This week we studied molding and casting. This method excels at rapidly prototyping precise structures in a variety of materials; better, the master molds can often be re-used for continued production. Taken a step further, as Aubrey demonstrates in his production of bee hexagons, one can even use finished products as new masters, allowing exponential growth of production capacity until defects propagate beyond an acceptable point. Our materials of choice this week were blue machinable wax, Oomoo silicone, and various plaster-based compounds for rock-like finished reproductions. Our assignment was simple: mill something, then cast it.
Thanks to Tom and John for teaching us how to use the Desktop Shopbot, and to Graham for teaching us how to cast silicone, plaster, and low-temp alloys!
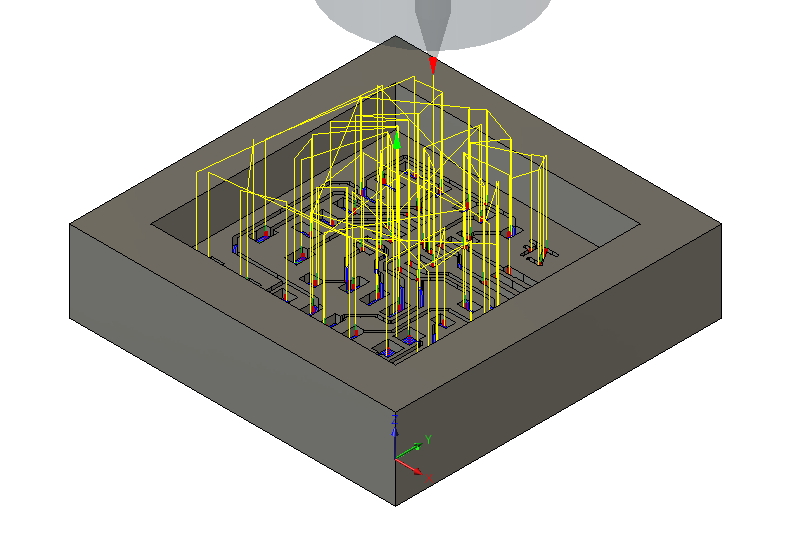
I decided to recreate the Hello World board from Week 5 using silicone and conductive epoxy. I exported the *.svg from KiCad, rasterized the file in Inkscape, then used the automatic bitmap tracing function to re-convert it back to a vector file; this avoided the tedious line reassembly work from Week 2. After bringing the file into Fusion 360 as a *.dxf, I extruded the layer and superimposed it on a wax mold model:
I used the CBA's MDX540 to do my machining. It's a slick machine; accurate in our testing to tens of microns, has a rotary axis, and a neat tool changer:
Machinable wax is so called for good reason. I ran this 1/8" end mill at 2250 mm/min and it produced beautiful chips, making short work of the rough cuts:
The final pass, illustrated earlier, used a 0.01" end mill at 400 mm/min. Unfortnately, the wax chips resolidified in the grooves after the mill passed; this persisted with two passes, and also happepened when I tried milling the same design out of acetal and HDPE:
My guess is that this could be improved with some feed/speed adjustments, but it's also an artifact of the tiny flutes on the 0.01" end mill. Ultimately, I'd like to try the same design using a piece of thermoset plastic that won't melt and re-solidify. In any case, I was able to (mostly) clean the traces out with a dentist's tool:
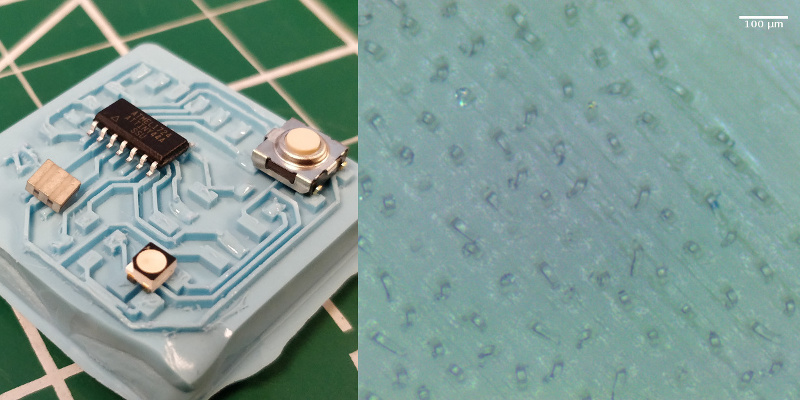
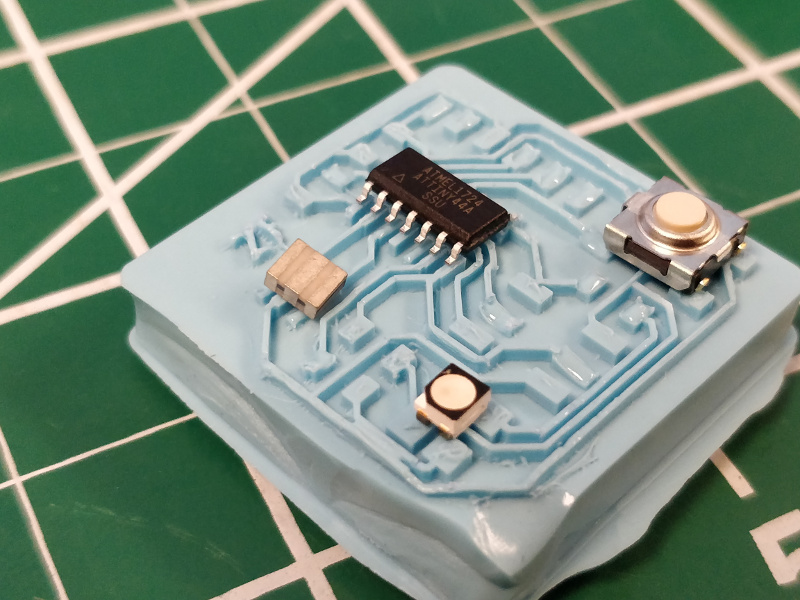
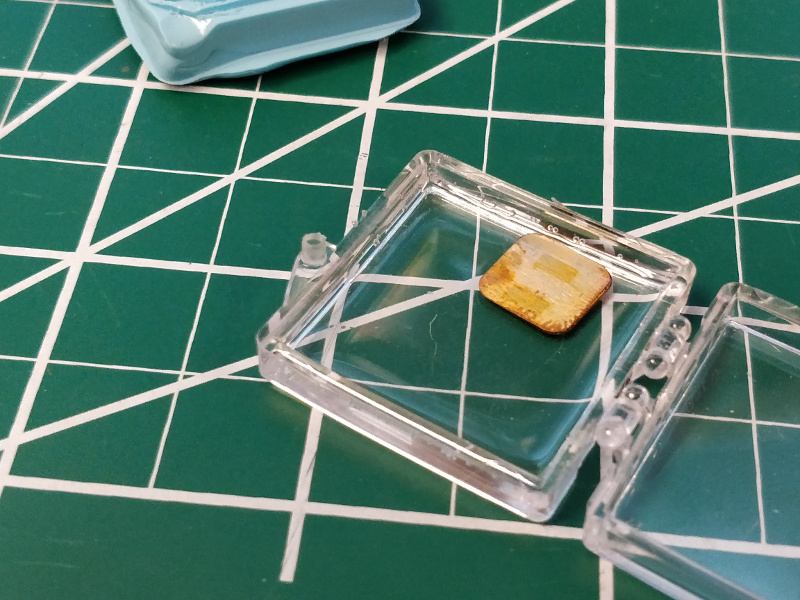
Then I cast the circuit using Oomoo; after 75 minutes the mold easily peeled up. Close inspection suggests that a good bit of machining debris remained in the grooves, meaning some of the pads didn't end up level:
At some point, I'd like to do another iteration of this with a better master material; then, I can paint on a bit of conductive epoxy and try making a real circuit.
direct-write masters for pdms casting
Some time ago I enjoyed Ben Krasnow's exploration of gecko tape. He made some progress casting tiny features in Oomoo, but lacked a suitable master to create high-aspect-ratio features. I used this as an excuse to get up to speed on Prashant's LAMPE laser micromachining process, mashed together with the other class I'm taking this semester where we create microfluidic devices using PDMS (among many other interesting things).
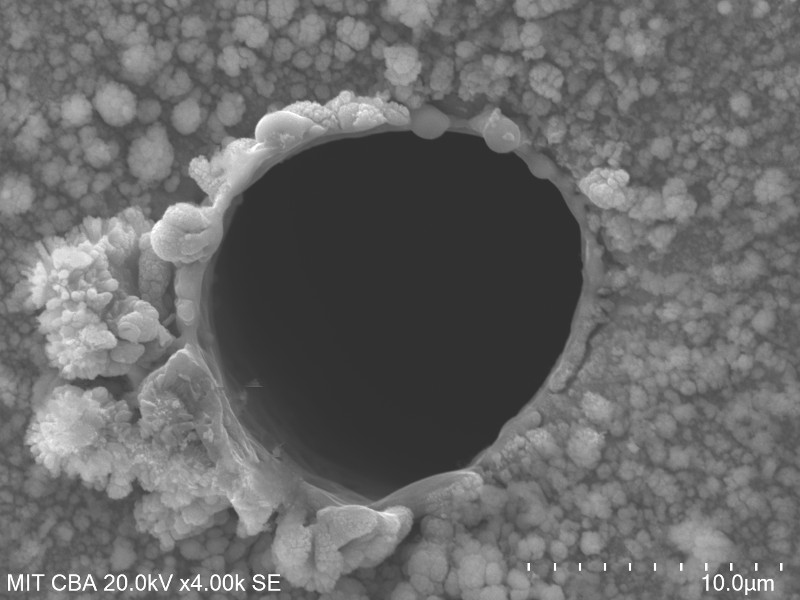
I started by testing feeds and speeds for 100 micron copper sheet using the CBA's Oxford Lasers micromachining system, attempting to replicate Prashant's LAMPE regime. This method works by decreasing the laser beam intensity such that material isn't ablated; rather, the laser beam creates a melted pool of stock that then gets expelled through the bottom of the cut via pressure from a bubble of vaporized material. I tried nearly a hundred parameters across several laser --> SEM iterations, producing several test coupons:
The test cuts were 1 mm lines at speed rates between 0.1 and 2 mm/s, and power levels between 0.1 and 5%. Eventually, I followed Prashant's starting points from his thesis data and got some good results at 3% power and 0.1 mm/s cutting speed:
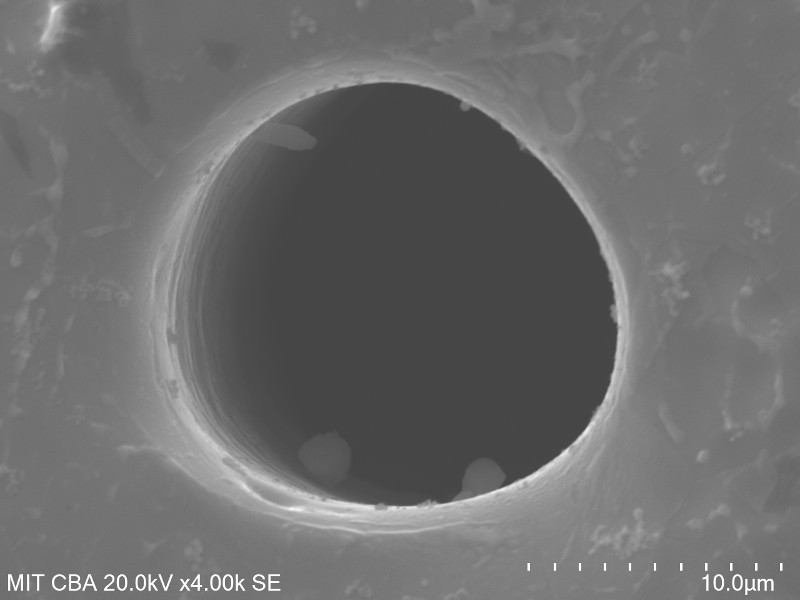
The second part of the LAMPE process is electro-deburring. It's essentially reverse electroplating; the test coupon is connected to the anode of a DC source, and the copper migrates to the cathode (another Cu plate). Per Prashant's suggestion, I used 85% phosphoric acid as an electrolyte and ran the reaction at 5 VDC for 30s, generating plenty of hydrogen bubbles in the process. The fume hood was important, as were other general safety precautions for handling acids:
After etching, rinsing (water and isopropanol), and drying, the SEM pictures showed a dramatic reduction in burrs without too much edge blunting:
Since I wanted to drill a lot of holes, I decided to use percussion drilling rather than trepanning; the holes ended up a bit oblate, but since a single laser pulse was used for each I was able to make a grid quite quickly:
After processing the 1600 holes were barely visible in the 1 cm x 1 cm coupon:
The percussion process used higher power settings than trepanning (20% for 0.1 s per hole), so the front of the sheet looked like a series of tiny craters under the SEM. After etching, some of the crater lip remained, but I figured this would squish down during lamination:
Holding the coupon up to the light and rotating it slightly showed off the holes' high aspect ratio:
I then cut a matching 1 cm x 1 cm bit of 100 micron copper along with a piece of Pyralux 1500, a heat-set adhesive that is only 12.7 um thick. I laminated the three layers together in a 200 C heat press under minimal pressure for an hour, then cast it in a small puddle of PDMS, a silicone elastomer capable of reproducing micron-scale features:
Our SEM has an environmental mode designed for wet, insulating samples; I tried to image the cast part after demolding but wasn't able to get a good signal. Putting a clear squishy sample in the SEM felt a bit odd; I'm used to only imaging conductive stuff:
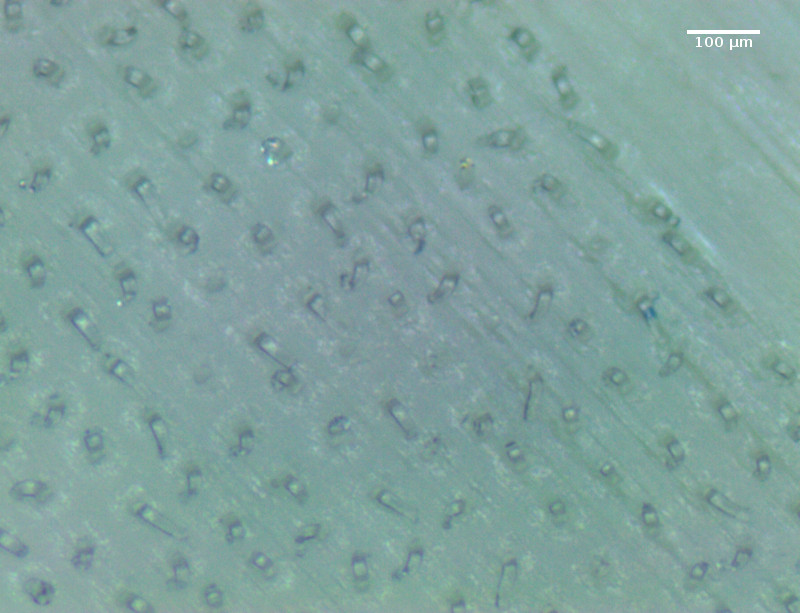
I was able to get a reasonable image using an optical microscope. Looks like a good number of the ~10:1 aspect ratio columns demolded well enough, and a bunch fell over:
The next step is to cast a higher-density column array, and maybe try to nano-pattern the column tips. For now, it's on to the next week...
 This week we studied molding and casting. This method excels at rapidly prototyping precise structures in a variety of materials; better, the master molds can often be re-used for continued production. Taken a step further, as Aubrey demonstrates in his production of bee hexagons, one can even use finished products as new masters, allowing exponential growth of production capacity until defects propagate beyond an acceptable point. Our materials of choice this week were blue machinable wax, Oomoo silicone, and various plaster-based compounds for rock-like finished reproductions. Our assignment was simple: mill something, then cast it.
Thanks to Tom and John for teaching us how to use the Desktop Shopbot, and to Graham for teaching us how to cast silicone, plaster, and low-temp alloys!
This week we studied molding and casting. This method excels at rapidly prototyping precise structures in a variety of materials; better, the master molds can often be re-used for continued production. Taken a step further, as Aubrey demonstrates in his production of bee hexagons, one can even use finished products as new masters, allowing exponential growth of production capacity until defects propagate beyond an acceptable point. Our materials of choice this week were blue machinable wax, Oomoo silicone, and various plaster-based compounds for rock-like finished reproductions. Our assignment was simple: mill something, then cast it.
Thanks to Tom and John for teaching us how to use the Desktop Shopbot, and to Graham for teaching us how to cast silicone, plaster, and low-temp alloys!
 I used the CBA's MDX540 to do my machining. It's a slick machine; accurate in our testing to tens of microns, has a rotary axis, and a neat tool changer:
Machinable wax is so called for good reason. I ran this 1/8" end mill at 2250 mm/min and it produced beautiful chips, making short work of the rough cuts:
The final pass, illustrated earlier, used a 0.01" end mill at 400 mm/min. Unfortnately, the wax chips resolidified in the grooves after the mill passed; this persisted with two passes, and also happepened when I tried milling the same design out of acetal and HDPE:
I used the CBA's MDX540 to do my machining. It's a slick machine; accurate in our testing to tens of microns, has a rotary axis, and a neat tool changer:
Machinable wax is so called for good reason. I ran this 1/8" end mill at 2250 mm/min and it produced beautiful chips, making short work of the rough cuts:
The final pass, illustrated earlier, used a 0.01" end mill at 400 mm/min. Unfortnately, the wax chips resolidified in the grooves after the mill passed; this persisted with two passes, and also happepened when I tried milling the same design out of acetal and HDPE:
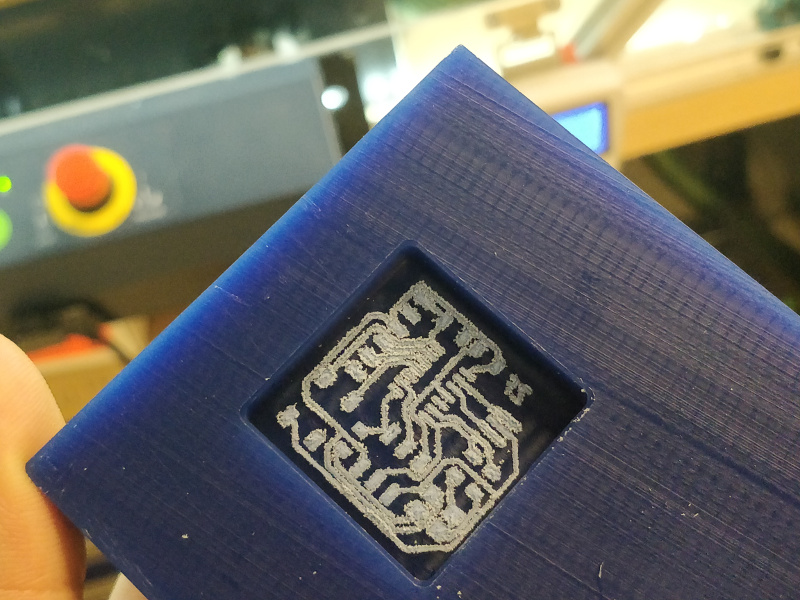 My guess is that this could be improved with some feed/speed adjustments, but it's also an artifact of the tiny flutes on the 0.01" end mill. Ultimately, I'd like to try the same design using a piece of thermoset plastic that won't melt and re-solidify. In any case, I was able to (mostly) clean the traces out with a dentist's tool:
My guess is that this could be improved with some feed/speed adjustments, but it's also an artifact of the tiny flutes on the 0.01" end mill. Ultimately, I'd like to try the same design using a piece of thermoset plastic that won't melt and re-solidify. In any case, I was able to (mostly) clean the traces out with a dentist's tool:
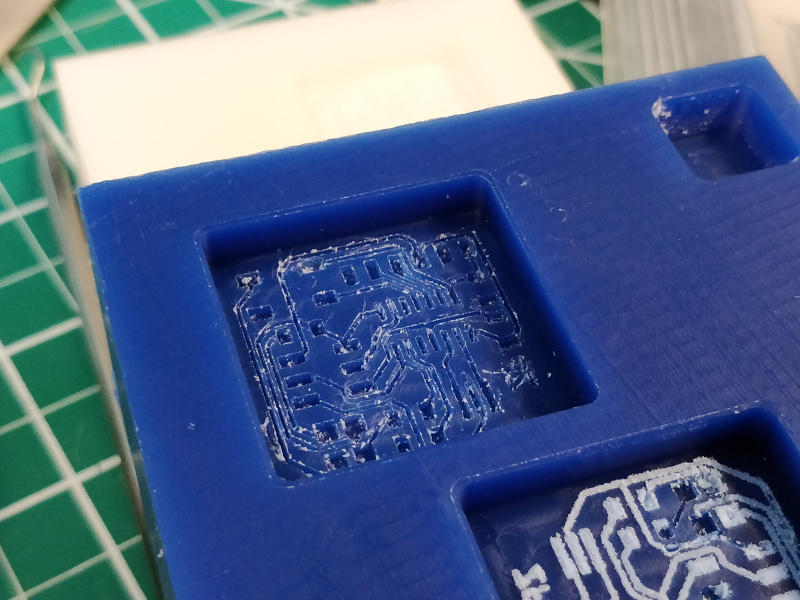 Then I cast the circuit using Oomoo; after 75 minutes the mold easily peeled up. Close inspection suggests that a good bit of machining debris remained in the grooves, meaning some of the pads didn't end up level:
Then I cast the circuit using Oomoo; after 75 minutes the mold easily peeled up. Close inspection suggests that a good bit of machining debris remained in the grooves, meaning some of the pads didn't end up level:
 At some point, I'd like to do another iteration of this with a better master material; then, I can paint on a bit of conductive epoxy and try making a real circuit.
At some point, I'd like to do another iteration of this with a better master material; then, I can paint on a bit of conductive epoxy and try making a real circuit.
 The test cuts were 1 mm lines at speed rates between 0.1 and 2 mm/s, and power levels between 0.1 and 5%. Eventually, I followed Prashant's starting points from his thesis data and got some good results at 3% power and 0.1 mm/s cutting speed:
The test cuts were 1 mm lines at speed rates between 0.1 and 2 mm/s, and power levels between 0.1 and 5%. Eventually, I followed Prashant's starting points from his thesis data and got some good results at 3% power and 0.1 mm/s cutting speed:
 The second part of the LAMPE process is electro-deburring. It's essentially reverse electroplating; the test coupon is connected to the anode of a DC source, and the copper migrates to the cathode (another Cu plate). Per Prashant's suggestion, I used 85% phosphoric acid as an electrolyte and ran the reaction at 5 VDC for 30s, generating plenty of hydrogen bubbles in the process. The fume hood was important, as were other general safety precautions for handling acids:
After etching, rinsing (water and isopropanol), and drying, the SEM pictures showed a dramatic reduction in burrs without too much edge blunting:
The second part of the LAMPE process is electro-deburring. It's essentially reverse electroplating; the test coupon is connected to the anode of a DC source, and the copper migrates to the cathode (another Cu plate). Per Prashant's suggestion, I used 85% phosphoric acid as an electrolyte and ran the reaction at 5 VDC for 30s, generating plenty of hydrogen bubbles in the process. The fume hood was important, as were other general safety precautions for handling acids:
After etching, rinsing (water and isopropanol), and drying, the SEM pictures showed a dramatic reduction in burrs without too much edge blunting:
 Since I wanted to drill a lot of holes, I decided to use percussion drilling rather than trepanning; the holes ended up a bit oblate, but since a single laser pulse was used for each I was able to make a grid quite quickly:
After processing the 1600 holes were barely visible in the 1 cm x 1 cm coupon:
Since I wanted to drill a lot of holes, I decided to use percussion drilling rather than trepanning; the holes ended up a bit oblate, but since a single laser pulse was used for each I was able to make a grid quite quickly:
After processing the 1600 holes were barely visible in the 1 cm x 1 cm coupon:
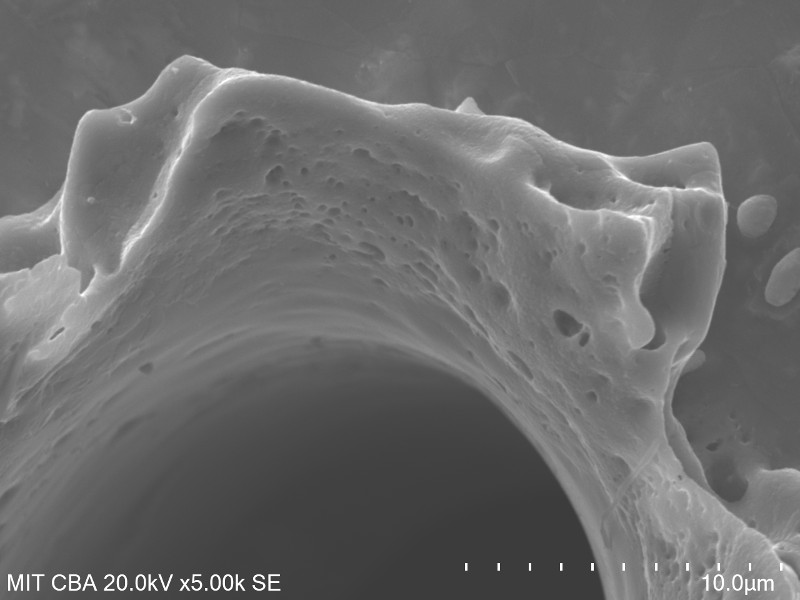
 The percussion process used higher power settings than trepanning (20% for 0.1 s per hole), so the front of the sheet looked like a series of tiny craters under the SEM. After etching, some of the crater lip remained, but I figured this would squish down during lamination:
The percussion process used higher power settings than trepanning (20% for 0.1 s per hole), so the front of the sheet looked like a series of tiny craters under the SEM. After etching, some of the crater lip remained, but I figured this would squish down during lamination:
 Holding the coupon up to the light and rotating it slightly showed off the holes' high aspect ratio:
I then cut a matching 1 cm x 1 cm bit of 100 micron copper along with a piece of Pyralux 1500, a heat-set adhesive that is only 12.7 um thick. I laminated the three layers together in a 200 C heat press under minimal pressure for an hour, then cast it in a small puddle of PDMS, a silicone elastomer capable of reproducing micron-scale features:
Holding the coupon up to the light and rotating it slightly showed off the holes' high aspect ratio:
I then cut a matching 1 cm x 1 cm bit of 100 micron copper along with a piece of Pyralux 1500, a heat-set adhesive that is only 12.7 um thick. I laminated the three layers together in a 200 C heat press under minimal pressure for an hour, then cast it in a small puddle of PDMS, a silicone elastomer capable of reproducing micron-scale features:
 Our SEM has an environmental mode designed for wet, insulating samples; I tried to image the cast part after demolding but wasn't able to get a good signal. Putting a clear squishy sample in the SEM felt a bit odd; I'm used to only imaging conductive stuff:
Our SEM has an environmental mode designed for wet, insulating samples; I tried to image the cast part after demolding but wasn't able to get a good signal. Putting a clear squishy sample in the SEM felt a bit odd; I'm used to only imaging conductive stuff:
 I was able to get a reasonable image using an optical microscope. Looks like a good number of the ~10:1 aspect ratio columns demolded well enough, and a bunch fell over:
I was able to get a reasonable image using an optical microscope. Looks like a good number of the ~10:1 aspect ratio columns demolded well enough, and a bunch fell over:
 The next step is to cast a higher-density column array, and maybe try to nano-pattern the column tips. For now, it's on to the next week...
The next step is to cast a higher-density column array, and maybe try to nano-pattern the column tips. For now, it's on to the next week...