This week we learned how to do electronics production using a desktop milling machine. This technique uses a material called FR1, a printed circuit board (PCB) substrate that is easy to machine and robust enough for quick prototypes. We used a Roland SRM-20, a 3-axis router with an 1/8" set screw collet that is controlled by a CBA-developed web browser program called mods. The tools are tiny carbide end mills; 1/64" for routing traces, and 1/32" for cutting out the finished board. 1/64" is 0.016", which is more than adequate for the SOICs and 0805 parts we'll be using for the class. We had two assignments: (a) characterize the milling machine as a group; and (b) mill, populate, and program an AVR programmer like this one.
Thank you to Fillipos for taking the time to teach us all how to use the SRM-20!
files
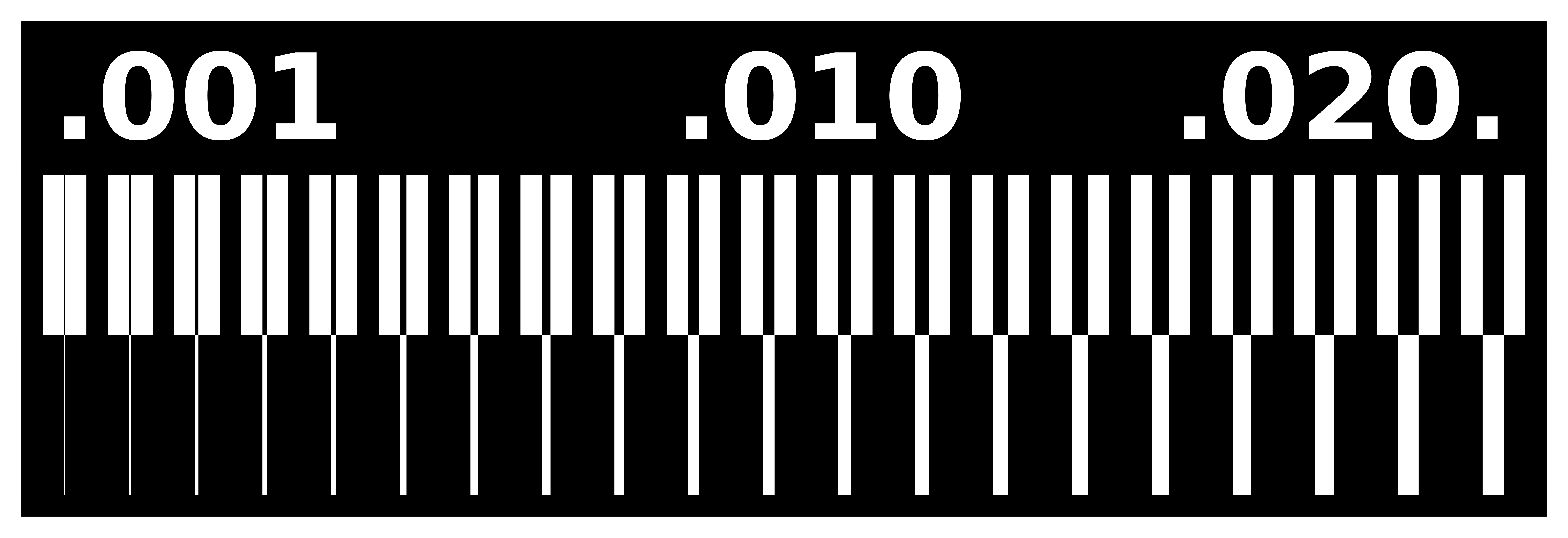
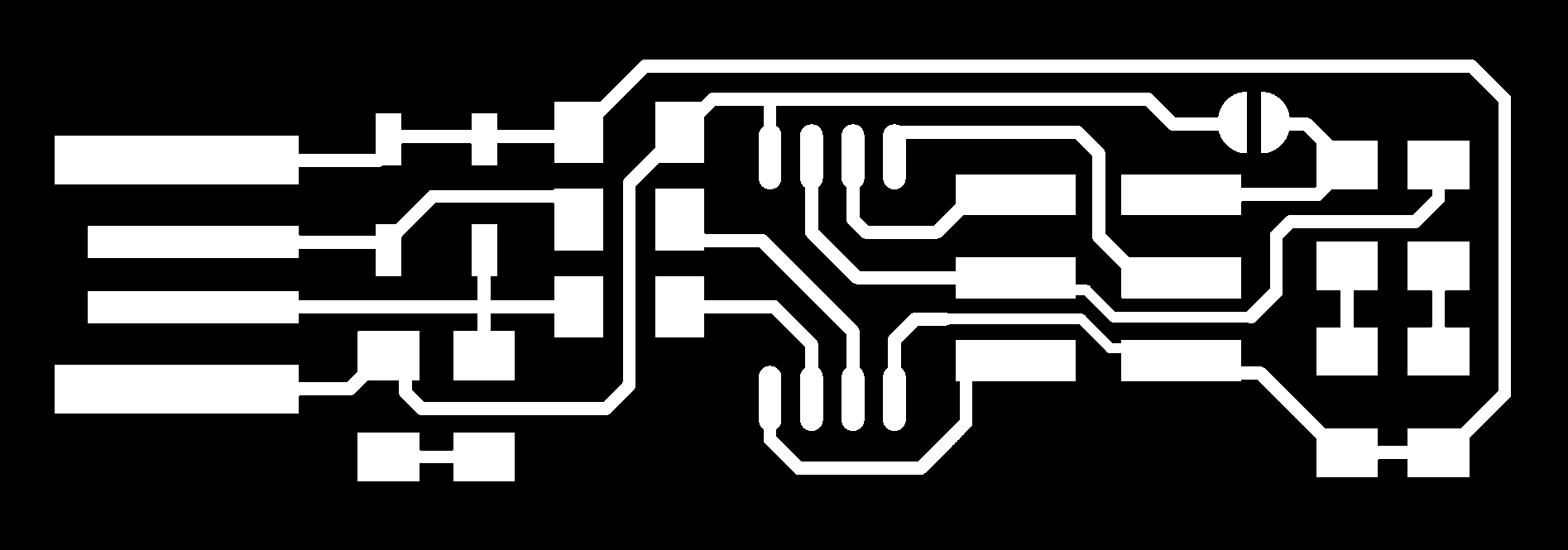
test coupon traces and outline for evaluating mill capabilities from here
Laser Squad (Aubrey, D., myself, Patricia, Jiri, and Alfonso) reunited Friday morning at the E15-023 SRM-20 to run a few tests. After a brief hiccup getting the computer talking to the mill (Jake helped, thanks Jake), we loaded the test coupon traces into mods and mounted the 1/64" end mill along with a generous slab of taped-down FR1. After setting the origin and zeroing the tool Z-axis, we set mods to a single 0.004" depth pass with a double outline and let the machine get to work:
[command: ffmpeg -i VID_20190920_115945.mp4 -filter:v "scale=800:-1" -ss 00:00:00.0 -t 00:00:06.0 -c:a copy out.mp4]
Running a single depth pass was ambitious; the FR1 wasn't flat enough for a good result, so we reset the origin 30mm further back and re-ran the part with two 0.004" depth passes, for a total cut depth of 0.008". This gave us a much better result:
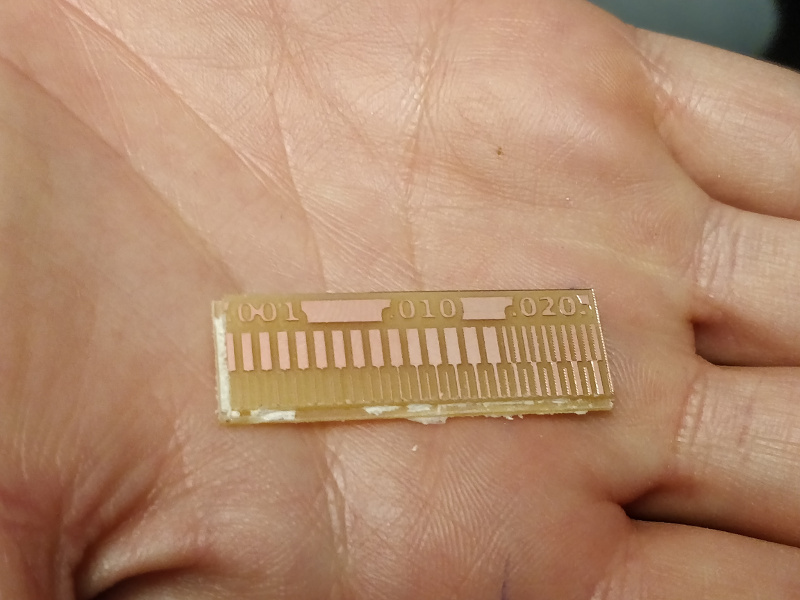
We loaded the outline file into mods, mounted a 1/32" mill, zeroed the tool, and generated a new path based on the default settings (3 passes, 0.024" depth per pass). We watched the tool mill for a moment, realized we had loaded the wrong outline, stopped the mill, and tried again with the right path. This resulted in a stepped profile on one side, but otherwise the coupon came out well:
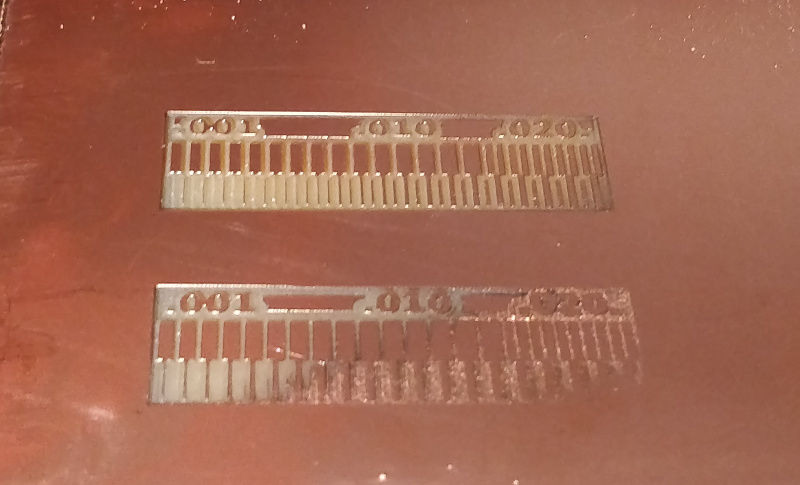
The mods *.png loading module reported the width measurement as 12.80 mm, and I used Gimp to measure the line weight at 50px. The *.png imported at 2500 DPI so the line width is 0.51 mm; thus, we would expect the finished milled part to measure at 12.80 - (2 * line width), or 11.78 mm. The coupon measured in at 11.84 mm which agrees with this calculation:
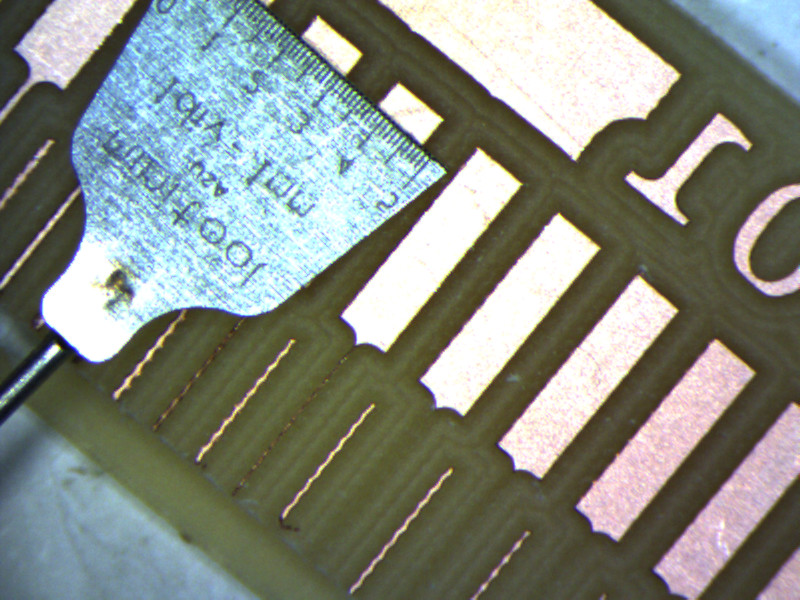
We did observe some of the finest traces -- which cut quite well, given their size (0.001" - 0.005") -- looked a bit wobbly. We used the CBA's Vision Engineering Lynx Evo to take a closer look:
Our guess is the FR1 wasn't secured adequately so it vibrated slightly during the milling operation. More testing is needed.
making avr programmers
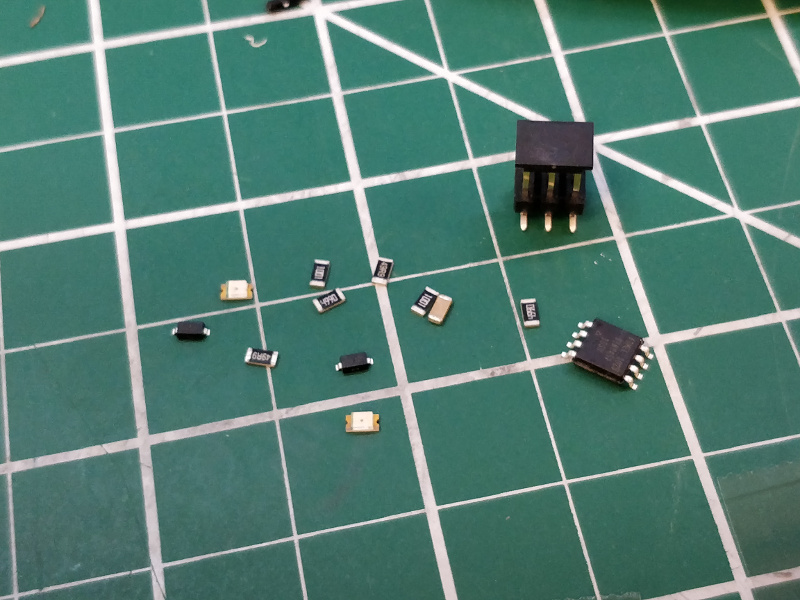
I built three AVR programmers this week. All three used the same handful of components: an ATtiny45, a few resistors, a bypass capacitor, a couple diodes, and a header:
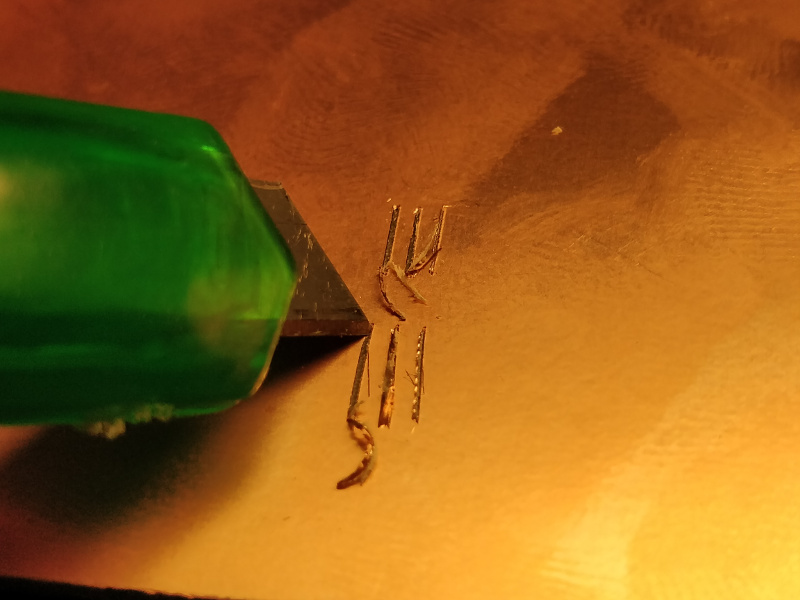
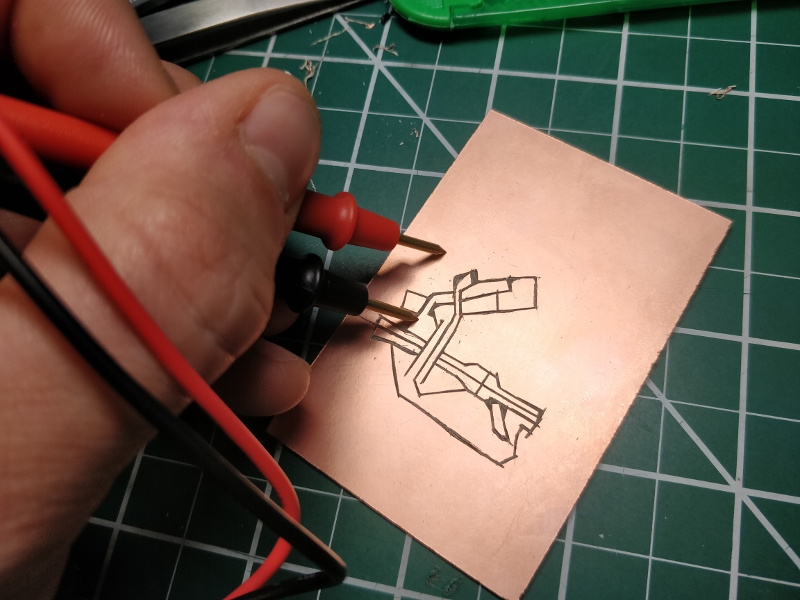
The first design was carved out of FR1 using a box cutter:
After completing the circuit, I used a multimeter to verify that each copper island was electrically isolated:
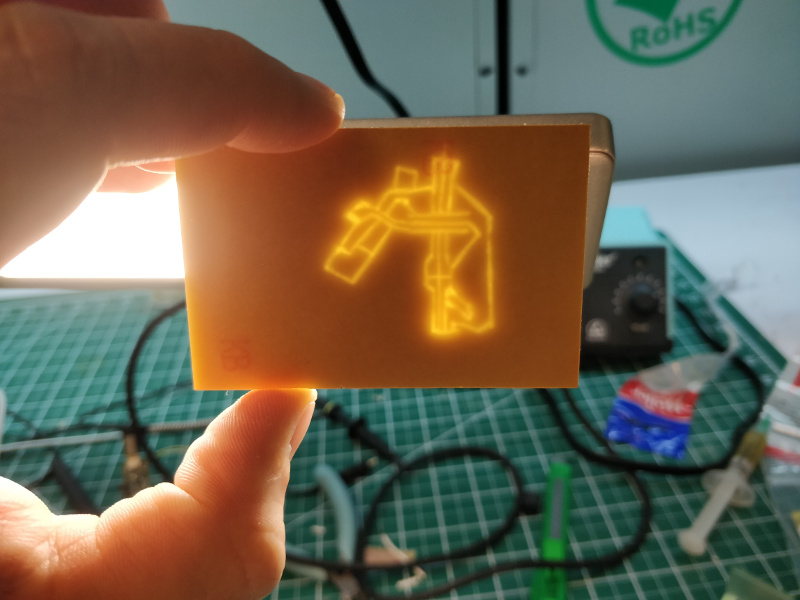
Since I used a single-sided bit of FR1, I was also able to hold the board up to a bright light to check for shorts:
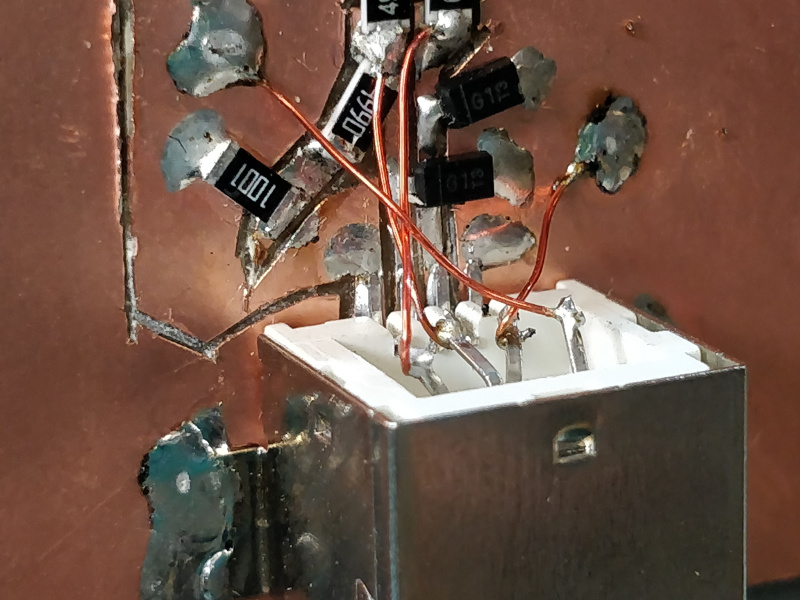
The board didn't initially power on or respond to avrdude. I had predictably scrambled the USB lines, which I fixed with a few bits of magnet wire:
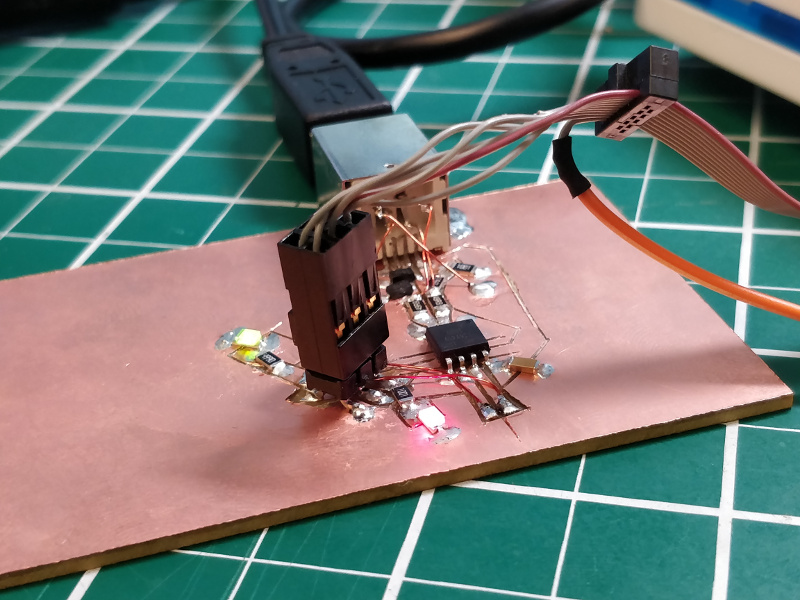
Then I used a fancy Atmel-ICE programmer to flash the board. Yay, both LEDs lit up!
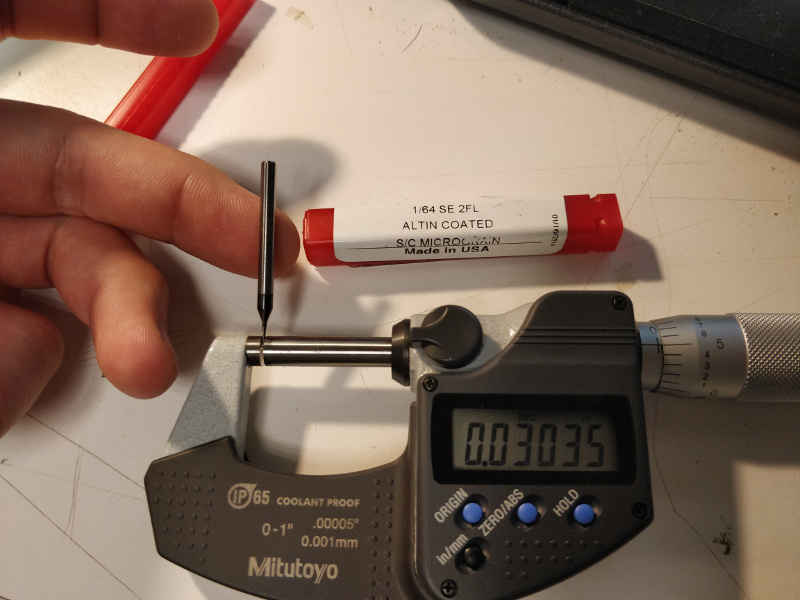
Time to make the second programmer. This one is milled using the Roland SRM-20 using Brian's design. Initial results using fairly standard settings (0.004" depth per pass, two passes, four outlines) resulted in alarmingly small traces. Then I measured the "1/64 inch" end mill:
Ugh, someone left a 1/32" end mill in a 1/64" tube! I swapped it for a [verified] correct mill and re-ran the board. Here's the result (top with 1/64", bottom with 1/32"):
Cutting the outline proceeded without issue using a 1/32" end mill and three 0.024" depth passes. I soldered on the parts, squeezed together an insulation displacement-style ribbon cable, and programmed the programmer using the programmer I'd just programmed (which now features a switch to toggle power):
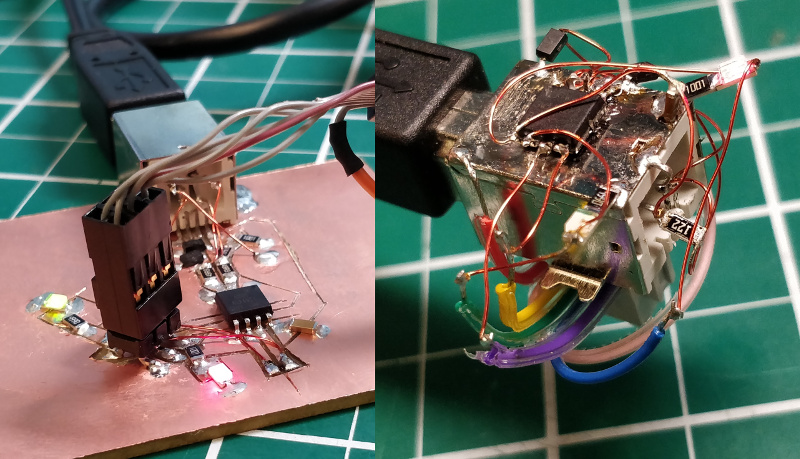
Time to build the third programmer! For this version, I skipped the substrate entirely and used a USB-B socket as the base. I glued the shell to the top of an assembled 2x3 IDC header, and glued the inverted ATtiny45 to the top. I was able to solder many components directly to the grounded shell; for other connections I used magnet wire to avoid strain on the delicate IC pins:
This approach clearly lacks practicality, but it does look neat perched atop the first device for programming:
 This week we learned how to do electronics production using a desktop milling machine. This technique uses a material called FR1, a printed circuit board (PCB) substrate that is easy to machine and robust enough for quick prototypes. We used a Roland SRM-20, a 3-axis router with an 1/8" set screw collet that is controlled by a CBA-developed web browser program called mods. The tools are tiny carbide end mills; 1/64" for routing traces, and 1/32" for cutting out the finished board. 1/64" is 0.016", which is more than adequate for the SOICs and 0805 parts we'll be using for the class. We had two assignments: (a) characterize the milling machine as a group; and (b) mill, populate, and program an AVR programmer like this one.
Thank you to Fillipos for taking the time to teach us all how to use the SRM-20!
This week we learned how to do electronics production using a desktop milling machine. This technique uses a material called FR1, a printed circuit board (PCB) substrate that is easy to machine and robust enough for quick prototypes. We used a Roland SRM-20, a 3-axis router with an 1/8" set screw collet that is controlled by a CBA-developed web browser program called mods. The tools are tiny carbide end mills; 1/64" for routing traces, and 1/32" for cutting out the finished board. 1/64" is 0.016", which is more than adequate for the SOICs and 0805 parts we'll be using for the class. We had two assignments: (a) characterize the milling machine as a group; and (b) mill, populate, and program an AVR programmer like this one.
Thank you to Fillipos for taking the time to teach us all how to use the SRM-20!
{kind=link}
{kind=link}
{kind=link}
 We loaded the outline file into mods, mounted a 1/32" mill, zeroed the tool, and generated a new path based on the default settings (3 passes, 0.024" depth per pass). We watched the tool mill for a moment, realized we had loaded the wrong outline, stopped the mill, and tried again with the right path. This resulted in a stepped profile on one side, but otherwise the coupon came out well:
We loaded the outline file into mods, mounted a 1/32" mill, zeroed the tool, and generated a new path based on the default settings (3 passes, 0.024" depth per pass). We watched the tool mill for a moment, realized we had loaded the wrong outline, stopped the mill, and tried again with the right path. This resulted in a stepped profile on one side, but otherwise the coupon came out well:
 The mods *.png loading module reported the width measurement as 12.80 mm, and I used Gimp to measure the line weight at 50px. The *.png imported at 2500 DPI so the line width is 0.51 mm; thus, we would expect the finished milled part to measure at 12.80 - (2 * line width), or 11.78 mm. The coupon measured in at 11.84 mm which agrees with this calculation:
The mods *.png loading module reported the width measurement as 12.80 mm, and I used Gimp to measure the line weight at 50px. The *.png imported at 2500 DPI so the line width is 0.51 mm; thus, we would expect the finished milled part to measure at 12.80 - (2 * line width), or 11.78 mm. The coupon measured in at 11.84 mm which agrees with this calculation:
 We did observe some of the finest traces -- which cut quite well, given their size (0.001" - 0.005") -- looked a bit wobbly. We used the CBA's Vision Engineering Lynx Evo to take a closer look:
We did observe some of the finest traces -- which cut quite well, given their size (0.001" - 0.005") -- looked a bit wobbly. We used the CBA's Vision Engineering Lynx Evo to take a closer look:
 Our guess is the FR1 wasn't secured adequately so it vibrated slightly during the milling operation. More testing is needed.
Our guess is the FR1 wasn't secured adequately so it vibrated slightly during the milling operation. More testing is needed.
 The first design was carved out of FR1 using a box cutter:
The first design was carved out of FR1 using a box cutter:
 After completing the circuit, I used a multimeter to verify that each copper island was electrically isolated:
After completing the circuit, I used a multimeter to verify that each copper island was electrically isolated:
 Since I used a single-sided bit of FR1, I was also able to hold the board up to a bright light to check for shorts:
Since I used a single-sided bit of FR1, I was also able to hold the board up to a bright light to check for shorts:
 The board didn't initially power on or respond to avrdude. I had predictably scrambled the USB lines, which I fixed with a few bits of magnet wire:
The board didn't initially power on or respond to avrdude. I had predictably scrambled the USB lines, which I fixed with a few bits of magnet wire:
 Then I used a fancy Atmel-ICE programmer to flash the board. Yay, both LEDs lit up!
Then I used a fancy Atmel-ICE programmer to flash the board. Yay, both LEDs lit up!
 Time to make the second programmer. This one is milled using the Roland SRM-20 using Brian's design. Initial results using fairly standard settings (0.004" depth per pass, two passes, four outlines) resulted in alarmingly small traces. Then I measured the "1/64 inch" end mill:
Time to make the second programmer. This one is milled using the Roland SRM-20 using Brian's design. Initial results using fairly standard settings (0.004" depth per pass, two passes, four outlines) resulted in alarmingly small traces. Then I measured the "1/64 inch" end mill:
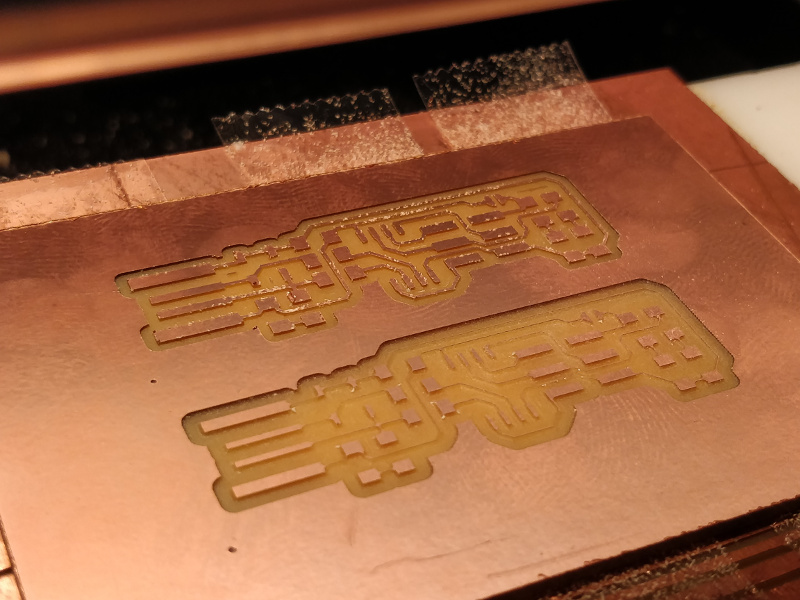
 Ugh, someone left a 1/32" end mill in a 1/64" tube! I swapped it for a [verified] correct mill and re-ran the board. Here's the result (top with 1/64", bottom with 1/32"):
Ugh, someone left a 1/32" end mill in a 1/64" tube! I swapped it for a [verified] correct mill and re-ran the board. Here's the result (top with 1/64", bottom with 1/32"):
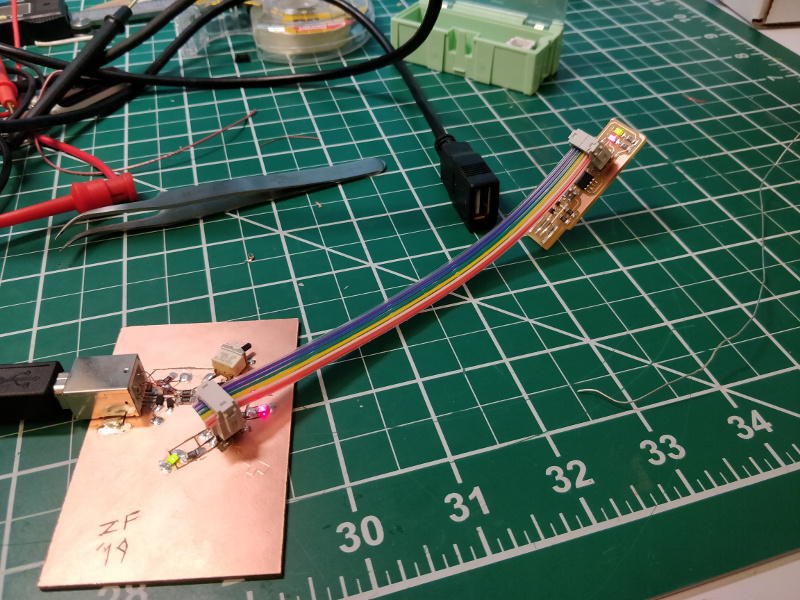
 Cutting the outline proceeded without issue using a 1/32" end mill and three 0.024" depth passes. I soldered on the parts, squeezed together an insulation displacement-style ribbon cable, and programmed the programmer using the programmer I'd just programmed (which now features a switch to toggle power):
Cutting the outline proceeded without issue using a 1/32" end mill and three 0.024" depth passes. I soldered on the parts, squeezed together an insulation displacement-style ribbon cable, and programmed the programmer using the programmer I'd just programmed (which now features a switch to toggle power):
 Time to build the third programmer! For this version, I skipped the substrate entirely and used a USB-B socket as the base. I glued the shell to the top of an assembled 2x3 IDC header, and glued the inverted ATtiny45 to the top. I was able to solder many components directly to the grounded shell; for other connections I used magnet wire to avoid strain on the delicate IC pins:
Time to build the third programmer! For this version, I skipped the substrate entirely and used a USB-B socket as the base. I glued the shell to the top of an assembled 2x3 IDC header, and glued the inverted ATtiny45 to the top. I was able to solder many components directly to the grounded shell; for other connections I used magnet wire to avoid strain on the delicate IC pins:
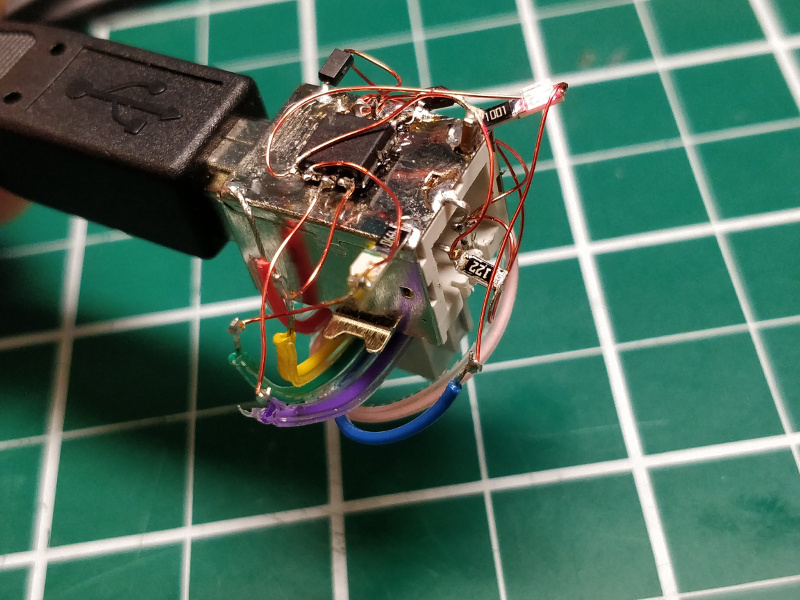 This approach clearly lacks practicality, but it does look neat perched atop the first device for programming:
This approach clearly lacks practicality, but it does look neat perched atop the first device for programming:
