Group Assignment: Molding and Casting
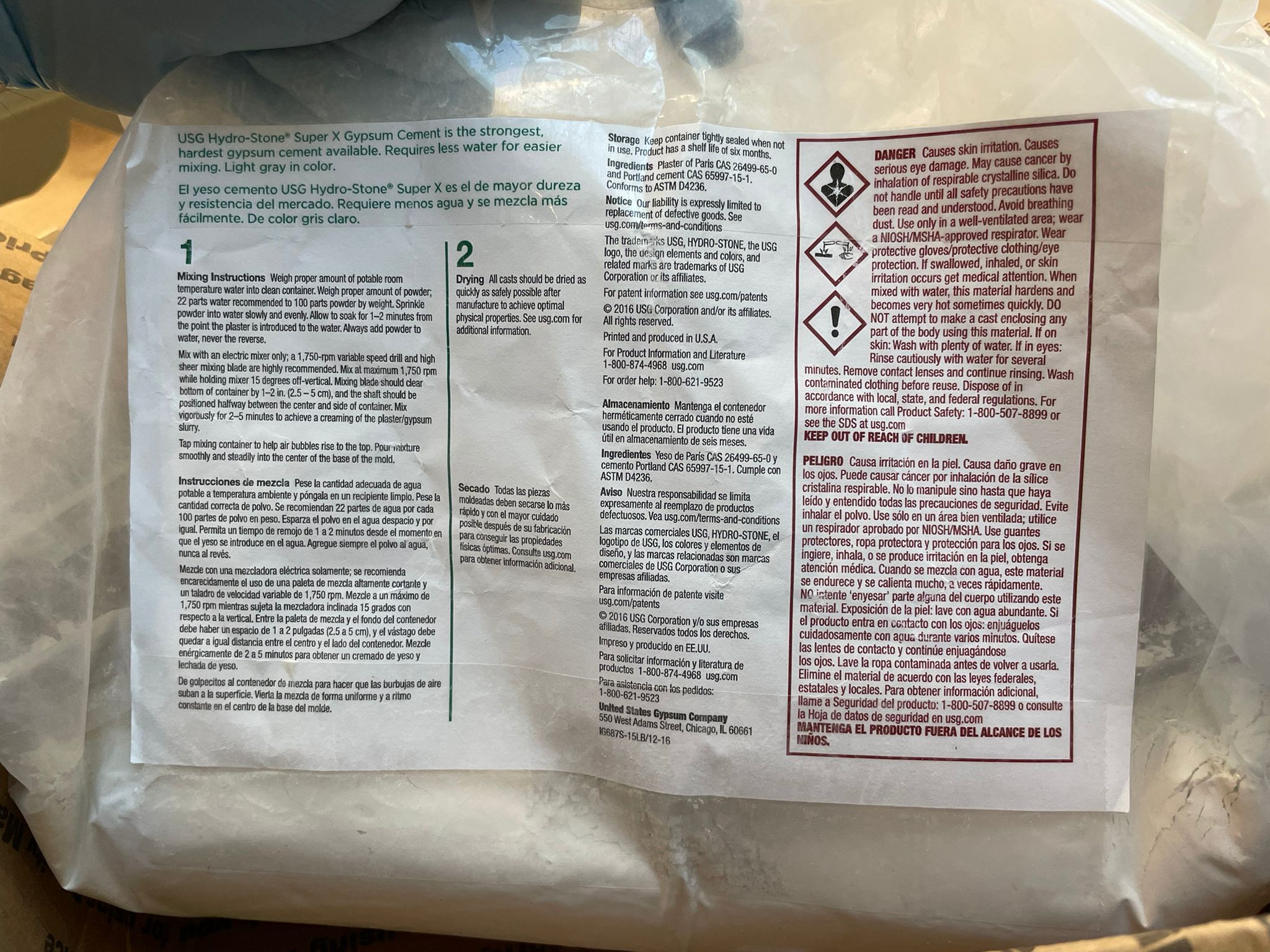
For our group assignment, we had to review the safety data sheets for each of your molding and casting materials,
then make and compare test casts with each of them.
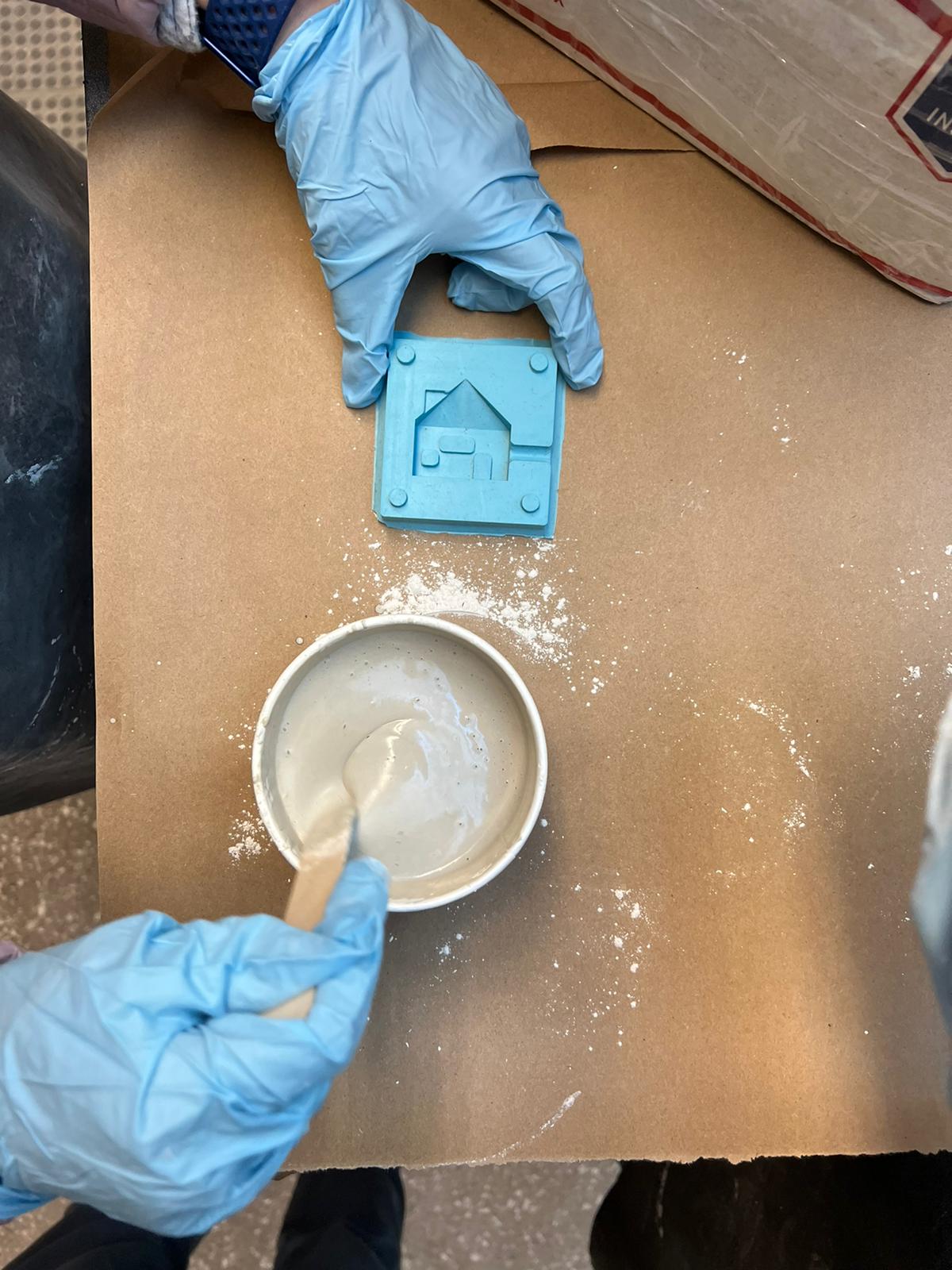
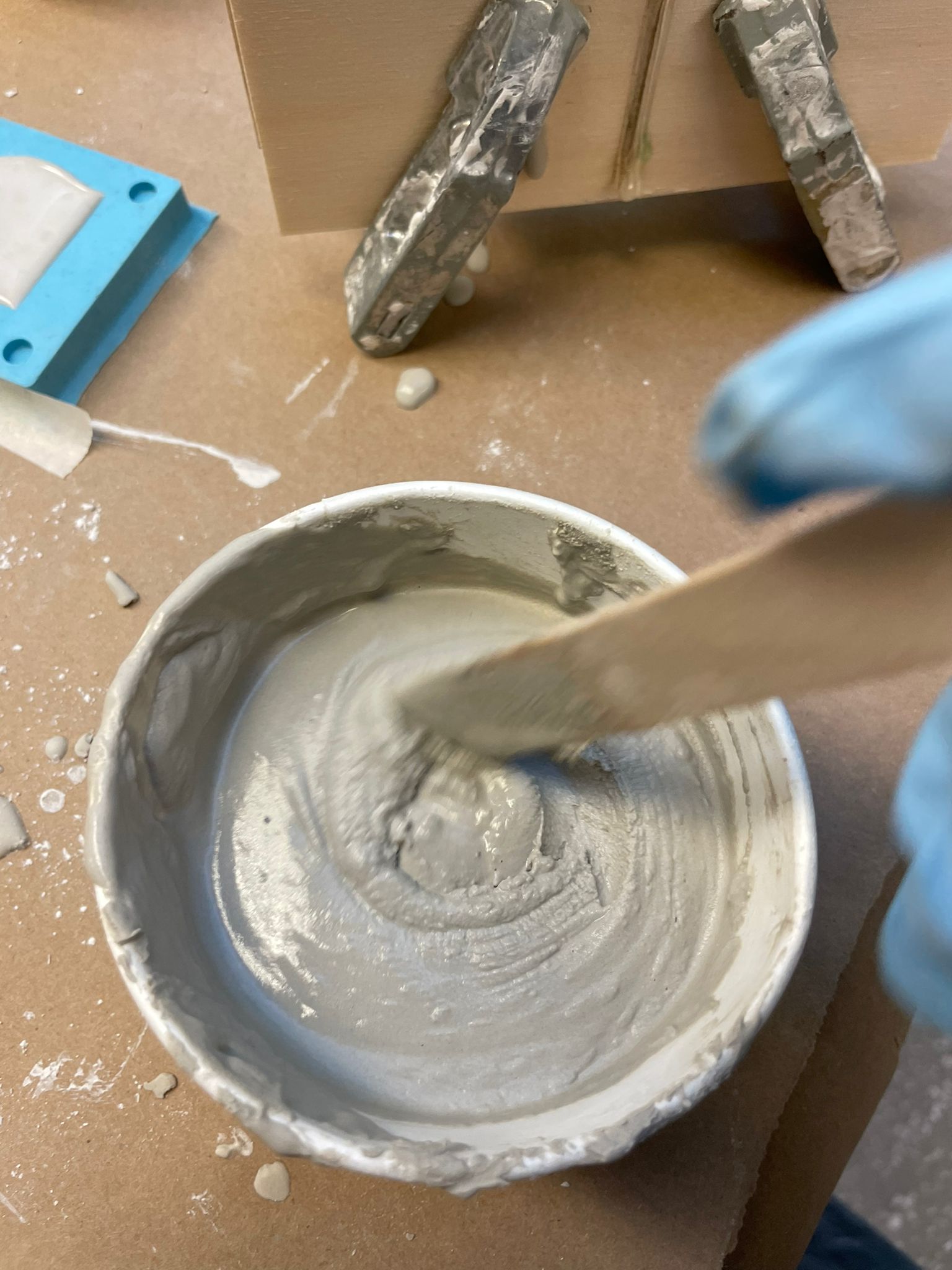
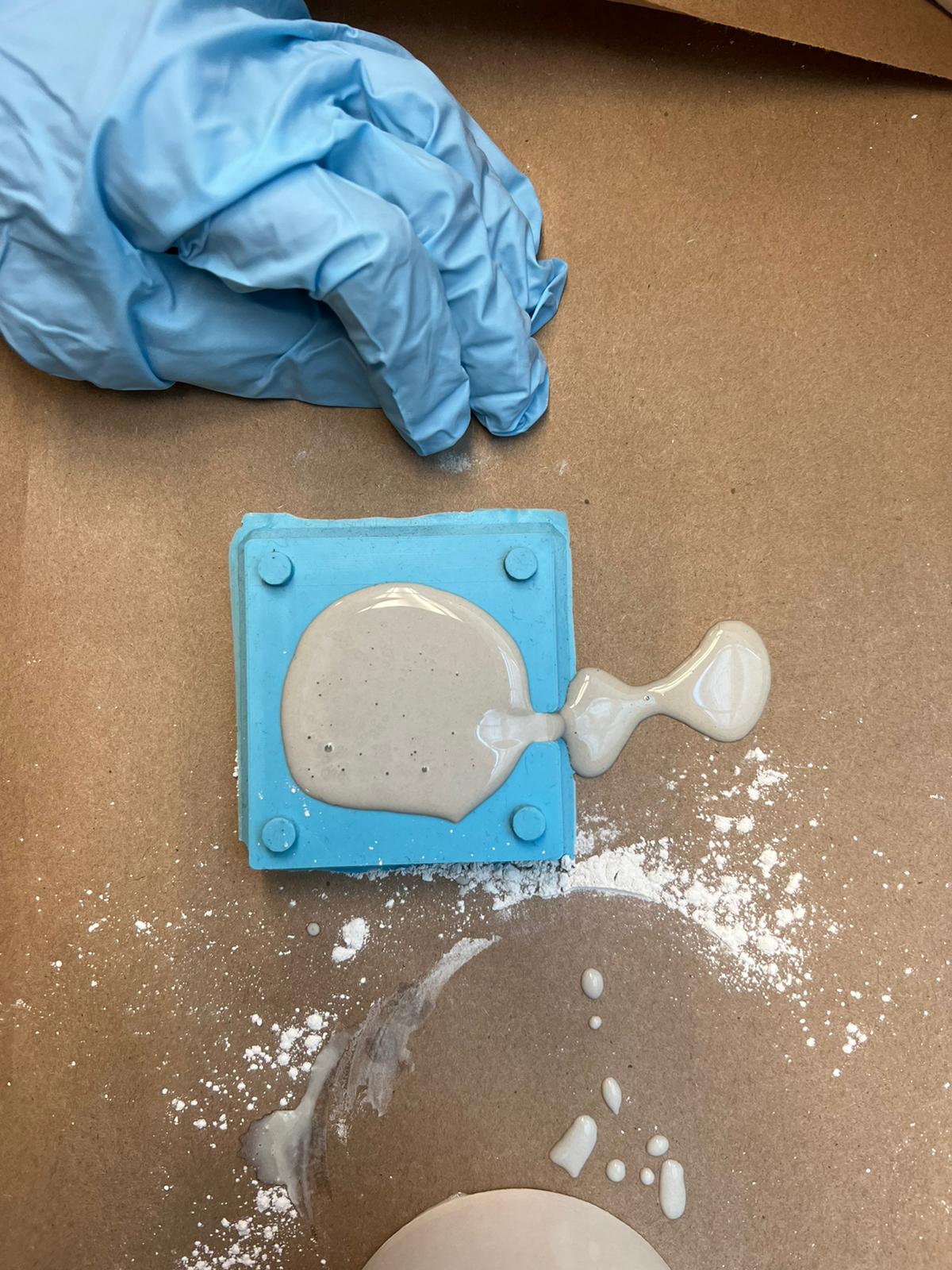
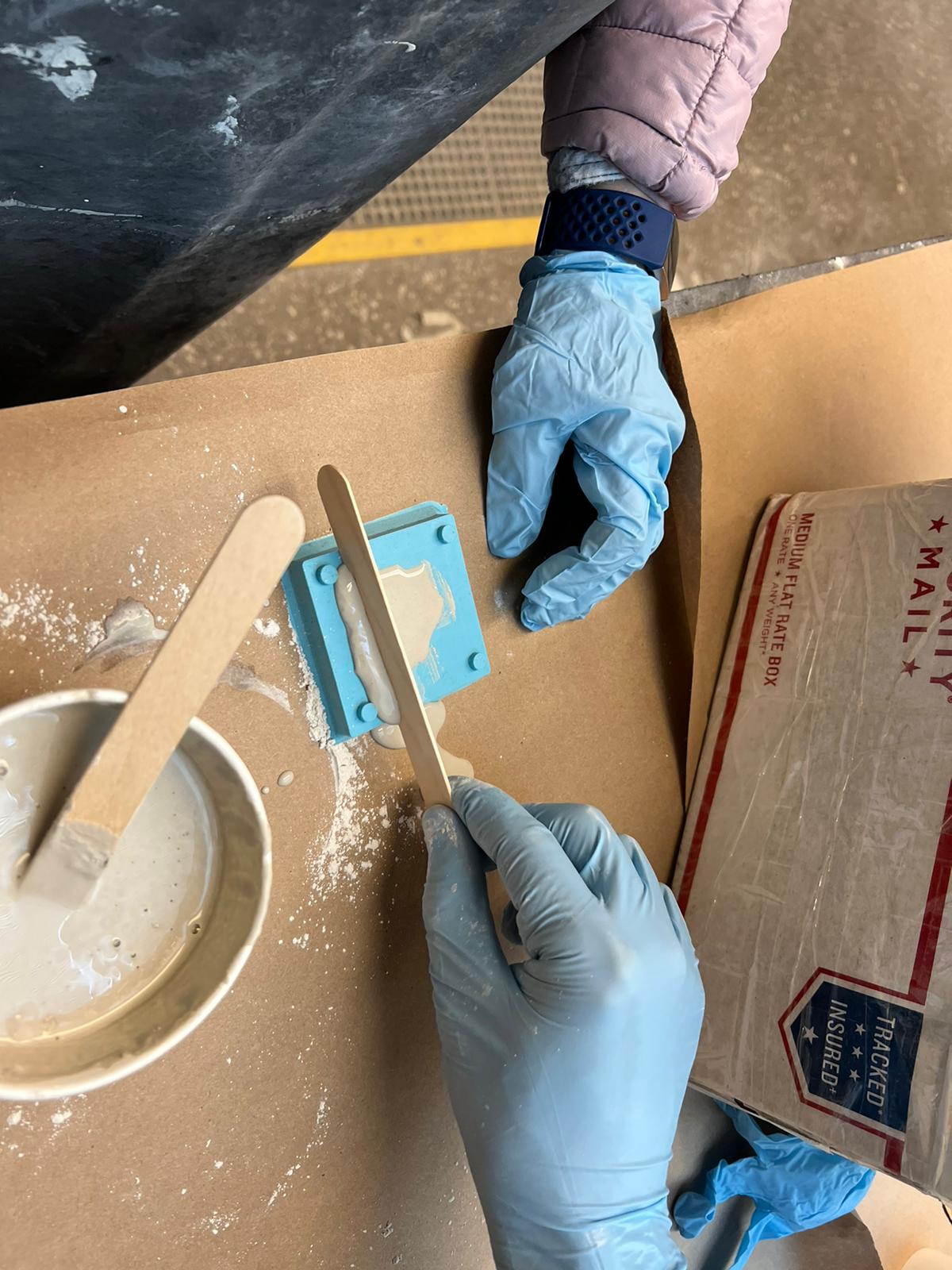
We found that it would have helped to have a second funnel hole, or a larger funnel hole, to allow us to put the right amount of HydroStone mixture into the clamped mold. Unfortunately, we learned the hard way that we were unable to notice that the mold was in fact only half full.
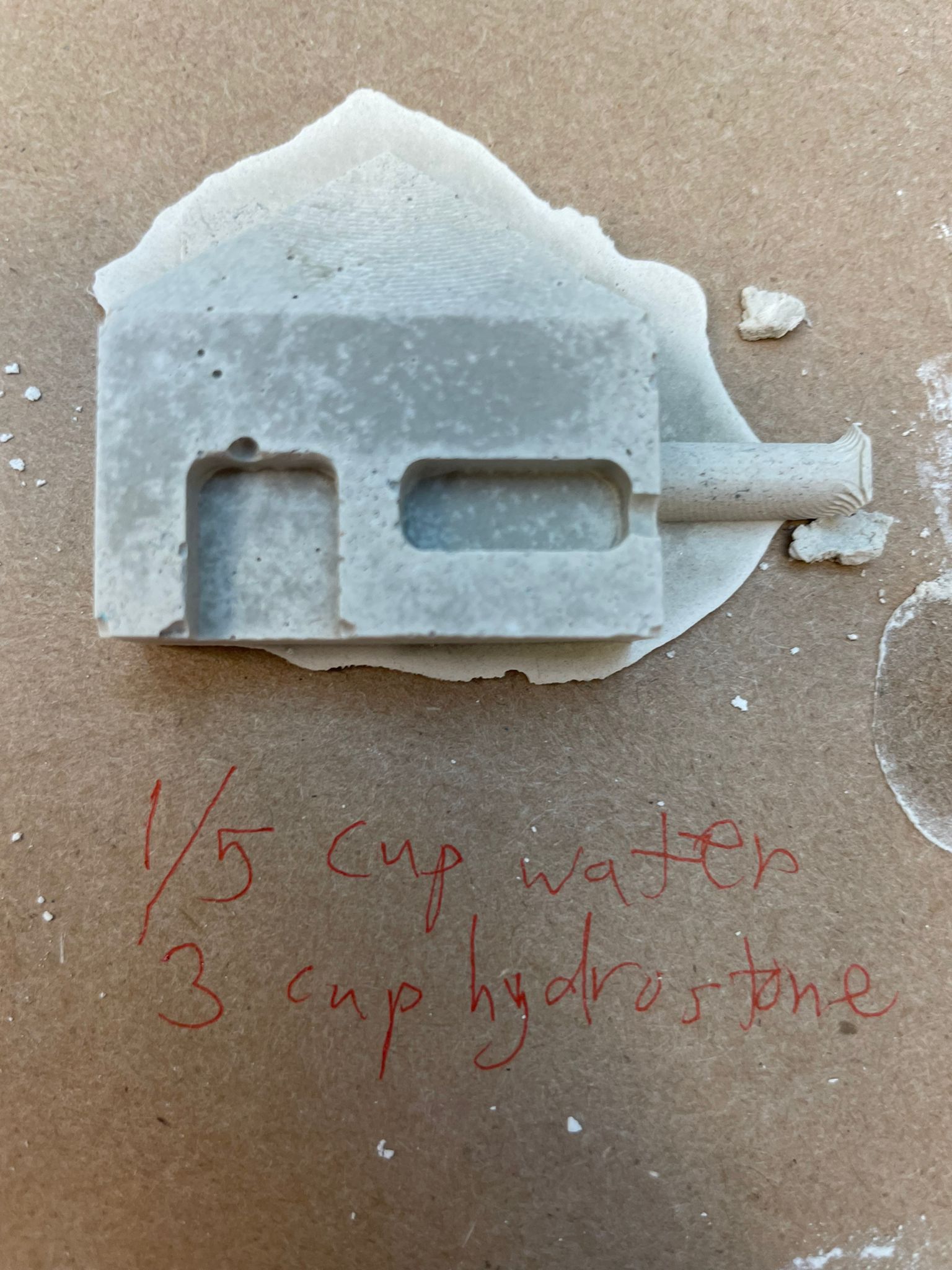
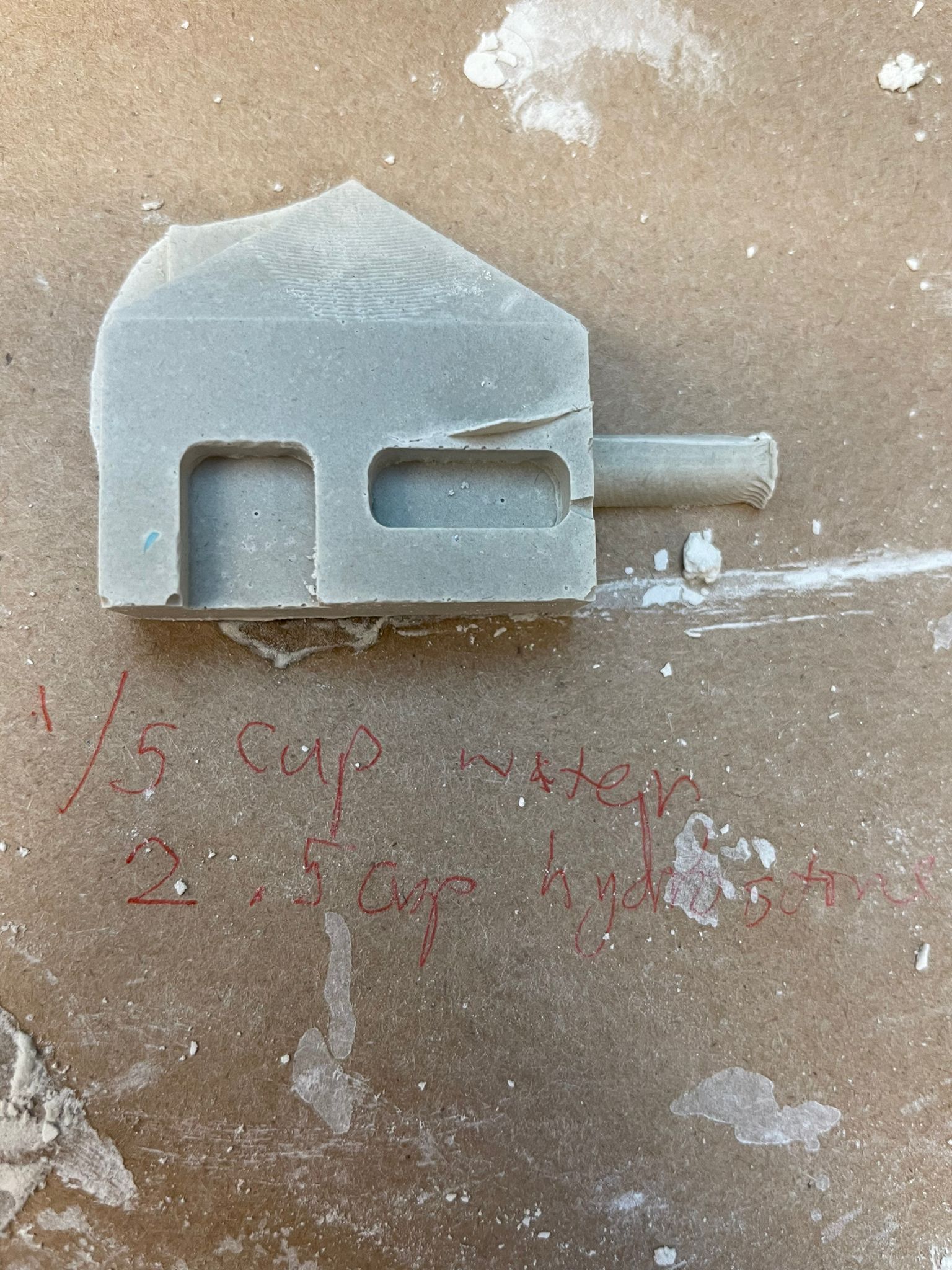
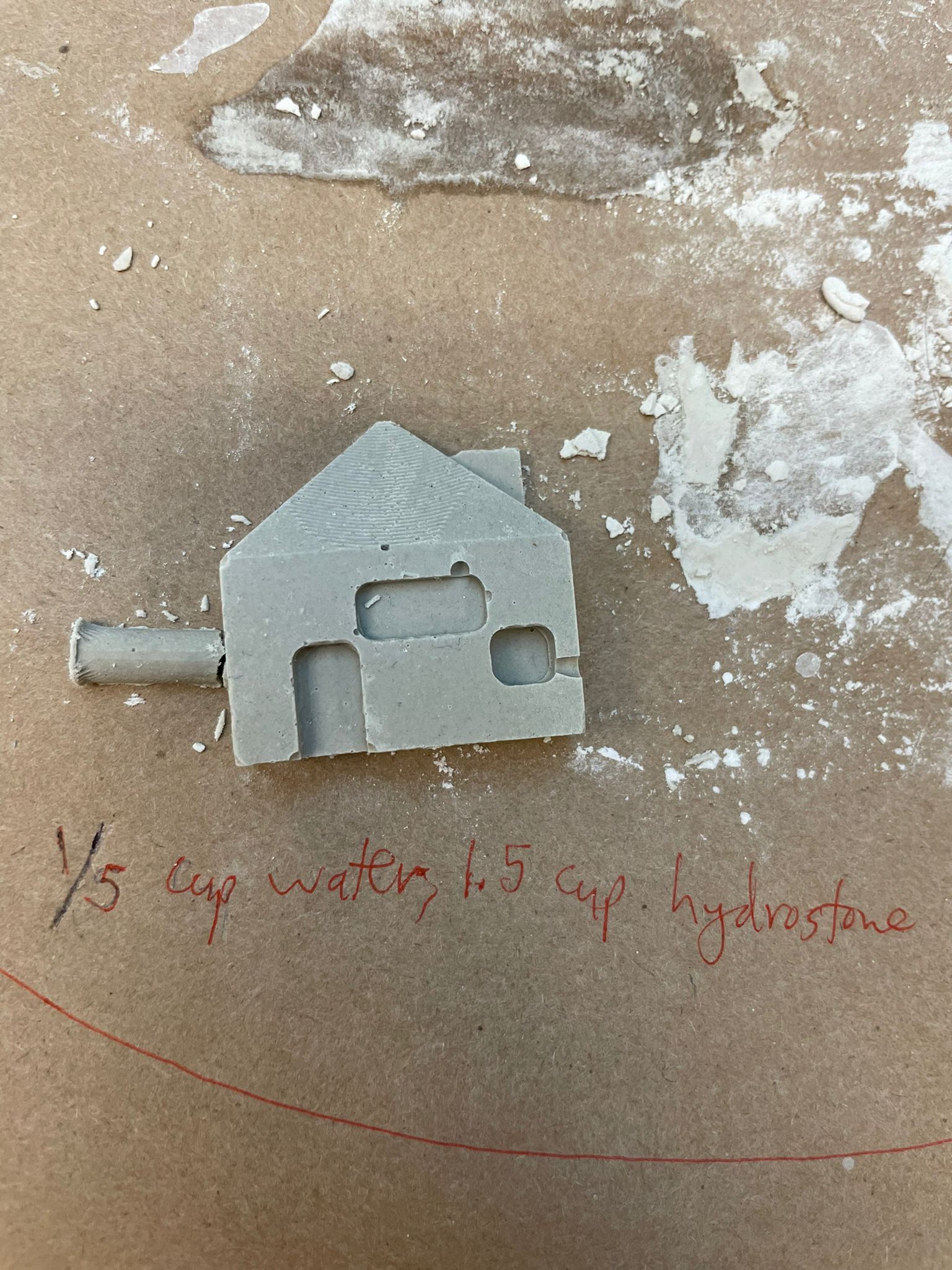
Also, after trying different ratios of HydroStone and water, we found that 1/5 cup water to 1.5 cup HydroStone was weaker than the mixtures that had more HydroStone, with the mixture of 1/5 cup water and 2.5 cup HydroStone powder being visually the best while also staying intact.
For the datasheets, we compared datasheets for Oomoo, various variations of Sorta-Clear, and polyurethanes, all which can be purchased online from Reynolds. We found that the polyurethanes had a lot more PPE required and more safety requirements than the Oomoo. We also found that different types of silicones can have different viscosities and curing times, which can affect the amount of bubbles that end up showing up in the final piece (in addition to "dropping" the wax block to try to get rid of bubbles). Note that the polyurethanes often require a full ventillated fume hood and safety shields on the sides of the safety glasses, while the Oomoo or certain silicones can be done on a bench/table with gloves, simple safety glasses, and general protective gear such as an apron.