Week 9 - Molding & Casting Group Assignment
Material benchmarking, SDS review, and casting trials
Week Highlights
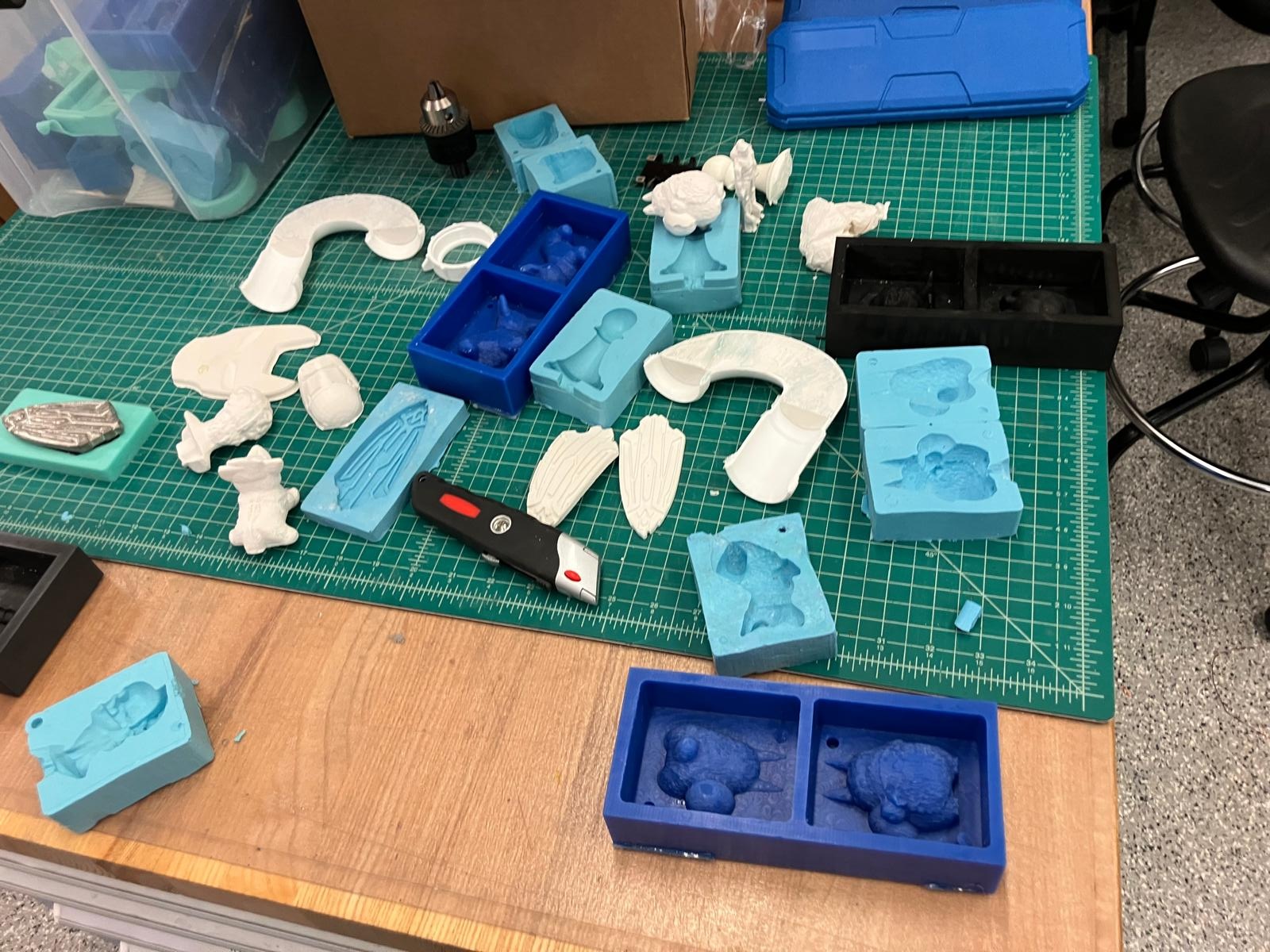
Group SDS review and Anthony's lion casting demo guided our material tests.

Assignment Overview
Our group validated molding workflows by machining wax, pouring silicone tooling, and casting mineral and metal parts while staying aligned with SDS guidance.
- Reviewed manufacturer SDS documents for every material before handling.
- Measured mix ratios, pot life, and demold windows during silicone and plaster trials.
- Documented casting quality, surface finish, and durability to match materials to future needs.
Material Benchmarking Summary
Key takeaways from our molding and casting comparison work this week.
Mold Materials
| Material | Key Specs | Handling Notes | SDS |
|---|---|---|---|
| Mold Star 15 SLOW | 1A:1B mix; 50 min pot life; 4 hr demold; Shore A 15. | Low viscosity pour, forgiving for intricate cavities. Ventilate and use nitrile gloves. | Download PDF |
| Mold Star 30 | 1A:1B mix; 45 min pot life; 6 hr demold; Shore A 30. | Stiffer silicone tolerates clamps and rubber bands without deformation. | Download PDF |
Casting Materials
| Material | Mix / Melt | Performance Notes | Docs |
|---|---|---|---|
| USG Hydro-Stone | 32 parts water : 100 parts plaster (by weight). | Tough casts for structural parts; prefers thicker walls to prevent chipping. | Download SDS |
| USG Drystone | 20 ml water : 100 g powder. | Captures fine detail with minimal shrinkage; handle thin features gently. | Download SDS |
| RotoMetals Roto281 | Melt at 281 F; 58% Bi / 42% Sn (lead-free). | Reusable alloy with crisp detail; requires face shields, sleeves, and ventilation. | Download Certificate |
Process Takeaways
- Machine wax blanks with >=5 mm wall thickness and add alignment bosses to minimize silicone flash.
- Proof mold boxes with water, then pour silicone in a thin stream and tap for about 60 seconds to release bubbles.
- Keep oversized pour spouts and witness buttons so we can monitor cure without disturbing the part.
- Match casting medium to duty cycle: Hydro-Stone for strength, Drystone for fidelity, and Roto281 for reusable metal prototypes.
Best Practices for Mold-Making Processes
- Prep wax with three-point hot glue fixturing and maintain thin beeswax skins for easy cleanup.
- Size registration bosses intentionally so silicone halves seat without flash or misalignment.
- Mix silicones by pouring the heavier component first, scrape walls, and pour in a steady ribbon.
- Use oversized sprues, vents, and clamp pressure that suits each casting medium.
Comparing Mold-Making Processes
- 3D-printed tooling: fast turnaround for complex shapes, but needs sealing to hide layer lines.
- CNC-machined wax: best surface finish and registration, trades for longer CAM prep.
- Hand-sculpted wax: quick for simple forms, limited to low-temperature casting media.
Negative vs. Positive Mold Workflows
- Direct negative molds: cast straight into rigid tooling—great when parts have easy draft and tolerate demolding forces.
- Positive-to-negative sequences: machine or print a master, then pour silicone inserts for flexible release and repeatability.
- Choose flexible tooling whenever undercuts, delicate surfaces, or repeated pours are expected.
SDS Safety Essentials
Condensed reminders - always refer to the full SDS linked below before working.
- Mold Star silicones: Part B contains amines; wear nitrile gloves, avoid eye contact, and clean uncured spills with absorbent wipes.
- Gypsum products (Hydro-Stone and Drystone): Use N95 masks while weighing powder, protect eyes from alkaline slurry, and never dump set plaster down drains.
- Roto281 alloy: Treat as hot metal work - face shield, long sleeves, dry workspace, and staged cooling before handling ingots.
Resource Downloads
Full Assignment Details
Read the complete documentation - including CAM strategies, tooling notes, and additional cast comparisons - on the course site.
🔗 View the full Week 9 group assignmentEthical AI Use
Cursor assisted with drafting and structuring this summary page. The full chat export is available for transparency.
Week 9 Documentation Session
Transcript covering the creation of the Week 9 group assignment summary, including content planning and styling decisions.
Acknowledgments
Thanks to Anthony for the lion casting demo and safety walk-through, and to the team for calibrating mix ratios and documenting every trial.