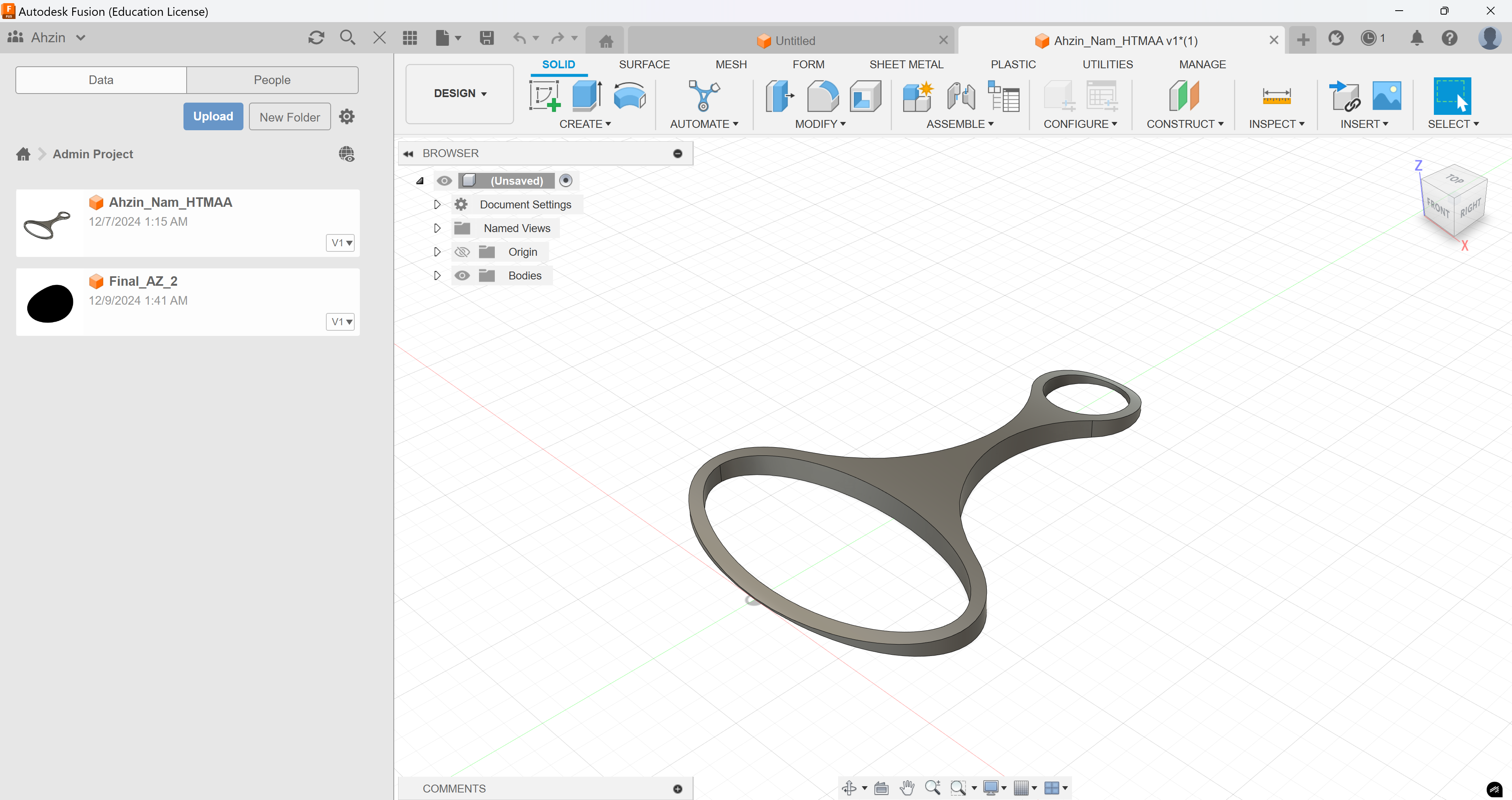
For the wildcard week, I wanted to try out 5-axis and see what the process is like. I decided to mill a piece from my final project.
My final project involves curved surfaces, and it is quite hard to laser cut a piece of metal that can fit into the volume seamlessly.
I modelled the part and sent it to Marcello in Fusion.
I wasn't able to document a lot of pictures or screenshots during file prepping, but the order was:
1. Set up offset
2. Orientation set up
3. Assign different drill bits for different processes
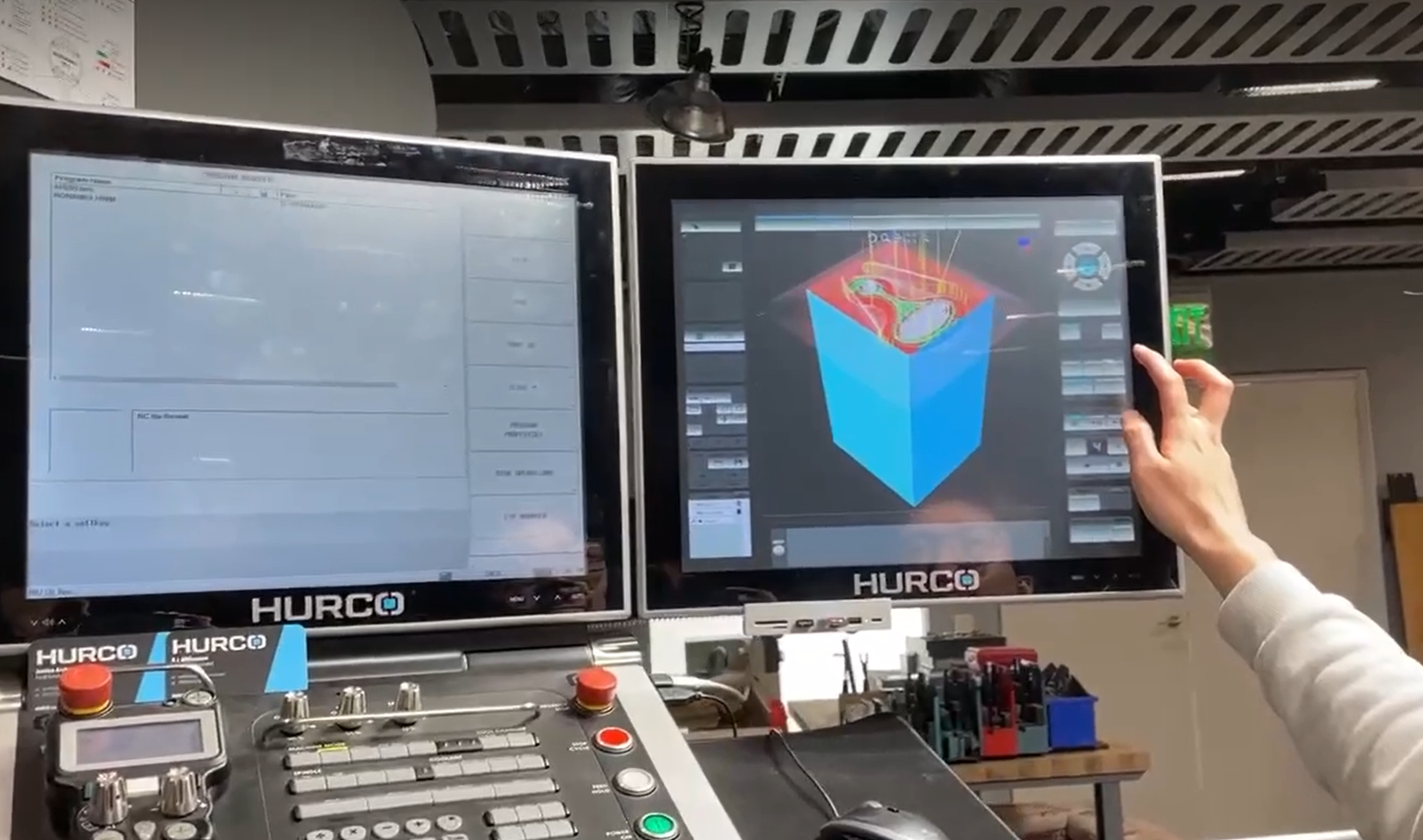
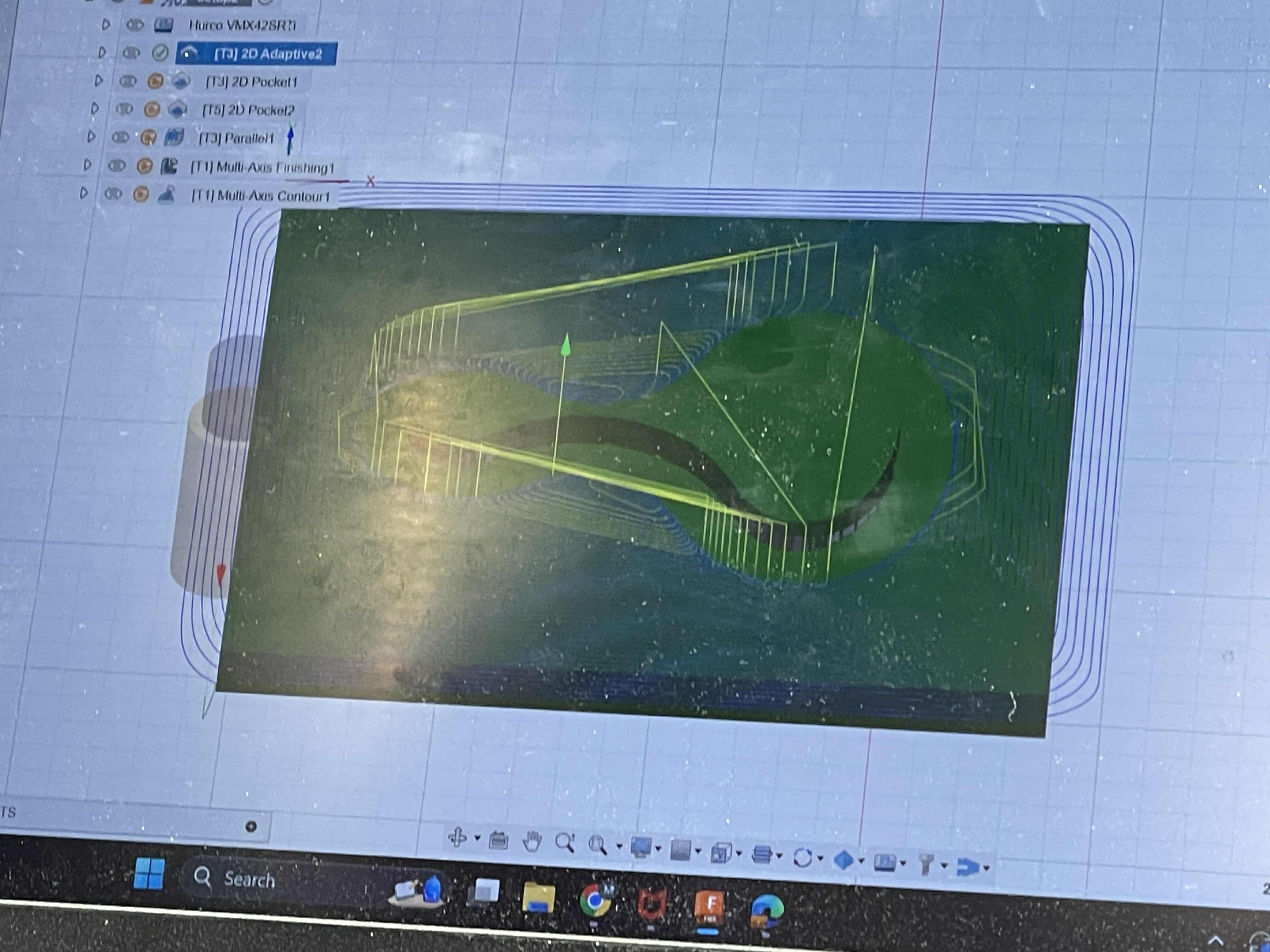
We were able to view a simulation of the milling process to see if there would be any potential collisions with the head and bottom surfaces.
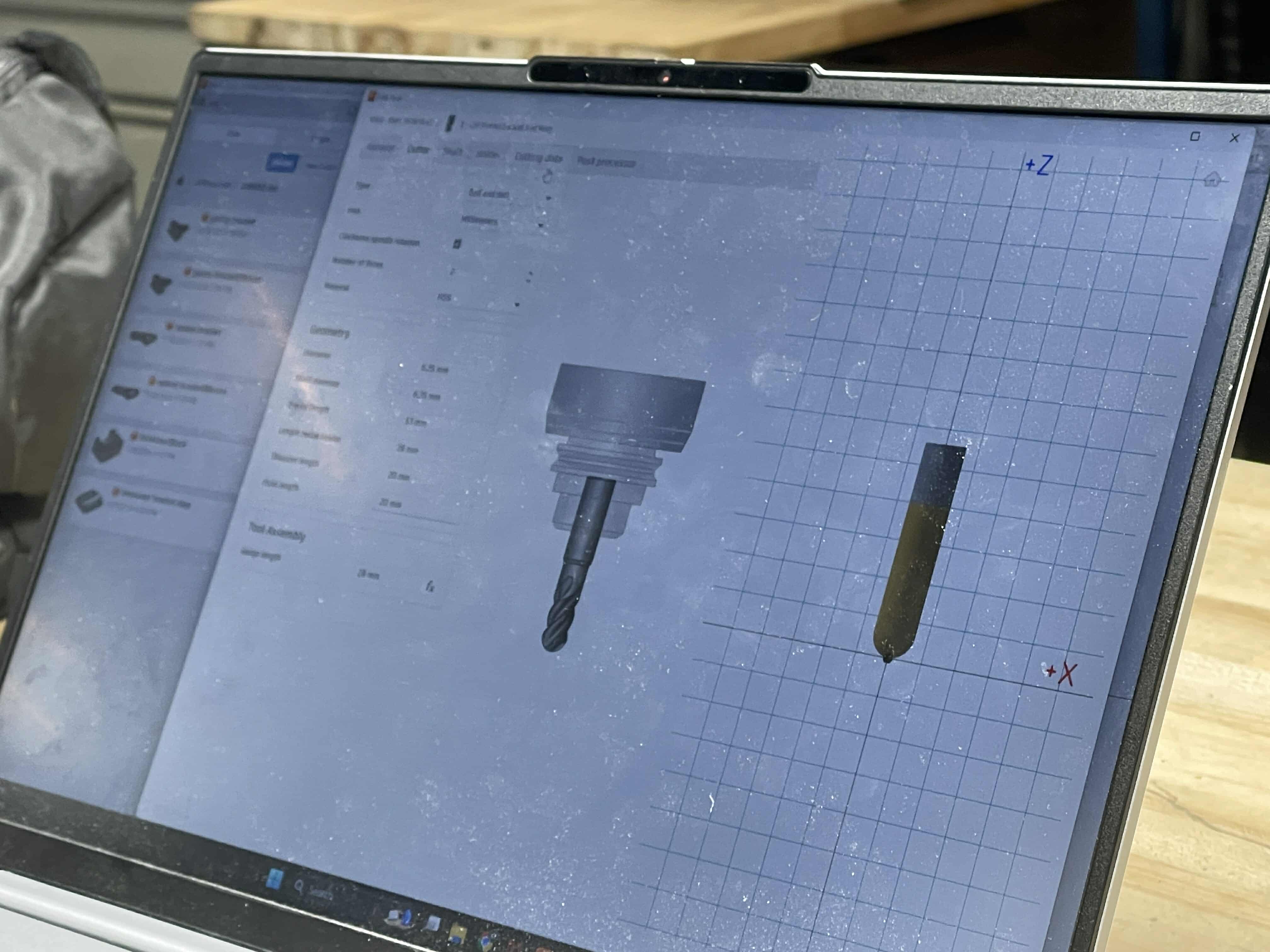
For setting up the drill bits we used:
1. T3 1/2 flat end mill for milling out rough geometry
2. T5 1/8 flat end mill for refining gemoetry
3. back to T3 for milling the top part
4. T1 3/8 ball end for finishing the top part with curvature
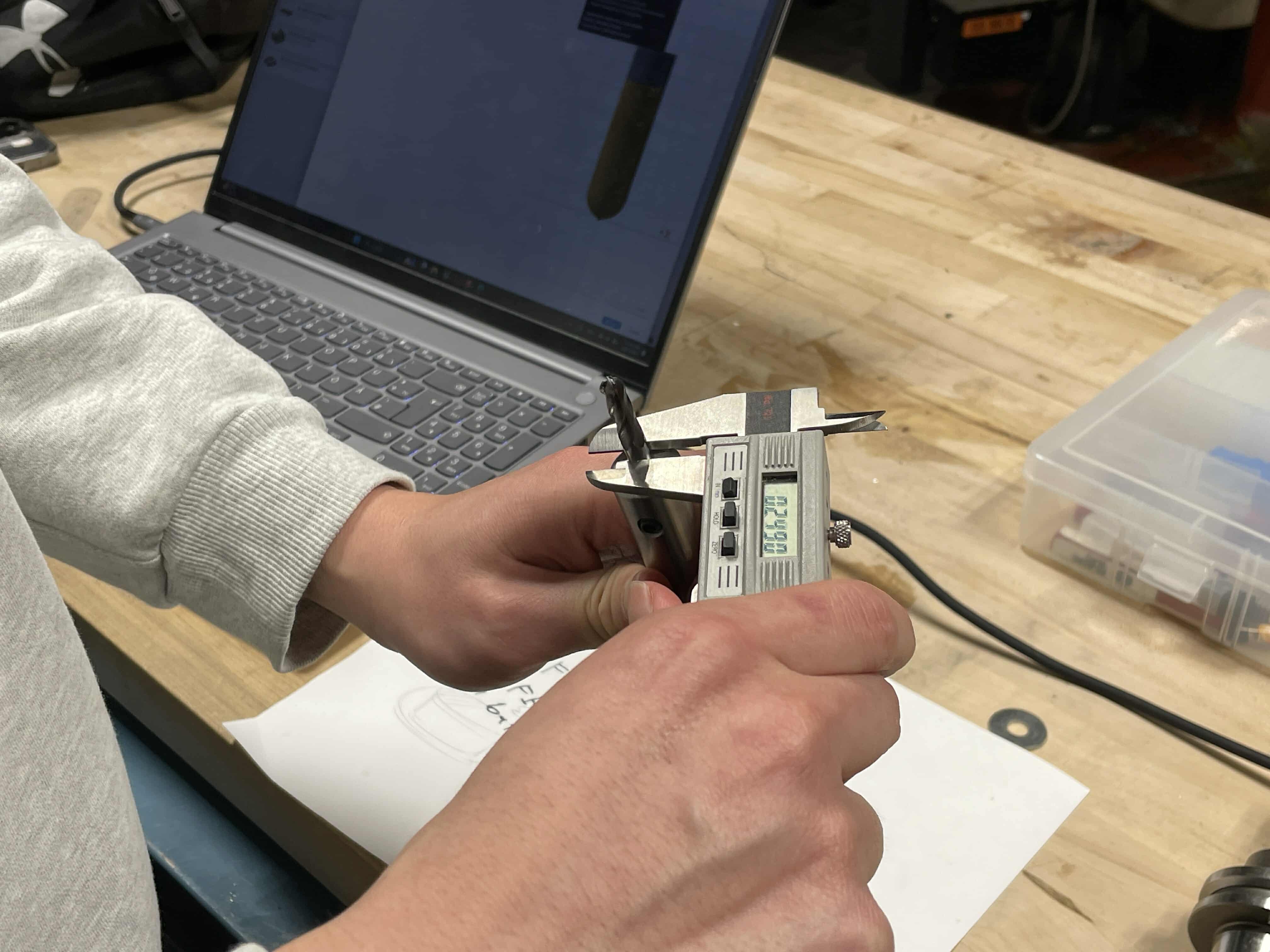
We also had to switch bits to tool holders
After we put the drill bits into the tool holders, we updated the tool setting by manually measuring the drill bit and putting the measurement into settings.
At Machine: Tool management > Select tool > auto (button) > start cycle (button)
Afterwards, put the mills in
We also set tools' dimensions at the machine:
Tool set up > diameter: 0.5 inch > enter > cal length (use blocks + clean surfaces with blower) > push four arrow key to set new length > enter
Exit > tool management > change to tool #5 (or any number) in next tool > auto (button) > start cycle > if someone already set it you can skip
Repeat until all the tools are set
Exit > clear tool > start cycle
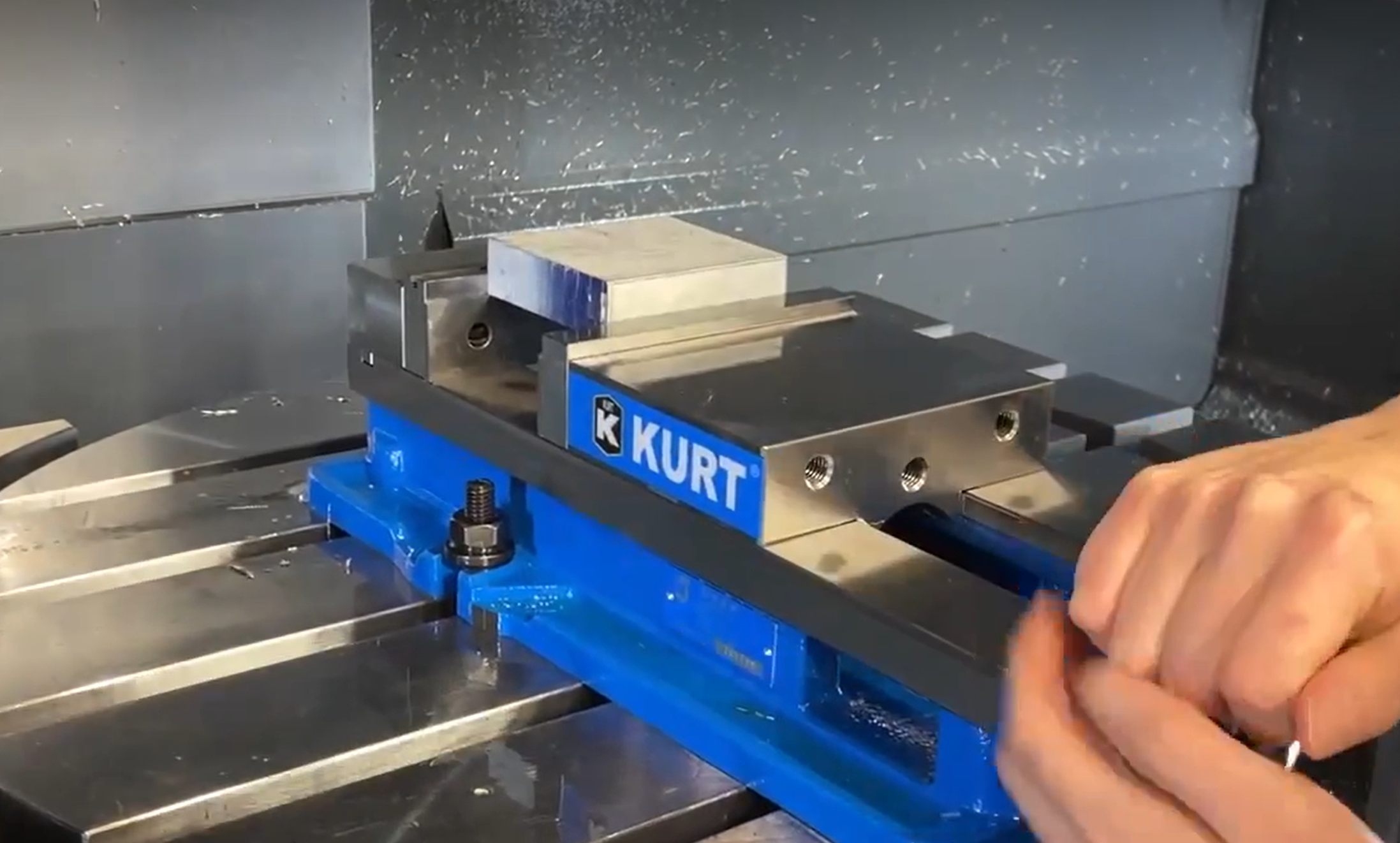
After tools are all set, we moved onto mounting the stock onto the clamp. We used the parallels to give sufficient amount of stock to be above the clamp and took them out clamping.
After stock loading, we set the origin through:
close the door > tool manager > tool 99 next > auto (button in tool changer) > make sure tool is empty > press cycle
Input > set up > part probing > zero probe cycle > edge > set axis (move super close to the zero) > press cycle > yes to pop up window
(You will have to move things manually by going to each axix > manually set > start cycle)
Afterwards, we could move onto loading gcode to Hurco:
USB > input (button) > tool manager > disc operation > hurco > copy file to local part progs > open file
Auto > check for error > compute code
Auto (button) > run program
Afterwards, we could move onto loading gcode to Hurco:
USB > input (button) > tool manager > disc operation > hurco > copy file to local part progs > open file
Auto > check for error > compute code
Auto (button) > run program
The tool changes happened automatically and we had to change the feed and milling speed to make sure things are not going out of control.
Here are some cool videos of the milling process.
For some cool drill bit dances, go to 0:33 of the video.
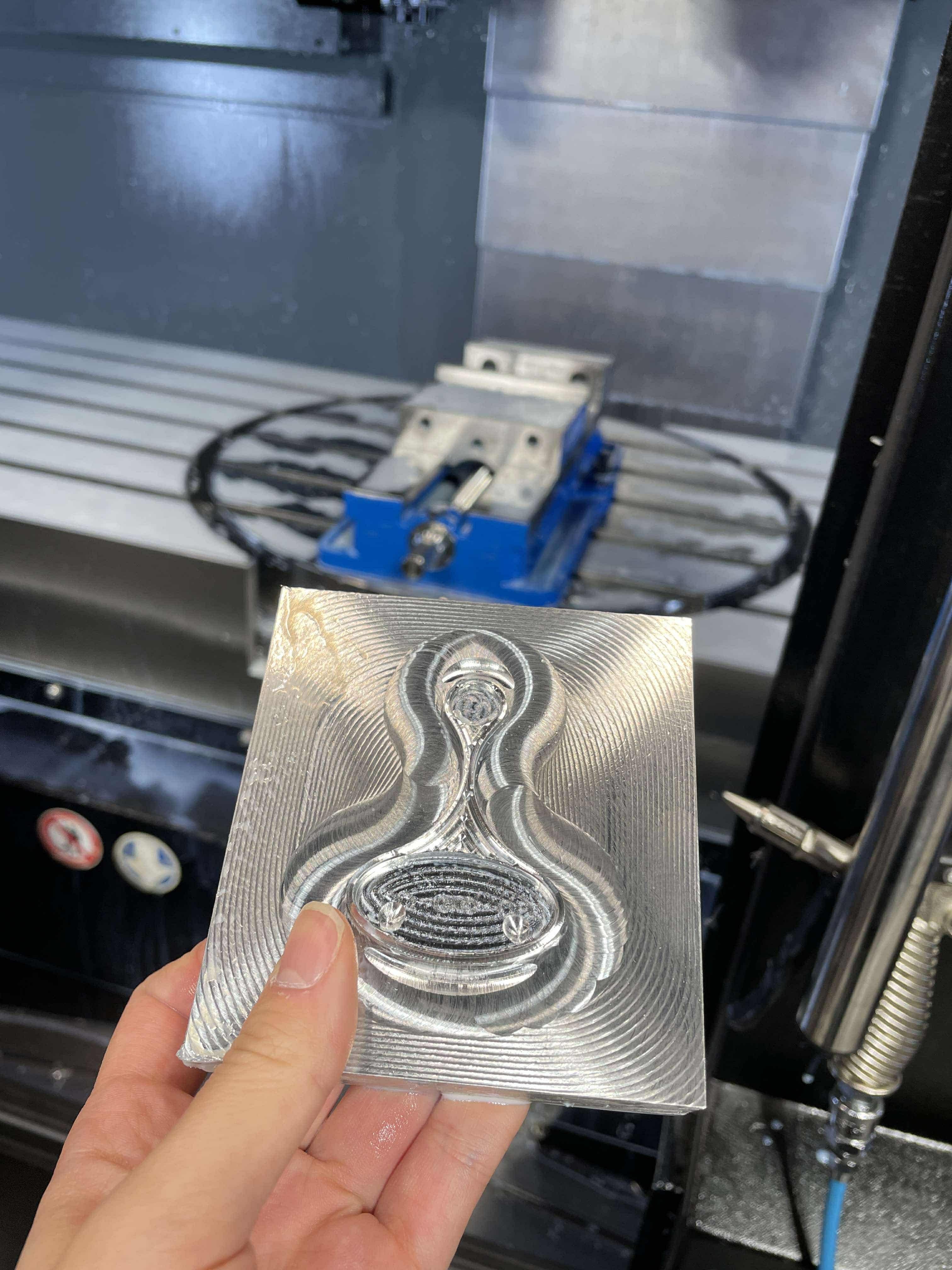
This is how the piece looked like after the milling was complete. One thing I did not realize was how difficult it is to actually take the piece off from the stock.
Jiaming, with his impeccable chop saw skills, was able to free the piece from the stock piece. This made me realize how much manual craft is invovled in 5-axis milling process.
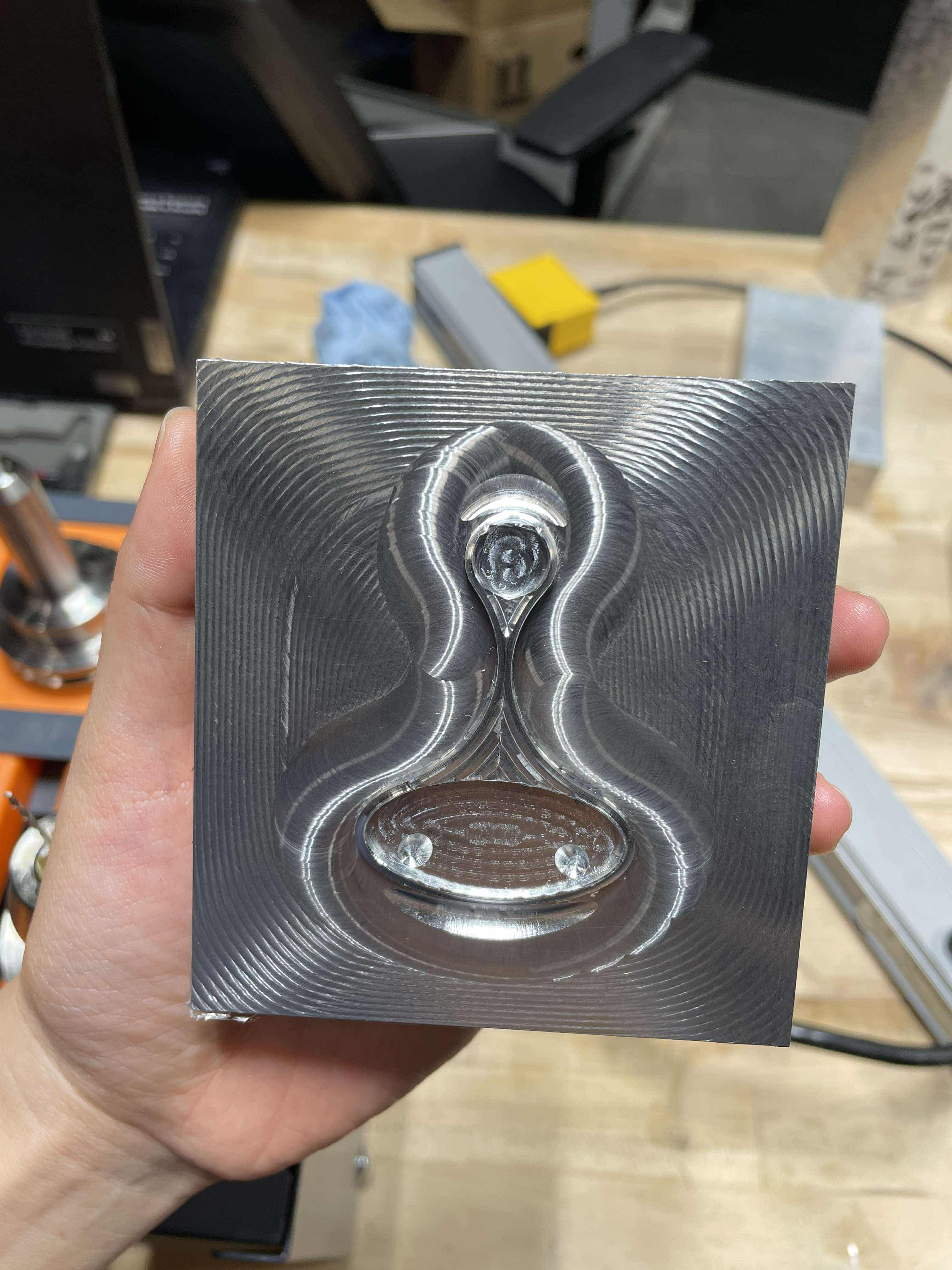
This is how they turned out at the end. HUGE THANK YOU to Marcello and Jiaming for this week.



 We also set tools' dimensions at the machine:
We also set tools' dimensions at the machine: