.: tutorial.using the mantis :.
- Export a monochrome png file of the board at 1000 dpi.
- The machine will mill black areas around white traces (as David Carr says, the machine eats chocolate).
- Generate your toolpaths with the fab modules (from png to path and path to g-codes). The following values work well using a 1/64" endmill.
- png_path in.png out.path 0.5 1.1 0.4 4
- path_g out.path out.ngc 1 .5 510 160 20000
- Click on Mantis9 on the Desktop. This opens up EMC, the program used to control the Mantis.
- Open the file you created with path_g (out.ngc) with the File->Open dialog.
- Restart the machine to make sure it is awake.
- In EMC, click the big red X in the upper left corner.
- Then, click the red power button immediately to the right. This restarts and powers up the Mantis.

- Test connectivity between EMC and the Mantis.
- Hit the arrow keys to move the spindle in the x-y plane.
- Hit page up to move the z axis up, page down to move the z axis down.
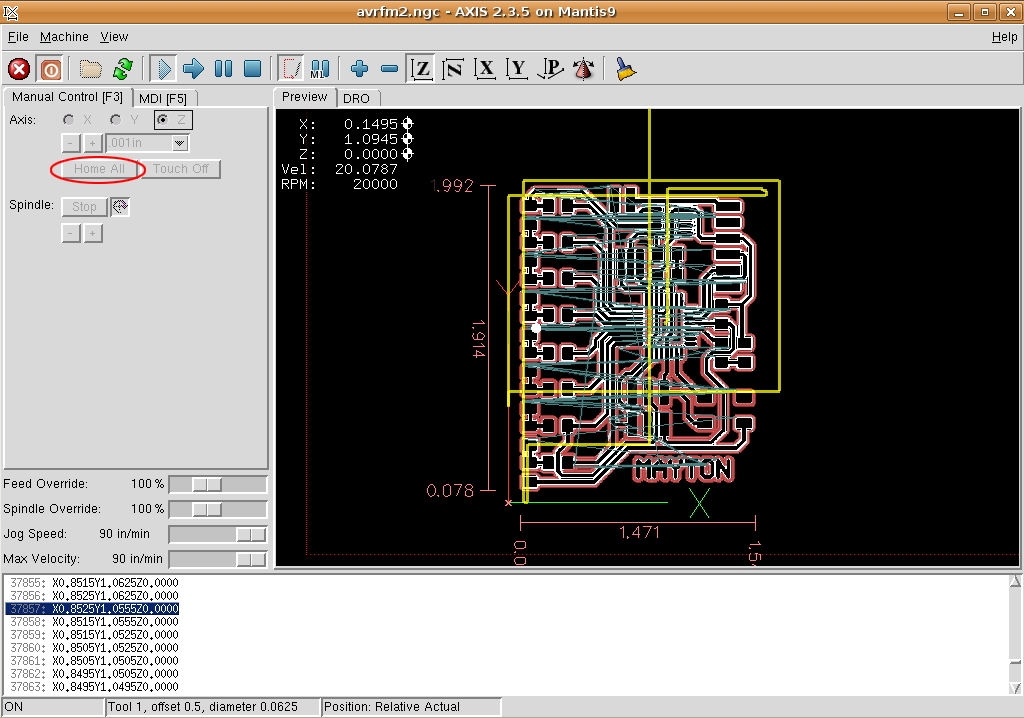
- Home the machine
- Click "Home All" in the Manual Control tab on the left-hand side.
- Attach double-sided tape to the bottom of the board
- Line it up with a straight edge and affix to the Mantis bed.
- Open the .ngc file created by path_g.
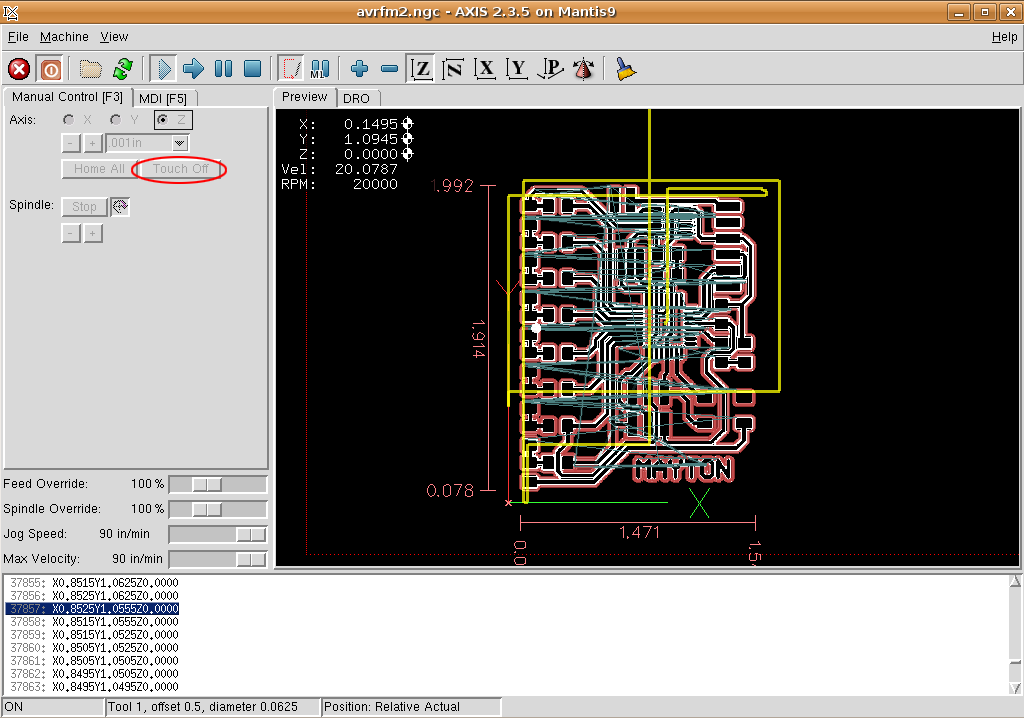
- Zero the X and Y Axes
- Move tool (using the arrows) to where you want the x and y to be zero.
- Then click on the X radio button for axis (under the Manual Control tab), and click "Touch Off". Hit enter when the prompt appears.
- Click on the Y radio button for axis (under the Manual Control tab), and click "Touch Off". Hit enter when the prompt appears.
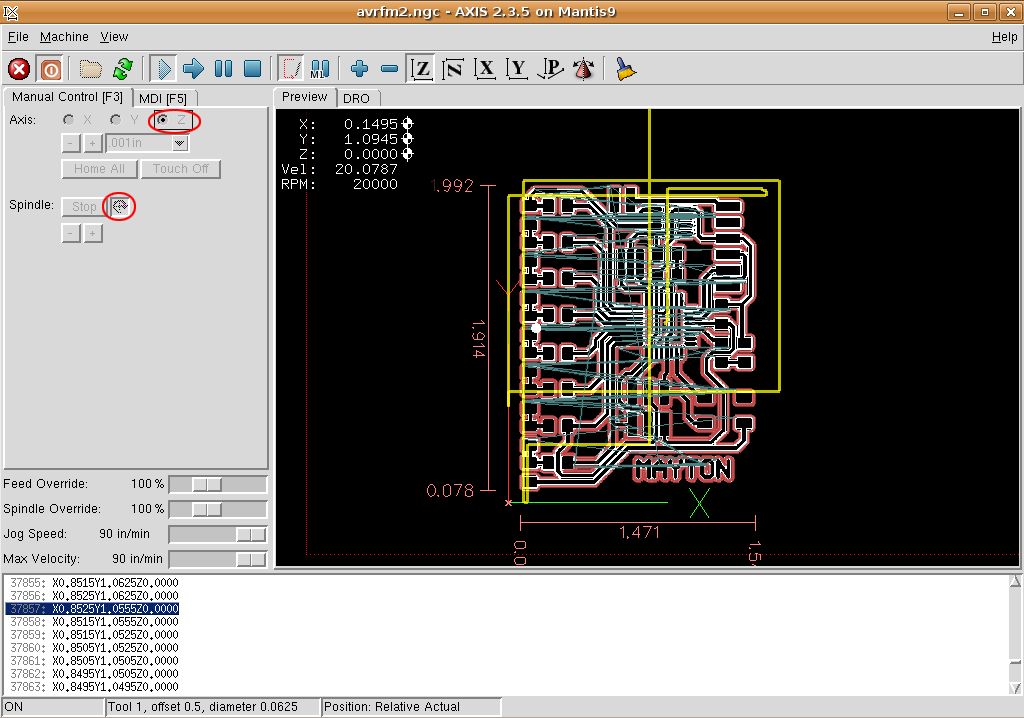
- Zero the Z Axis
- Click on the Z radio button for axis (under the Manual Control tab)
- Hit the rotate icon under the spindle section.
- Hit F12 to increase the spindle speed to around 8000 RPM.
- Select .01 inches for amount in the Axis section of Manual Control
- Hit page down until the spindle is close to the board
- Now, select .001 for amount in the Axis section.
- Hit page down until you hear a small "tick". You might also see a tiny piece of copper jump off the board. This is the zero for the Z axis.
- Finally, click "Touch Off", and enter .005 as the value. This is due to a peculiarity in the current fab modules. Hit enter.
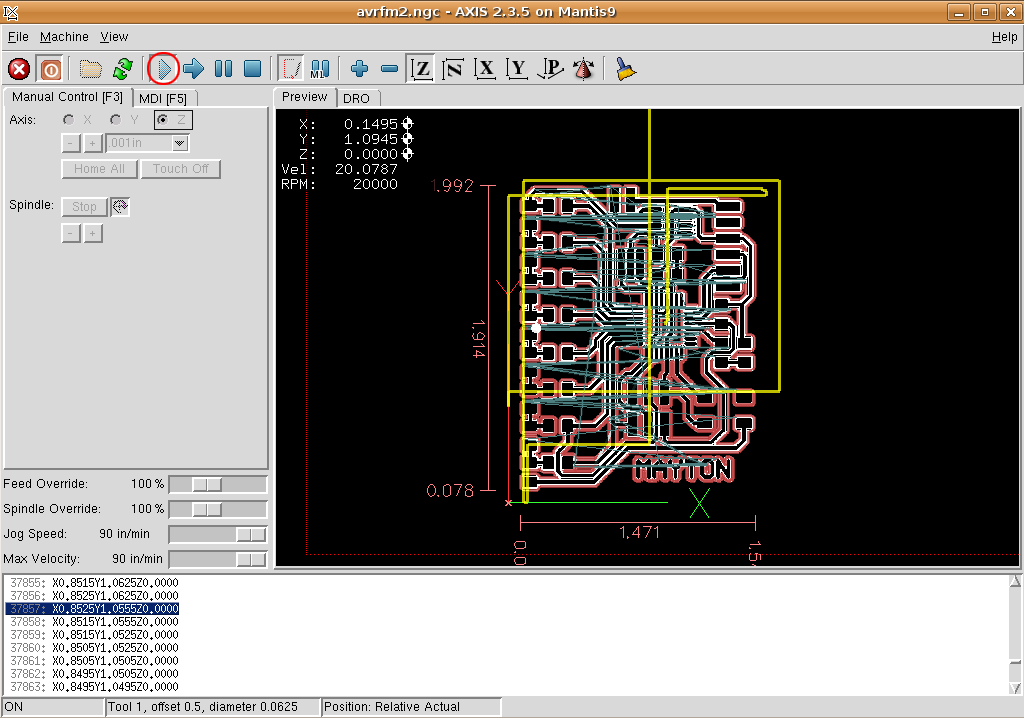
- Hit the page up button 5-10 times to move the tool up a small amount.
- Click the Play button in the toolbar.
- Celebrate the time you saved by using the Mantis instead of the Modela.
Note: You can rotate in 3D by holding the middle mouse button and dragging around.

