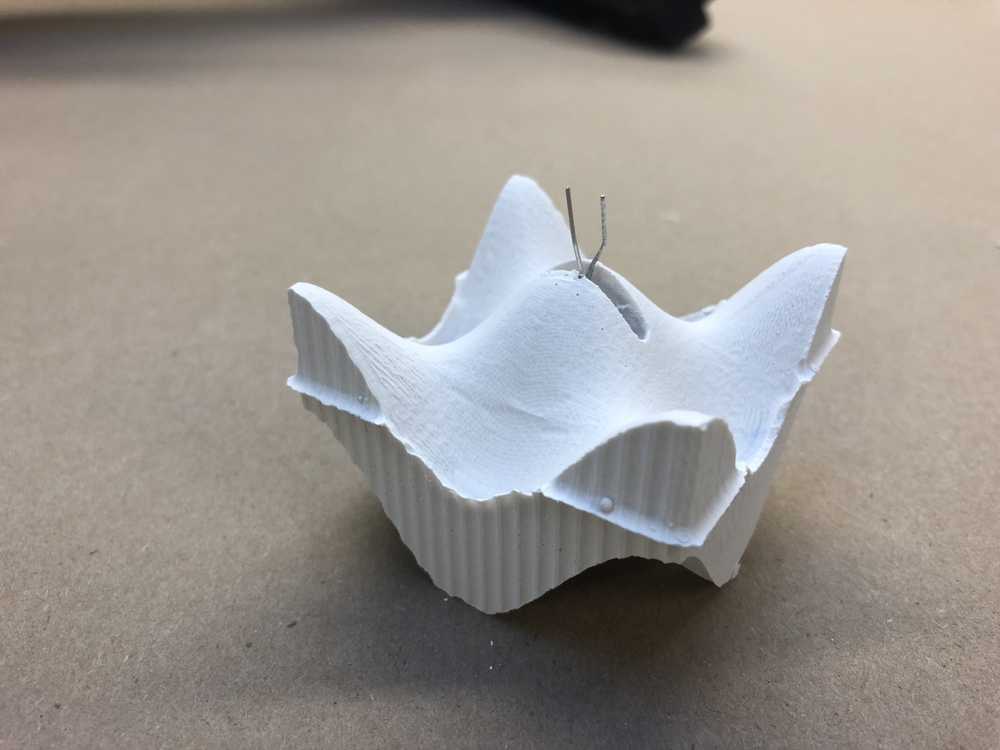
I switched LED types after making the mold (I had originally accidentally sized it based on an IR LED–not what I meant.) I soldered some wires onto a white LED, and then added it into the mold before pouring the plaster. There was a thin layer of plaster covering the light, so I scraped it away after casting to let the light shine through.
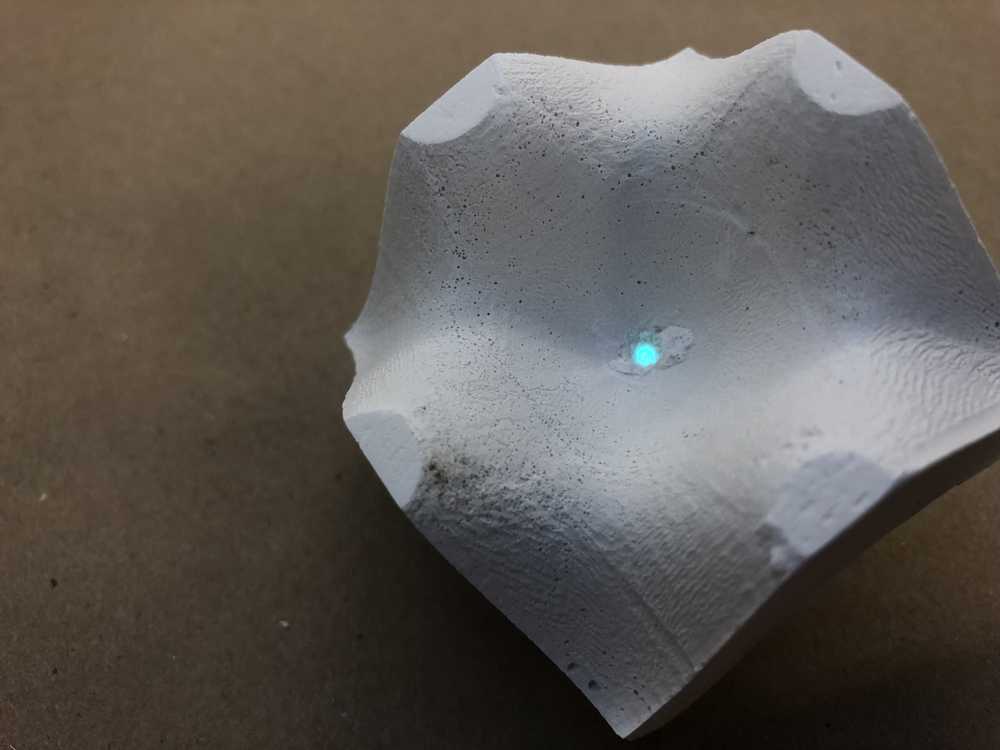
I dropped in a battery, and it worked!

Files
- Rhinoceros File
- MasterCAM File