This week tied together the previous weeks. We studied CNC machines: manufacturing systems that use a computer to move a tool along a set path to make something. The first CNC machine was built down the street from our lab in the MIT Servomechanisms Lab, so it seemed appropriate that we pay close attention to this technology. Neil took us on a whirlwind tour of how these machines operate once the designer has a solid model and toolpath, touching on structural design, construction materials, control strategies, safety, workholding, precision, and more.
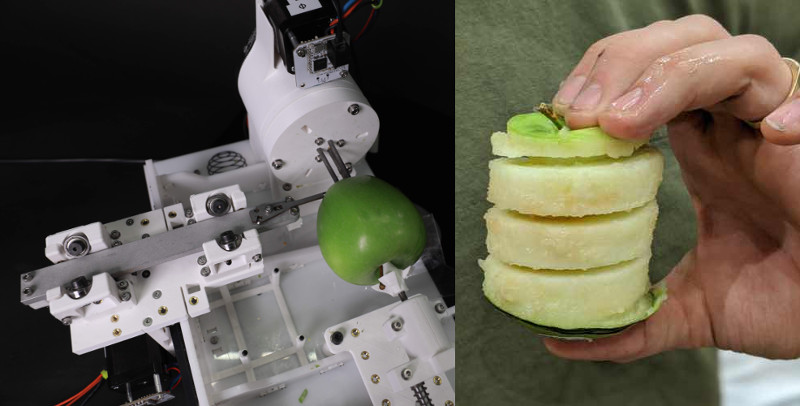
The Machine Week project is relatively new to HTM(A)A, but it's already the stuff of legend for recent graduates of the course. Our assignment is to split into our recitation groups and build a CNC machine, including mechanical design, construction, actuation, control, toolpathing, and interface workflow. We built the Apfelstruder: a CNC lathe designed for apples. Rather than rehashing the entire build here, I encourage the reader to visit our project site to learn more. Here, I will dive in to a part I had quite a bit of involvement with: end effector design and manufacture.
I would like to first acknowledge the patience of my lab-mates in E15-023; our group took over a good bit of the space this week, hogging shared resources and loudly discussing the intricacies of apple machining. Ben, Jake, Sara, Chris, Filippos, Alex: thank you for your support and understanding in the face of sleep-deprived fruit engineers.
Second, thank you to the group. This was, without question, the funnest one-week project I have ever been involved in, and we all contributed hugely to the effort. Patricia, Jiri, Joao, Aarti, Aubrey, Faruk, Emma, Eyal, Alfonso, D., Chucho, Daniel, Fangzheng, Graham, Sabrina, Brian, Cynthia, Camron, Po-hao, Jack: thank you for being the best team ever.
And finally, thank you to Jake for pulling together the Squidworks project and making it available for all of us to use. Over the last month I observed a sliver of the work that went in to this, building up moduleboards and prototyping mechanical bits. Much appreciated, friend.
end effector design
The Apfelstruder project was all about parallelization of effort. We had to attack many problems at the same time, so figuring out how to make our solutions mash together correctly on the first try was important. Alfonso led the heroic machine design effort, so the two of us first met to figure out how the end effector should interface with the Y-axis slider. We settled on a kinematic mounting scheme, similar to that used for precision mirror mounts but without the adjustablility.
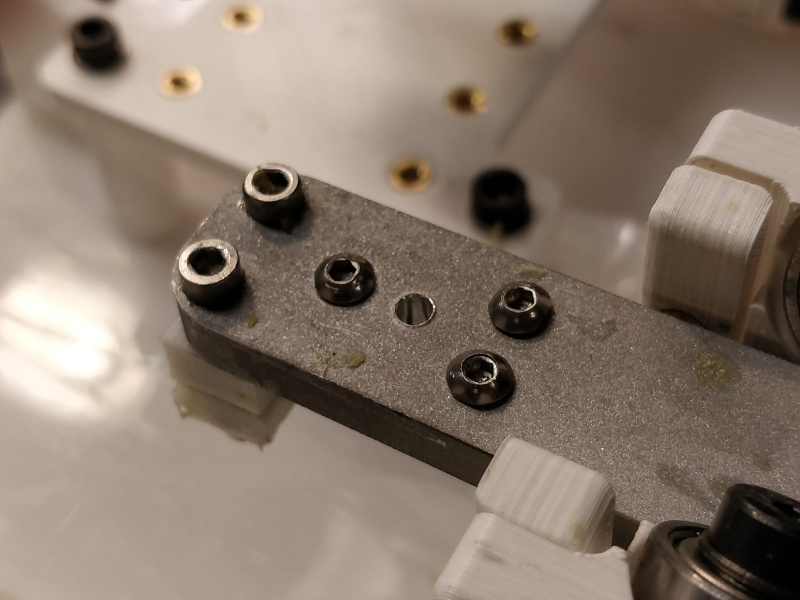
In the CAD drawing above, the sketch on the left is the Y-axis slider. The three lowest bullseye-like concentric circles represent three M3 buttonhead machine screws; these line up with the three rectangular slots on the end effector model on the right. Since the buttonhead screws are spherical, this design perfectly constrains the end effector's six degrees of freedom, using six point contacts. A central M3 clearance hole secures the tool with a single bolt, allowing the user to quickly change tools. Here is the Y-axis slider with the aforementioned buttonhead screws installed, designed and water-jet cut from 6mm aluminum by Alfonso (pardon the apple debris):
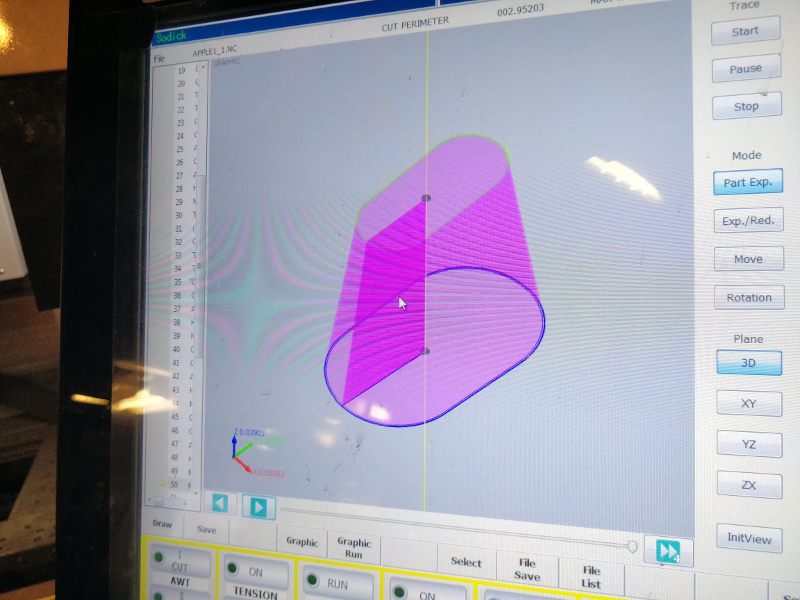
I'm still getting to know the CBA's Sodick SL 400G wire EDM system. The machine is quite special; it creates micron-accurate parts from hardened steel with a tiny kerf, and can even cut tapered profiles by independently controlling the top and bottom wire feed carriages. I've made a few 2D parts on the machine at this point (see Week 10 for an example), but my apple carving tool design was begging for a taper so I decided to dive into more advanced toolpathing on the EDM. Eventually, I created a good program for the cutting head:
After drilling pilot holes in a 2.4 mm chunk of 17-4, I loaded up some 0.006" brass wire, mounted the stock, and cut my first taper on the EDM:
Unfortunately, I hadn't used the correct thickness measurement when creating the toolpath, and ran into issues zeroing the machine at 2.4 mm; the Z-axis didn't want to go down that far, so the taper didn't create accurate dimensions. Normally this isn't a problem since I'm used to cutting purely 2D shapes, but in this case it it meant the subsequent end effector outline cut sliced off the blade:
At this point it was getting late. Or early, depending on your perspective. I ditched the taper, figuring I could hand-sharpen the tool with a round file, re-drilled pilot holes, and cut the end effector in 2D mode:
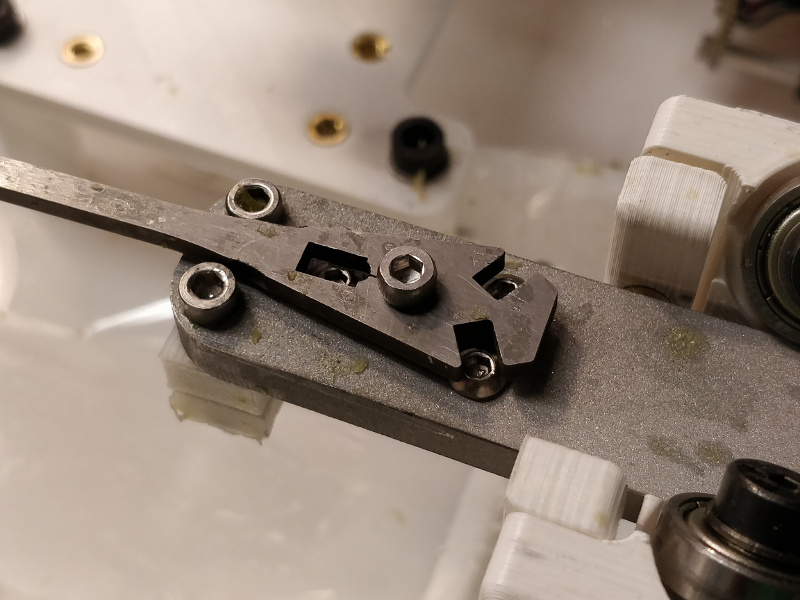
The center M3 mounting hole didn't toolpath correctly, so I drilled it by hand on the drill press; no big deal, since it just provides clamping force rather than location. Here is the successful end effector mounted on the Apfelstruder after a bit of sharpening (again, pardon the apple debris):
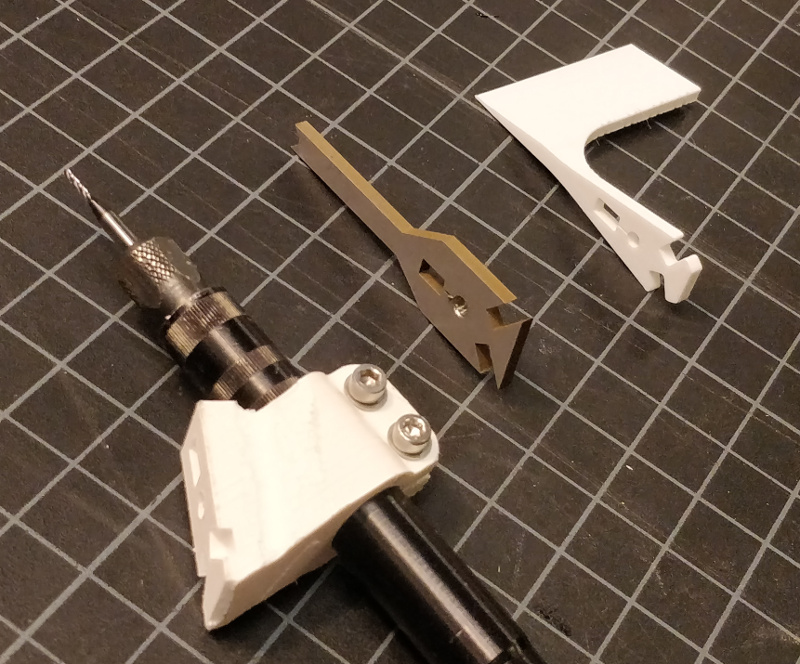
This design worked for the most part, but occasionally (like during our class demo) got jammed up by rogue apple peels. I think this could be fixed through a bit more thorough sharpening, or increasing the length of the relief slot. Either way, the next step is to test the other tooling we made (left-to-right, my live tooling adaptor for a Dremel flex shaft adapter; Patricia's inverted U-shaped 17-4 tool; Jack's 3D printed slicer):
Changing them is simple enough, thanks to the handy themed M3 wrench I EDM'd:
#makegooduseoftime
 This week tied together the previous weeks. We studied CNC machines: manufacturing systems that use a computer to move a tool along a set path to make something. The first CNC machine was built down the street from our lab in the MIT Servomechanisms Lab, so it seemed appropriate that we pay close attention to this technology. Neil took us on a whirlwind tour of how these machines operate once the designer has a solid model and toolpath, touching on structural design, construction materials, control strategies, safety, workholding, precision, and more.
The Machine Week project is relatively new to HTM(A)A, but it's already the stuff of legend for recent graduates of the course. Our assignment is to split into our recitation groups and build a CNC machine, including mechanical design, construction, actuation, control, toolpathing, and interface workflow. We built the Apfelstruder: a CNC lathe designed for apples. Rather than rehashing the entire build here, I encourage the reader to visit our project site to learn more. Here, I will dive in to a part I had quite a bit of involvement with: end effector design and manufacture.
I would like to first acknowledge the patience of my lab-mates in E15-023; our group took over a good bit of the space this week, hogging shared resources and loudly discussing the intricacies of apple machining. Ben, Jake, Sara, Chris, Filippos, Alex: thank you for your support and understanding in the face of sleep-deprived fruit engineers.
Second, thank you to the group. This was, without question, the funnest one-week project I have ever been involved in, and we all contributed hugely to the effort. Patricia, Jiri, Joao, Aarti, Aubrey, Faruk, Emma, Eyal, Alfonso, D., Chucho, Daniel, Fangzheng, Graham, Sabrina, Brian, Cynthia, Camron, Po-hao, Jack: thank you for being the best team ever.
And finally, thank you to Jake for pulling together the Squidworks project and making it available for all of us to use. Over the last month I observed a sliver of the work that went in to this, building up moduleboards and prototyping mechanical bits. Much appreciated, friend.
This week tied together the previous weeks. We studied CNC machines: manufacturing systems that use a computer to move a tool along a set path to make something. The first CNC machine was built down the street from our lab in the MIT Servomechanisms Lab, so it seemed appropriate that we pay close attention to this technology. Neil took us on a whirlwind tour of how these machines operate once the designer has a solid model and toolpath, touching on structural design, construction materials, control strategies, safety, workholding, precision, and more.
The Machine Week project is relatively new to HTM(A)A, but it's already the stuff of legend for recent graduates of the course. Our assignment is to split into our recitation groups and build a CNC machine, including mechanical design, construction, actuation, control, toolpathing, and interface workflow. We built the Apfelstruder: a CNC lathe designed for apples. Rather than rehashing the entire build here, I encourage the reader to visit our project site to learn more. Here, I will dive in to a part I had quite a bit of involvement with: end effector design and manufacture.
I would like to first acknowledge the patience of my lab-mates in E15-023; our group took over a good bit of the space this week, hogging shared resources and loudly discussing the intricacies of apple machining. Ben, Jake, Sara, Chris, Filippos, Alex: thank you for your support and understanding in the face of sleep-deprived fruit engineers.
Second, thank you to the group. This was, without question, the funnest one-week project I have ever been involved in, and we all contributed hugely to the effort. Patricia, Jiri, Joao, Aarti, Aubrey, Faruk, Emma, Eyal, Alfonso, D., Chucho, Daniel, Fangzheng, Graham, Sabrina, Brian, Cynthia, Camron, Po-hao, Jack: thank you for being the best team ever.
And finally, thank you to Jake for pulling together the Squidworks project and making it available for all of us to use. Over the last month I observed a sliver of the work that went in to this, building up moduleboards and prototyping mechanical bits. Much appreciated, friend.
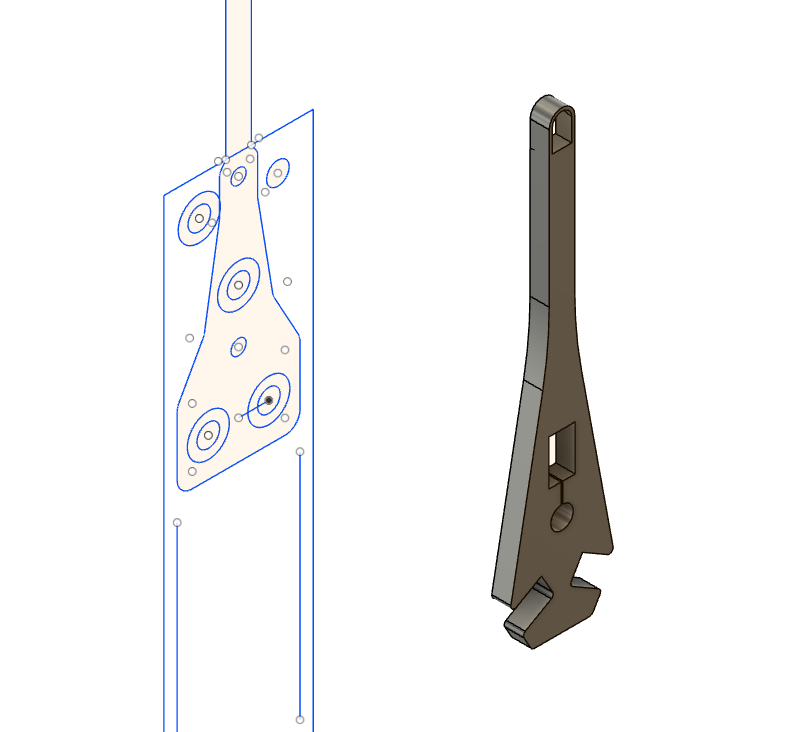 In the CAD drawing above, the sketch on the left is the Y-axis slider. The three lowest bullseye-like concentric circles represent three M3 buttonhead machine screws; these line up with the three rectangular slots on the end effector model on the right. Since the buttonhead screws are spherical, this design perfectly constrains the end effector's six degrees of freedom, using six point contacts. A central M3 clearance hole secures the tool with a single bolt, allowing the user to quickly change tools. Here is the Y-axis slider with the aforementioned buttonhead screws installed, designed and water-jet cut from 6mm aluminum by Alfonso (pardon the apple debris):
In the CAD drawing above, the sketch on the left is the Y-axis slider. The three lowest bullseye-like concentric circles represent three M3 buttonhead machine screws; these line up with the three rectangular slots on the end effector model on the right. Since the buttonhead screws are spherical, this design perfectly constrains the end effector's six degrees of freedom, using six point contacts. A central M3 clearance hole secures the tool with a single bolt, allowing the user to quickly change tools. Here is the Y-axis slider with the aforementioned buttonhead screws installed, designed and water-jet cut from 6mm aluminum by Alfonso (pardon the apple debris):
 I'm still getting to know the CBA's Sodick SL 400G wire EDM system. The machine is quite special; it creates micron-accurate parts from hardened steel with a tiny kerf, and can even cut tapered profiles by independently controlling the top and bottom wire feed carriages. I've made a few 2D parts on the machine at this point (see Week 10 for an example), but my apple carving tool design was begging for a taper so I decided to dive into more advanced toolpathing on the EDM. Eventually, I created a good program for the cutting head:
I'm still getting to know the CBA's Sodick SL 400G wire EDM system. The machine is quite special; it creates micron-accurate parts from hardened steel with a tiny kerf, and can even cut tapered profiles by independently controlling the top and bottom wire feed carriages. I've made a few 2D parts on the machine at this point (see Week 10 for an example), but my apple carving tool design was begging for a taper so I decided to dive into more advanced toolpathing on the EDM. Eventually, I created a good program for the cutting head:
 After drilling pilot holes in a 2.4 mm chunk of 17-4, I loaded up some 0.006" brass wire, mounted the stock, and cut my first taper on the EDM:
After drilling pilot holes in a 2.4 mm chunk of 17-4, I loaded up some 0.006" brass wire, mounted the stock, and cut my first taper on the EDM:
 Unfortunately, I hadn't used the correct thickness measurement when creating the toolpath, and ran into issues zeroing the machine at 2.4 mm; the Z-axis didn't want to go down that far, so the taper didn't create accurate dimensions. Normally this isn't a problem since I'm used to cutting purely 2D shapes, but in this case it it meant the subsequent end effector outline cut sliced off the blade:
Unfortunately, I hadn't used the correct thickness measurement when creating the toolpath, and ran into issues zeroing the machine at 2.4 mm; the Z-axis didn't want to go down that far, so the taper didn't create accurate dimensions. Normally this isn't a problem since I'm used to cutting purely 2D shapes, but in this case it it meant the subsequent end effector outline cut sliced off the blade:
 At this point it was getting late. Or early, depending on your perspective. I ditched the taper, figuring I could hand-sharpen the tool with a round file, re-drilled pilot holes, and cut the end effector in 2D mode:
At this point it was getting late. Or early, depending on your perspective. I ditched the taper, figuring I could hand-sharpen the tool with a round file, re-drilled pilot holes, and cut the end effector in 2D mode:
 The center M3 mounting hole didn't toolpath correctly, so I drilled it by hand on the drill press; no big deal, since it just provides clamping force rather than location. Here is the successful end effector mounted on the Apfelstruder after a bit of sharpening (again, pardon the apple debris):
The center M3 mounting hole didn't toolpath correctly, so I drilled it by hand on the drill press; no big deal, since it just provides clamping force rather than location. Here is the successful end effector mounted on the Apfelstruder after a bit of sharpening (again, pardon the apple debris):
 This design worked for the most part, but occasionally (like during our class demo) got jammed up by rogue apple peels. I think this could be fixed through a bit more thorough sharpening, or increasing the length of the relief slot. Either way, the next step is to test the other tooling we made (left-to-right, my live tooling adaptor for a Dremel flex shaft adapter; Patricia's inverted U-shaped 17-4 tool; Jack's 3D printed slicer):
This design worked for the most part, but occasionally (like during our class demo) got jammed up by rogue apple peels. I think this could be fixed through a bit more thorough sharpening, or increasing the length of the relief slot. Either way, the next step is to test the other tooling we made (left-to-right, my live tooling adaptor for a Dremel flex shaft adapter; Patricia's inverted U-shaped 17-4 tool; Jack's 3D printed slicer):
 Changing them is simple enough, thanks to the handy themed M3 wrench I EDM'd:
Changing them is simple enough, thanks to the handy themed M3 wrench I EDM'd:
 #makegooduseoftime
#makegooduseoftime