The wire-edm cuts material with a thin brass wire. It does so using a process called spark erosion. This means that your workpiece has to be conductive. While it's one of the slower machines in the lab (feedrates are on the order of .1 in/min), it's great for making super-precise parts out of difficult to machine materials like hardened steel.
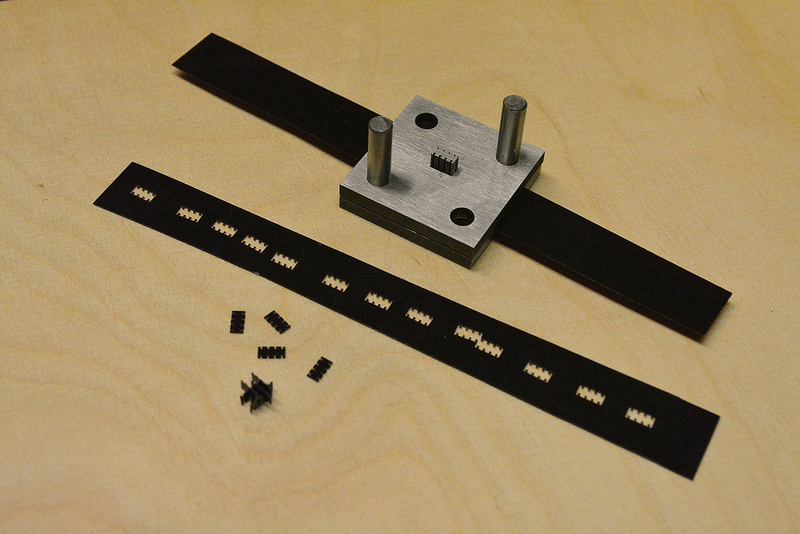
Here's an example of an application it's perfectly suited for - custom tool and die for stamping out plastic Lego-GIK
Before you do anything with the machine you should make sure that it's using the right settings for the diameter of wire that's installed.
By default when it turns on, it's expecting 0.010" wire.
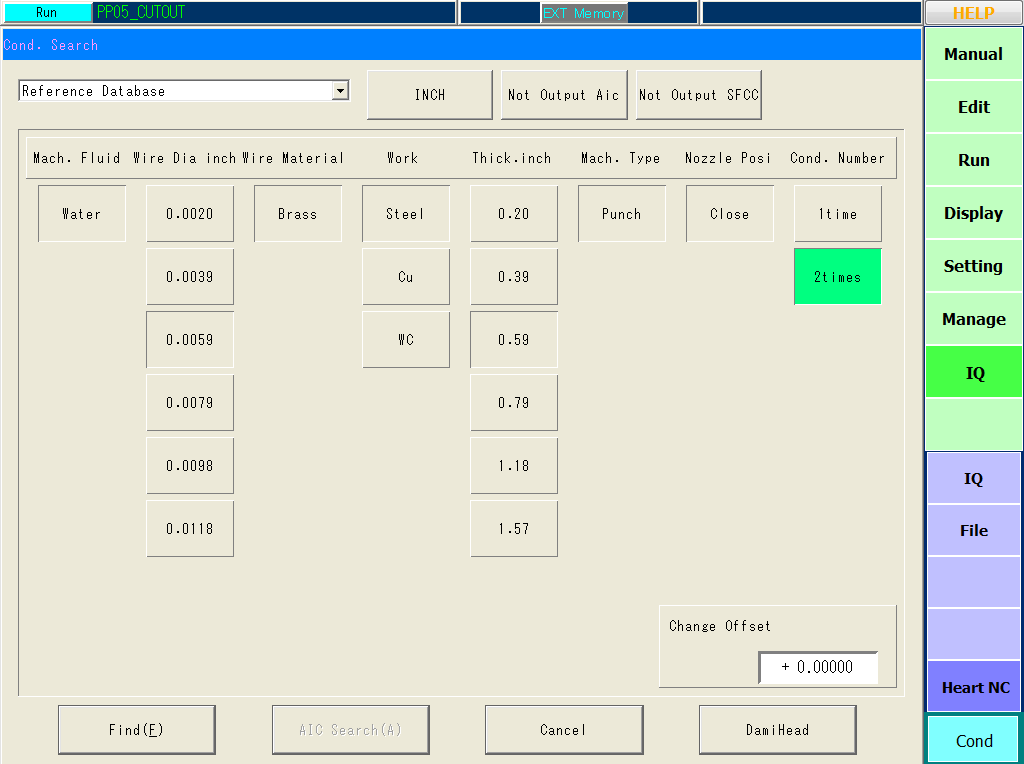
To change this, go to Edit, select the file named "Cond" (this should already be loaded in memory). Find the condition number that has the right settings (a 6 mil wire should have a WK value of 015). Enter this number (e.g., 0006) in the yellow Cond. Num. entry box. Press ENT.
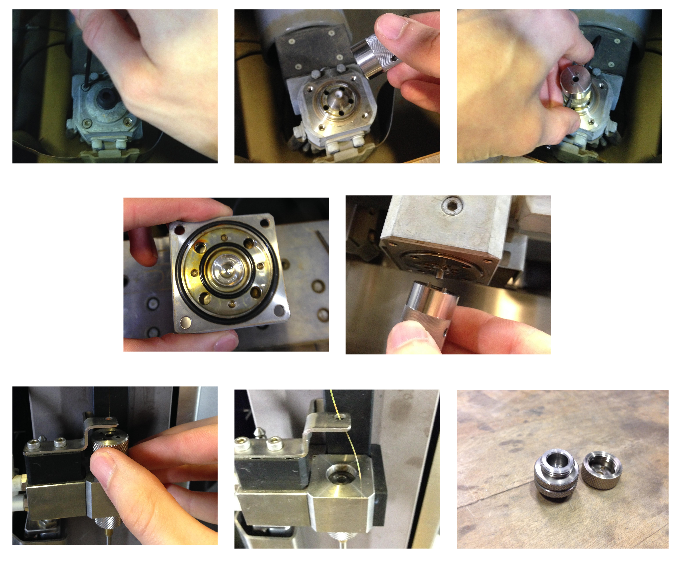
Installing the wire. You'll need to do this if you change wire diameter or if the wire breaks.
Often this is easier if you turn off the backtension on the spool. You can do this by going to Manage --> Parameter --> User 1 and then change "Backtension Select" to 1.
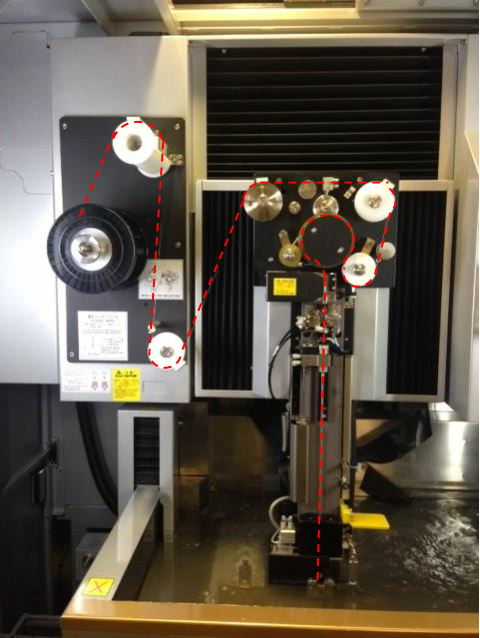
Then, just string the wire through the path depicted in the below image.
You'll need to move the "AWT pipe" down to thread it through the upper guides. Do this by holding the "AWT Free" button (to the right of the wire path) while sliding the pipe downward.
Now thread the wire through the top of the pipe and move the pipe back into position.
It should now be possible for the machine to thread itself. Hit the "Thread" button and hope for the best.
Example Workflow
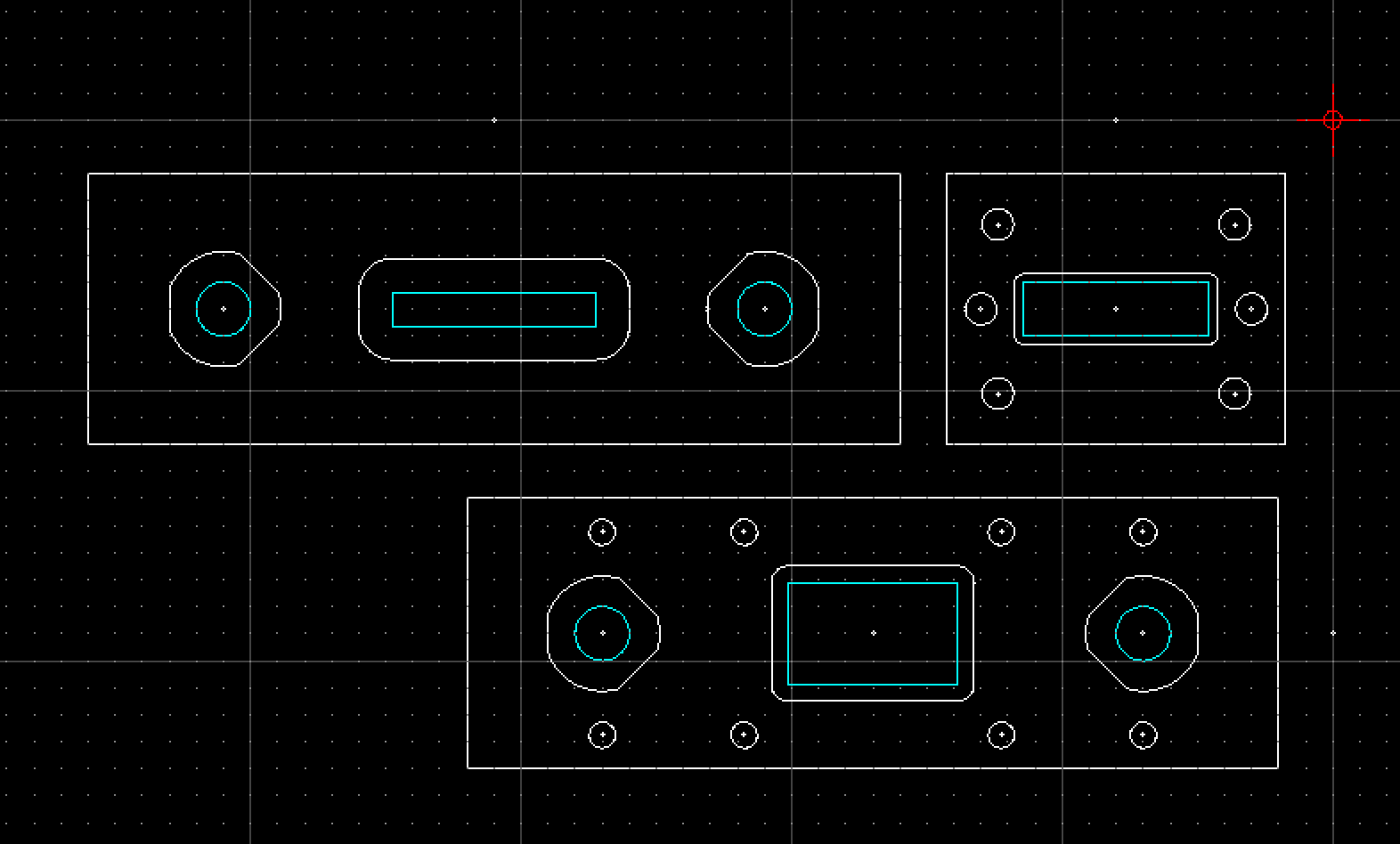
Design your part. Ensure you leave radiuses or dogbones in the corners equal to or greater than the kerf of the wire. (A good rule of thumb is wire_diameter*1.5 but you can also check by doing a "condition search".)
It also makes life easier to add a point wherever you want to start your toolpath.
Here, I pre-cut the cyan lines on the waterjet.
Fixture and setup the part:
Clamp your part.
Set your z-height. Cut the wire --> Position the head over the stock --> Move the head down until it just touches a 4 mil spacer (Use MRF 2 to move slowly) --> Manual --> Coord. Set --> Select Z --> hit ENT.
Pickup the edge of the stock. Thread the wire --> Manual --> Approach Face --> x,(-),coordinate_set=on,ABS --> ENT
Make the G-Code:
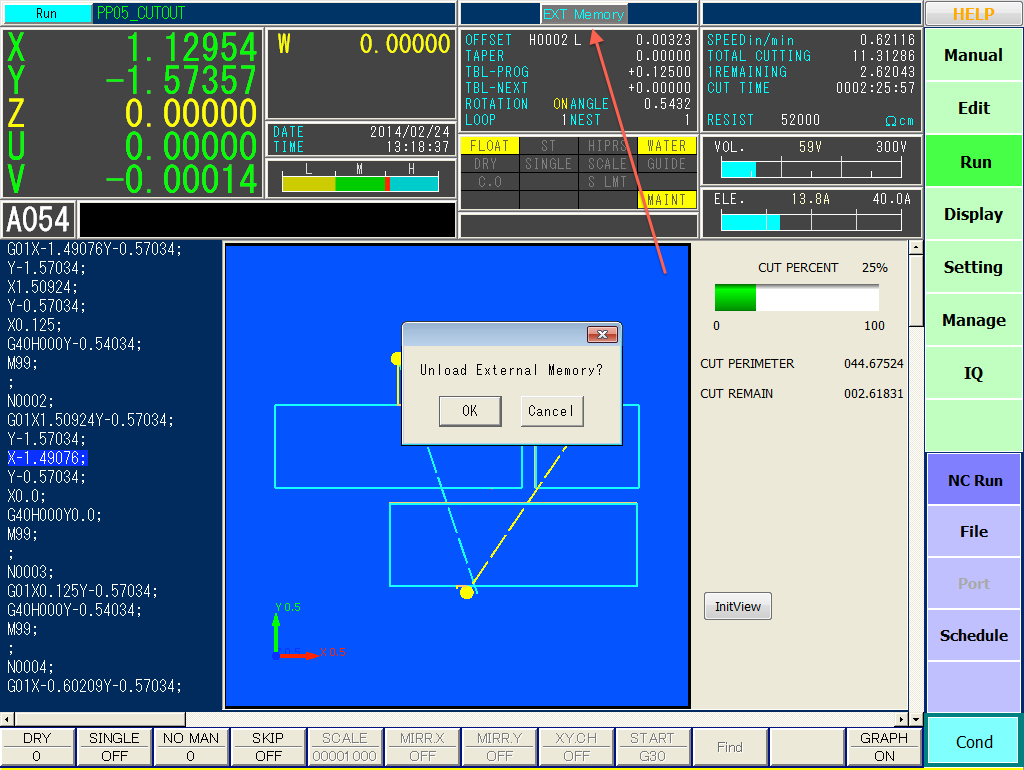
If the USB is in the machine eject it by clickin on the "EXT Memory" button at the very top of the screen.
Drag your .dxf file into the UTY folder of the Sodick USB stick. Make sure your filename is eight characters or less (not including the extension) otherwise HeartNC won't see it.
Go to IQ --> File and drag the file from the EXT Memory into "IntelligentQ3vic"
Go to IQ --> HeartNC and click File --> Open and select your file.
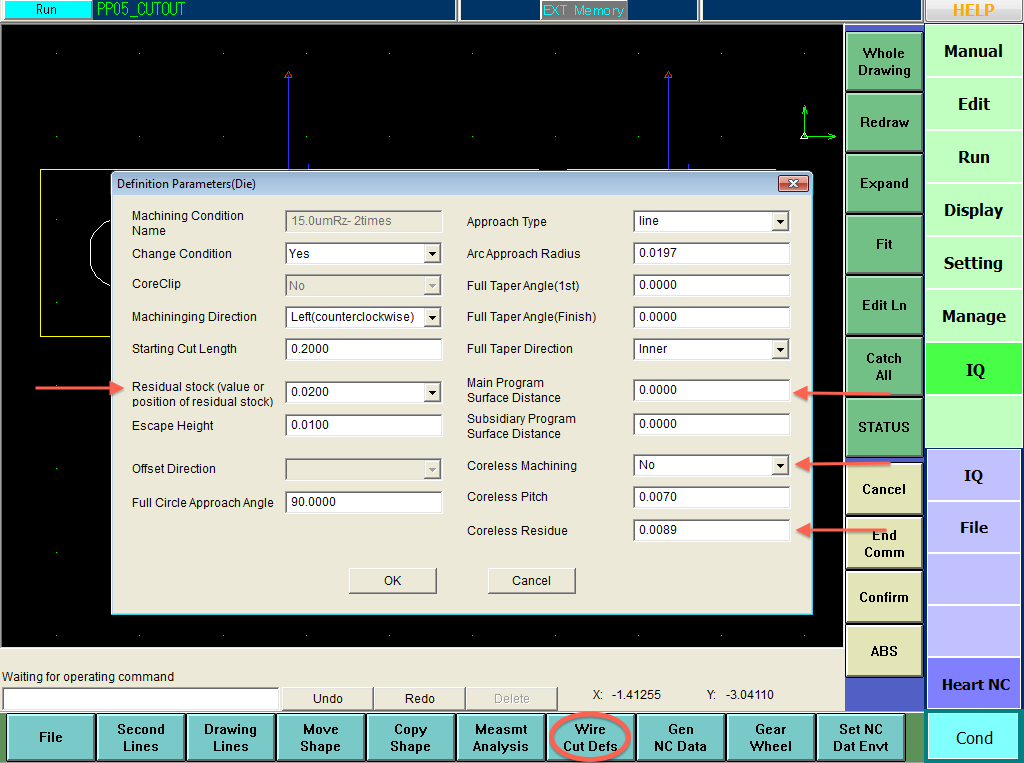
Select Wire Cut Defs and choose Die or Punch based on what you're cutting.
Hit Gen NC Data to generate the G code.
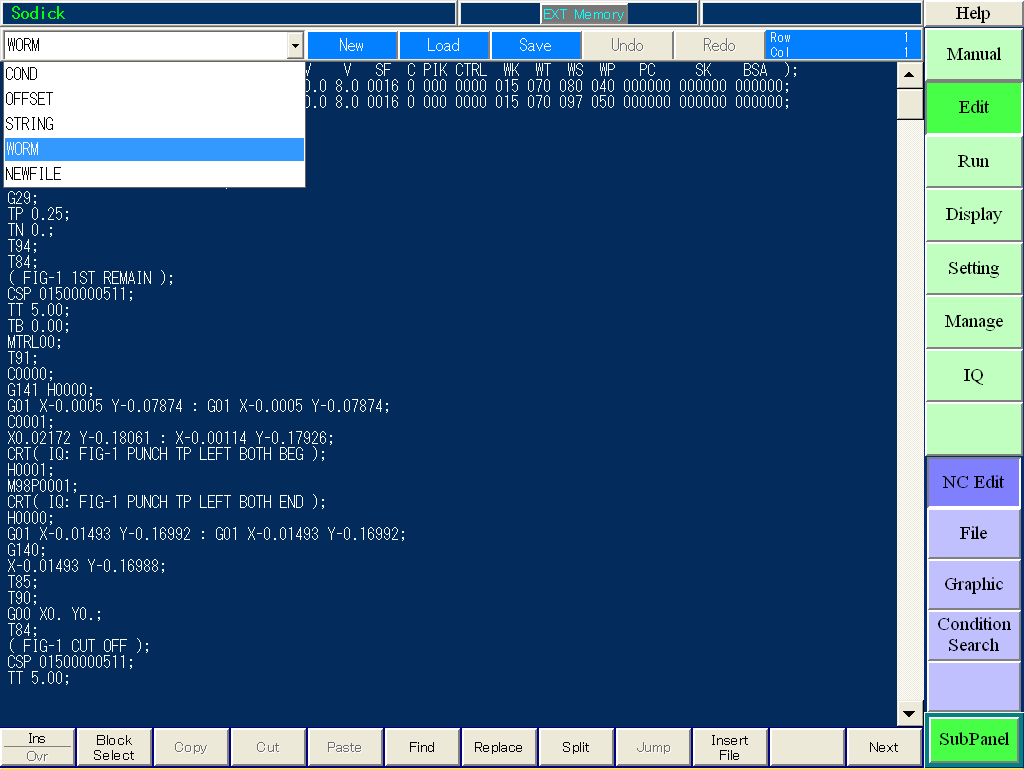
Check the G-Code:
It's important to check the G-Code to make sure the machine is happy with your file and can get in all the corners.
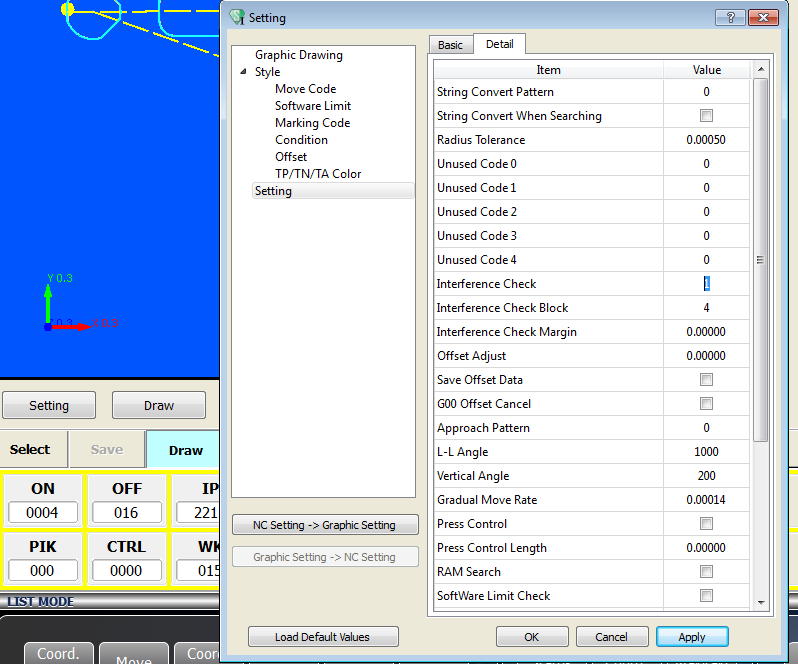
First, make sure the interference check is enabled. Go to Edit --> Graphic --> Setting --> Setting --> Detail (tab) and change the "Interference Check" parameter to 1.
Press carriage return and then okay to apply the change.
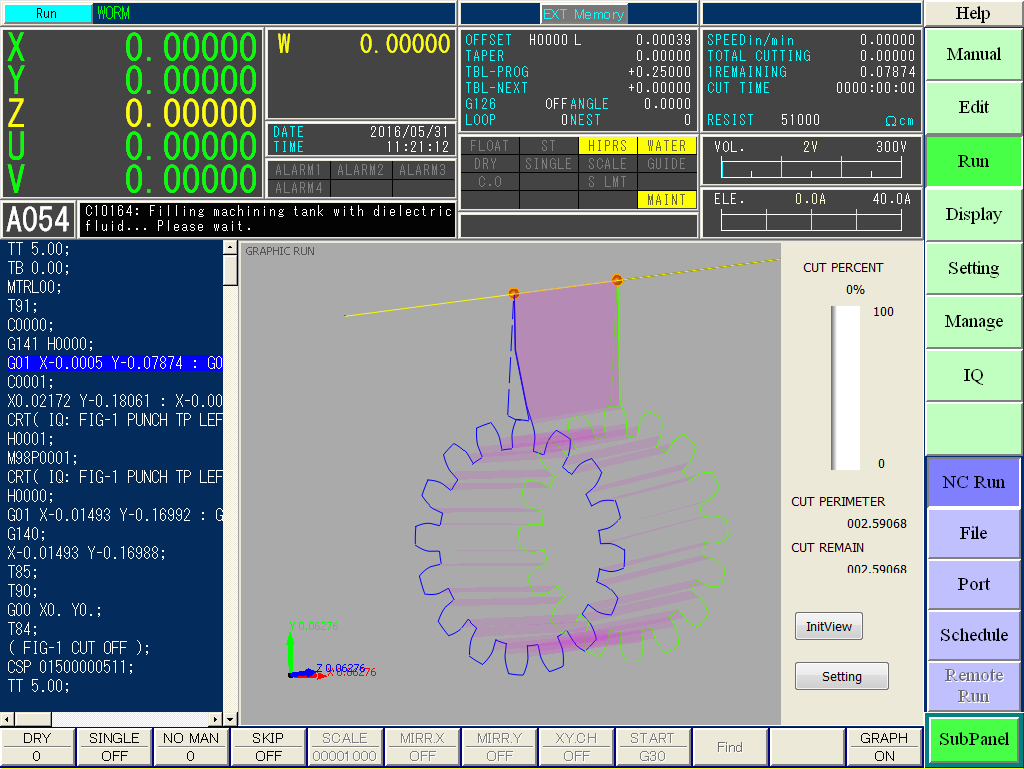
Load in the G-code that you generated.
Now, go press Draw. If there's no error message then you're good to go.
If you got an error message, and think you're correct, you can have the software automatically ignore it by changing the interference check option to 0.
Make sure to press "Save" before running the job. This will ensure that you can see the progress as it runs.
Run the job:
If you're part is less than a few inches thick it's good to keep the doors at half-height. This is done by going to Manual --> MDI --> type M36 --> press ENT.
Now we're ready to go.... Go to Run.
Press "Home" on the keyboard to go to the top of the g-code.
Press ENT to start the job.
Things to be wary of:
Power Failures
It's not uncommon for the machine to experience a "power failure." It usually happens just as it's about to energize the wire at the start of a job. When it happens, to fix it go over to the breaker on the other side of the Hurco and flip the bottom-right-most breaker back and forth to reset it. Wait a minute or two and then try hitting the "ENT" button. If all goes well the machine will regain power, move the axes back to where they should be, and continue the job. In most cases the wire will be somewhat mangled from the sudden stop though so I tend to stop the job, rethread the wire, and then restart it where it left off.
Coordinate system changes.
When you're cutting a die (especially ones with multiple internal cuts), the g-code will switch between coordinate systems (G54 and G59, for example). It's therefore good practice to zero all coordinate systems (you can just check to the box that says "all cord. sys. set").
Small slugs in the flush cup.
If your job produces small slugs, be wary that they can often make their way into the flush cup and cause unnecessary short circuits. The fix is to simply stop the job, open the flush cup, remove the debris, and then resume the job from where it left off.
Tips and Tricks:
Optimizing the order of the cuts.
You can choose the order in which rough and finish cuts are made with the "Machining Process" selection when you go to generate NC data in HeartNC. The selections aren't very self-explanitory so refer to this document for what they mean. For die cutting I like to change it to "DIE-cut in advance fine"; this should minimize the number of times it needs to cut wire and rethread.
Close the loop! - Measure your parts
If you really want to get a part within a tight tolerance you should use the wire-EDM to measure your part before you remove it. You can, for example, check the diameter of holes with the "Hole Center" codeless interface. You can also check the width and angle of cutouts.
Know your offsets
The gcodes that HeartNC generates are easily modifiable if you find that the cut is smaller or wider than the default setting. The there should be a series of Hxxxx = 0.xxxx; in the header. These are literally the wire offsets that the gcode will later refer too. If you need to open up a whole by 0.010", for example, just decrease the offset by 0.005."
Take a screenshot
You can take a screenshot the same way you do on any windows computer. Hit Print screen. Display the windows start panel by hitting ctrl + shift + alt + s. Launch MS paint (in Accessories). Ctl+V to paste the image, and then save it onto the USB drive.
Don't be afraid of IntlQ3
HeartNC is simpler and easier for most tasks, but some things work better in the more complex toolpathing utility. For instance, most four axis operations are easier in IntlQ3 -- HeartNC claims to handle these, but it is plagued by many issues chaining together overlapping geometry. Also, for imported drawings with more elements, IntlQ3 works much better. Also, it recognizes blocks in DXF files, so can easily handle drawings that have many repeated elements (e.g. custom gears that you don't want to make with HeartNC's built in gear generator).
G-Codes To Know:
A full list of G-Codes for the machine can be found here but these are a few of the most useful:
M36 sets the door height to half height (useful if you're not burning tall parts). It's recommended to enter this if you're doing a thin (less than a few inches tall) part so that you can better see the action.
G54-->G59 change your coordinate system
G92X__Y__Z__ sets the current coordinate system to the given coordinates
G26RA___ rotates the part by ___ degrees. (G126/G127 do this too and is used by the auto-tilt correction) ** This may modify your x,y
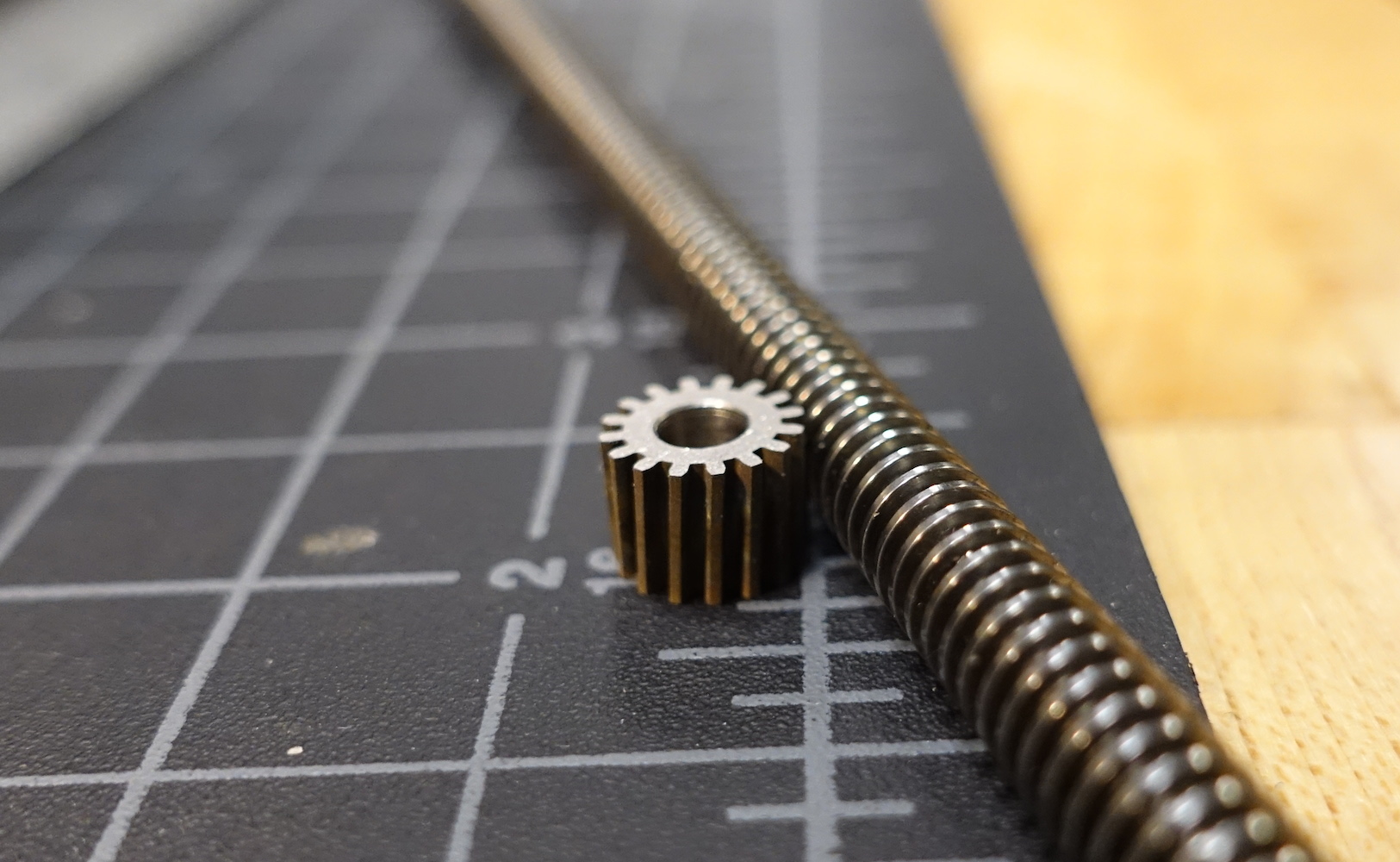
Taper Cutting
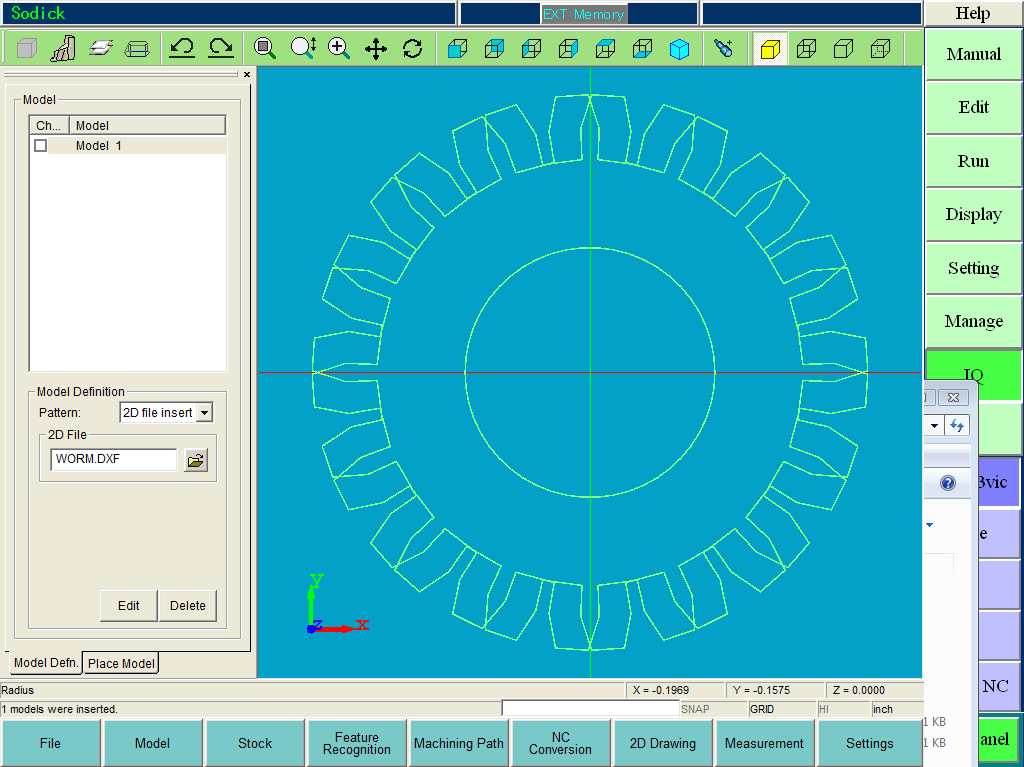
Here's a quick example of a taper cut with vectors describing the top and bottom surface paths of the part. It's a simplified worm gear designed to use an acme 1/4-16 screw as the worm (5 degree lead angle). In this example, we'll be using TB-Diff, where the top and bottom surface profiles are described by two paths. Many taper operations (e.g. most dies) can be accomplished with just a single profile and the taper angle.
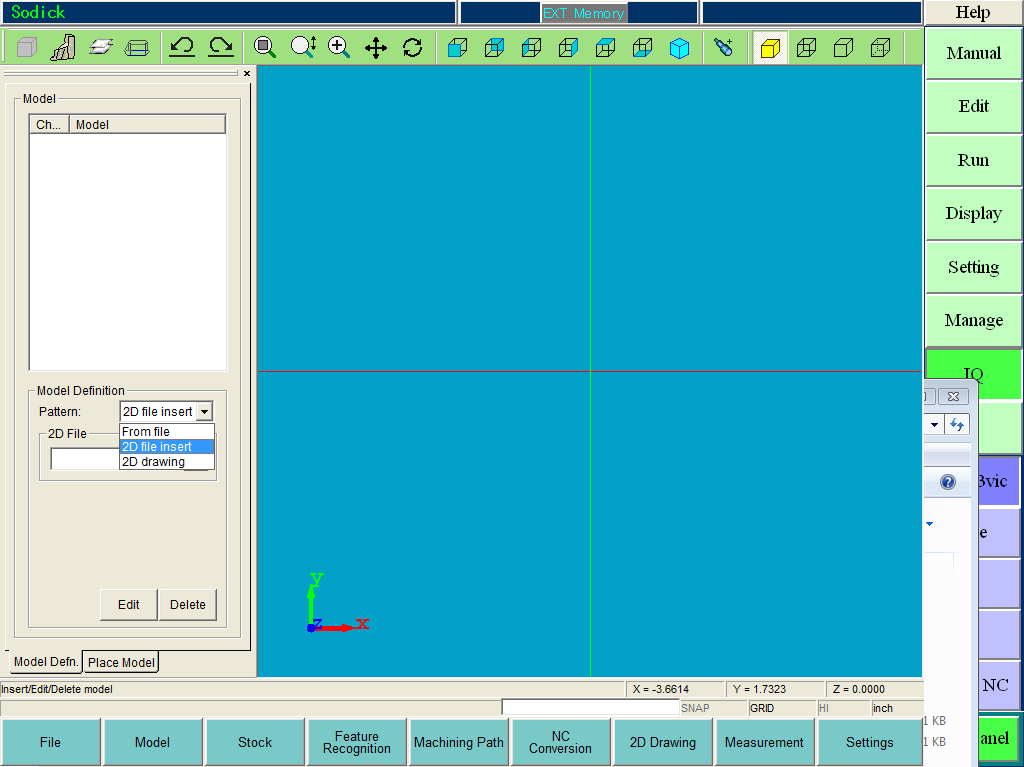
Create your DXF, and move it to the disk from the usb as usual. It's helpful to join the contours before importing the file. Open IntlQ3vic and select 2D file insert from the Model tab.
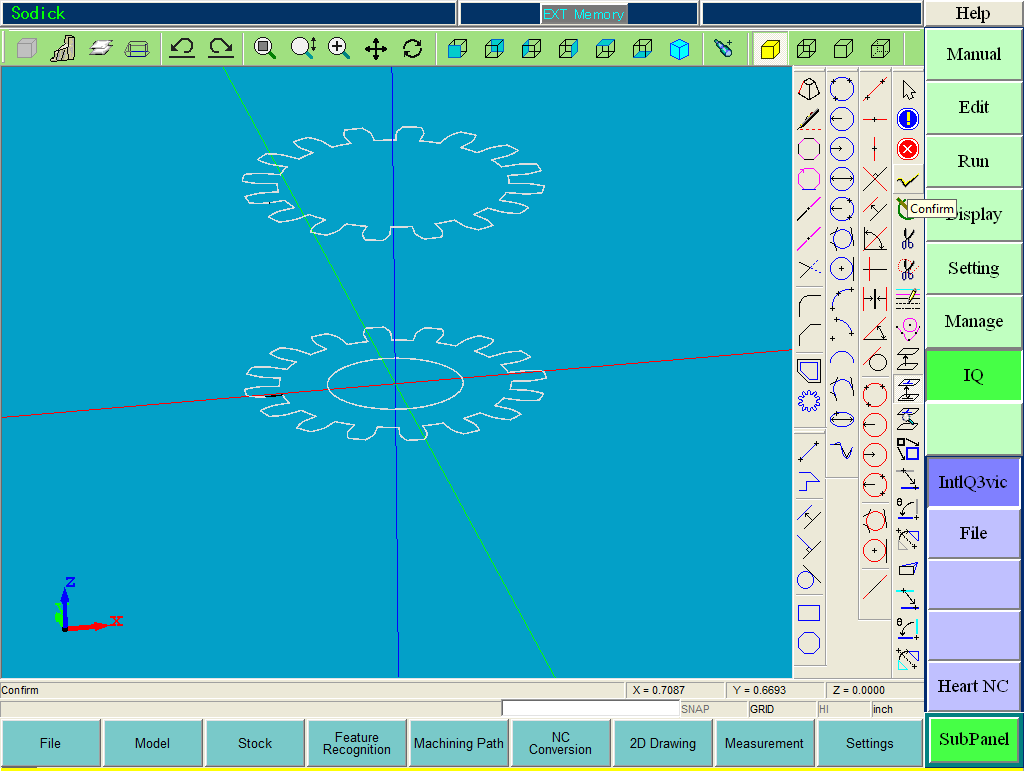
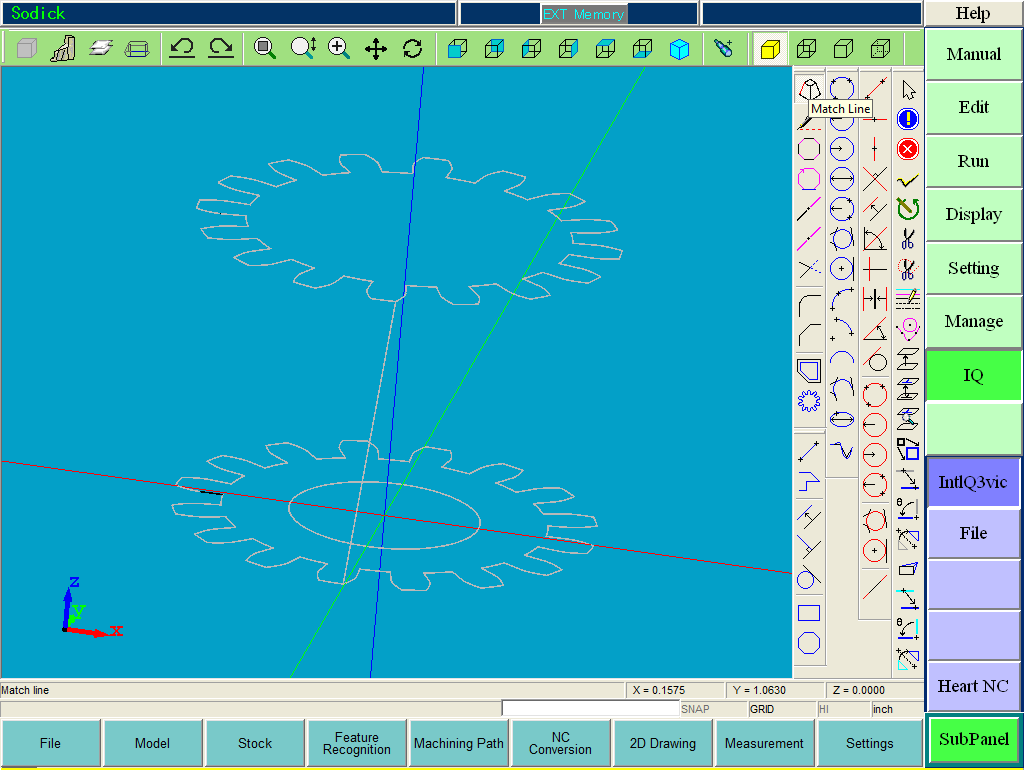
Click 2D Drawing > 2D Drawing to bring up the drawing menu at right. Use the spatial move button (looks like the letter "T" being moved vertically) to raise the top contour to the correct height. The confirm button looks like a yellow check mark. Use the Match Line tool to set up a correspondance between the upper and lower contours. In this example, the contours have exactly the same number of entities, so only one match line is needed. For differing numbers of entities, more match lines may be necessary to produce the desired results.
Now, SAVE the model, or else you won't be able to extract features from it. Do this in the Model > Model Defn. tab.
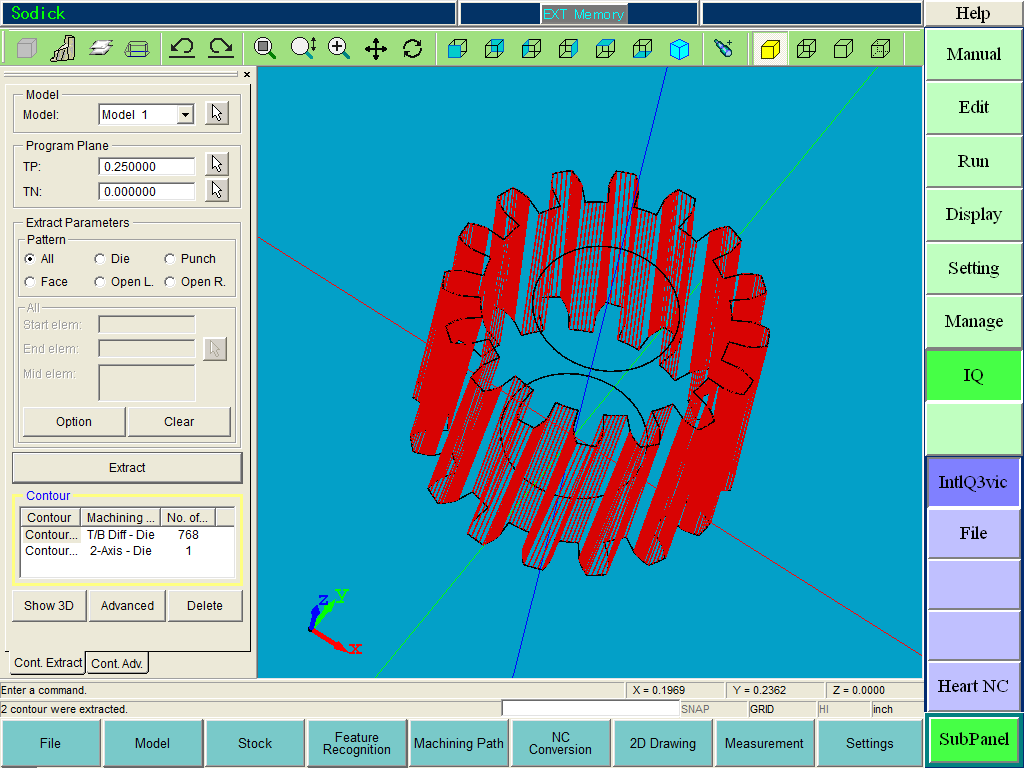
Extract features. Here is where you need to set the machining type (die/punch/etc.) in the extraction parameters. In the figure below, this is set to 'All' but I changed it to 'Punch' for this example and selected a starting element when prompted. The resulting feature was then a "T/B Diff Punch" instead of a "T/B Diff Die".
Generate machining path. For taper machining, selecting Endpoint entry point type is often helpful. Otherwise, it can be difficult to route the lead-in/lead-out.
NC Conversion. This generates the G code file. Make sure to check that the machining type here matches your intentions. Note: IntlQ3vic doesn't automatically write the file to disk. You can open them in RAM in the Edit tab by clicking the drop down menu, as below. Once open, you have the option to save to disk.
Preview and cut as normal. With taper machining, the entries and exits can be a bit confusing. Be sure to check these before starting the job.
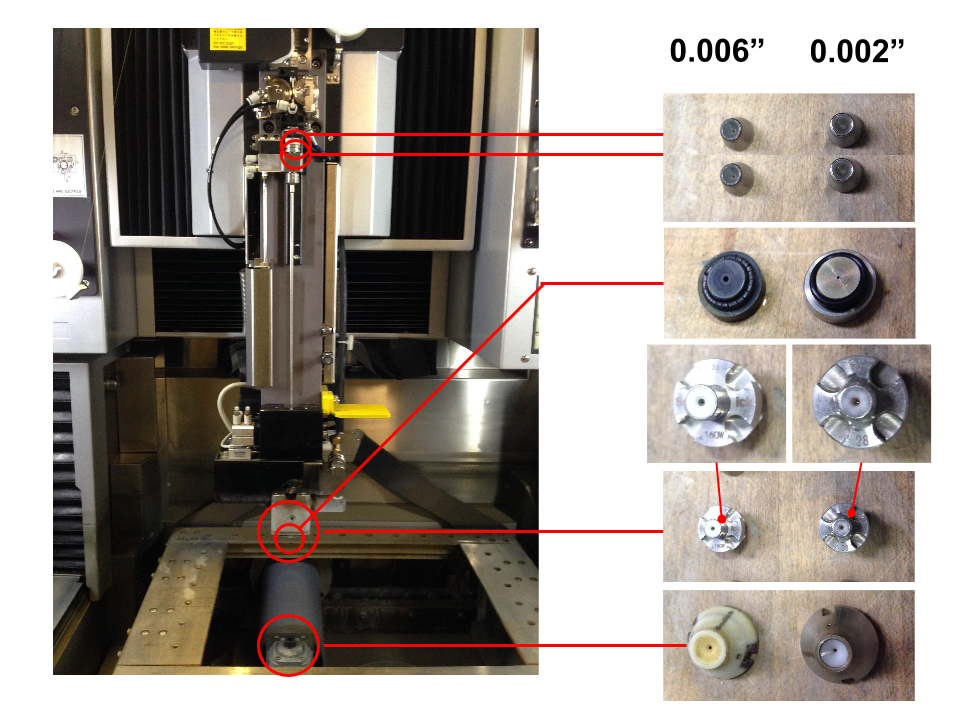
Changing the Wire:
Switching from .006" to .002" wire:
Replace upper and lower head guides
Also replace both guides at the top of the AWT pipe (there are two and they are the same).
One of the .002" guides appears to be blocked... using a .006" guide is satisfactory
Some important settings need to be changed:
Wire
WK (wire size)
WT (wire tension)
AWT Feed Speed*
Connect Type*
Customize for Fast AWT*
AWT Jet Inverter*
0.006"
015
070
200
2
98003790
046063
0.002"
205
010
40
1
0
63
* indicates that the setting can be found by going to Manage --> Parameter --> Machine