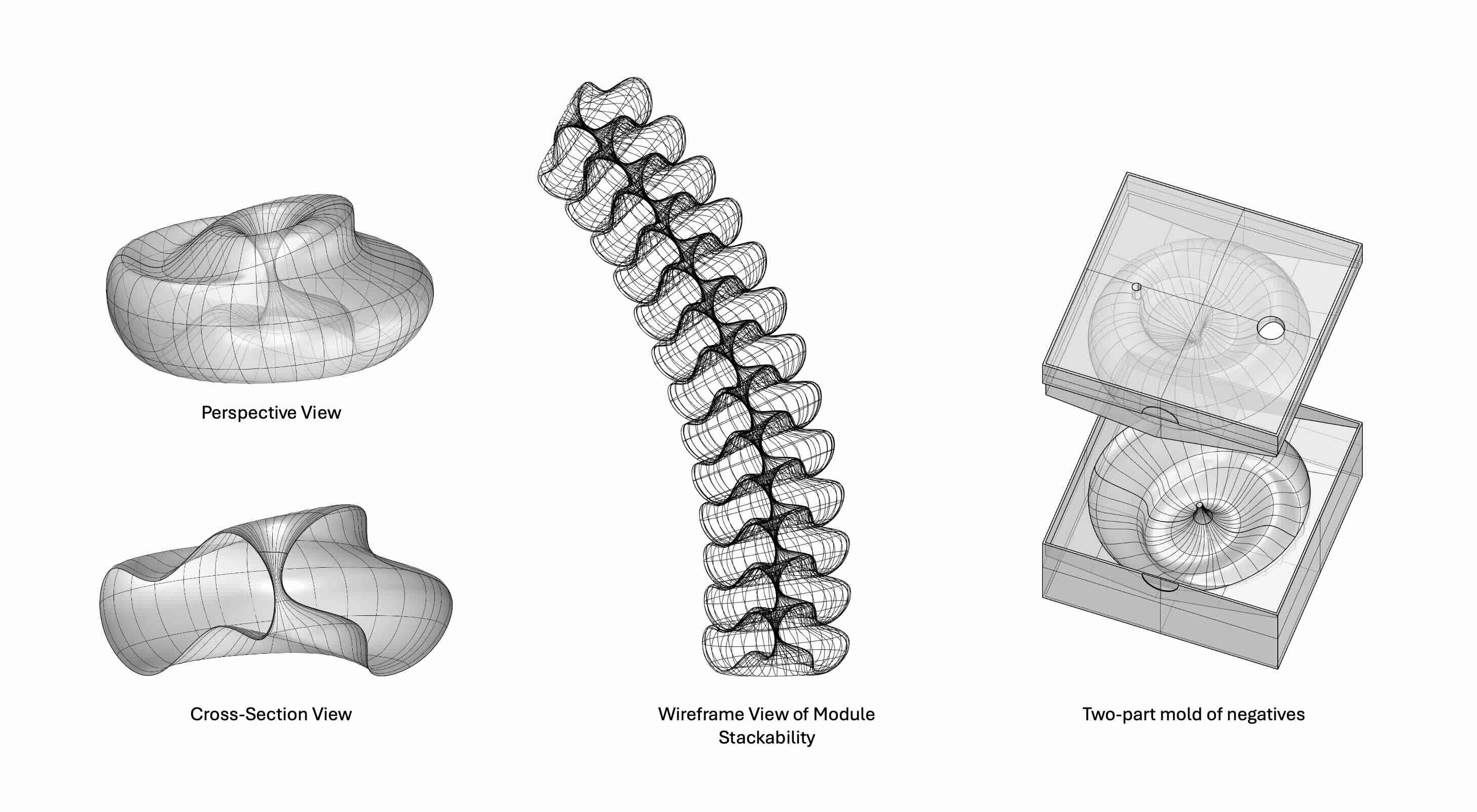
I wanted to make pebble or donut-like modular piece that can rest and lean ontop of one another. To do so, the top and bottom of the geometry must be sculpted with an indentation on one side and a protrusion on another. I went with a skewed sine wave pattern as the basis for my cross-section before using the sweeping tool to create the 3D form in Rhino. Then I prepared the negatives for the two-part mold to be 3D printed.
I have used rapid set cement-all in the past to cast sample stair treads, but never at a smaller scale. So for this first cast, I wanted to revisit it again since I remembered the mixing process being quite finicky. It starts to set around 15 minutes in, but it was proven to be quite a challenge from the start when the mixture began to harden even at 10 minutes. The general ratio is four-part cement to one-part water, so I tried that first before quickly realizing the hole I left on my mold was smaller than ideal for pouring the thick cement mix. With trial and error, I made sure my last mix was a watered-down peanut butter consistency (don't ask me ratio, it was based on feel) for extra flow and workability time. I poured the bottom half of my mold first before attaching the top to pour the remaining of the mixture through the hole. I left this alone overnight before demolding.

I assumed demolding was going to be a quick process, but never did I expect I had to put up a fight for this. I immediately realized it was likely an issue with my mold design. Since I'm using a rigid mold, I made sure to take into account (or so I thought) all the curvatures in the geometry so that each half of the mold will won't have any areas exceeding 90 degrees so the cast can easily slip out without obstructions. But I missed a few areas (circled in red below) where the cement cast likely have been caught at.
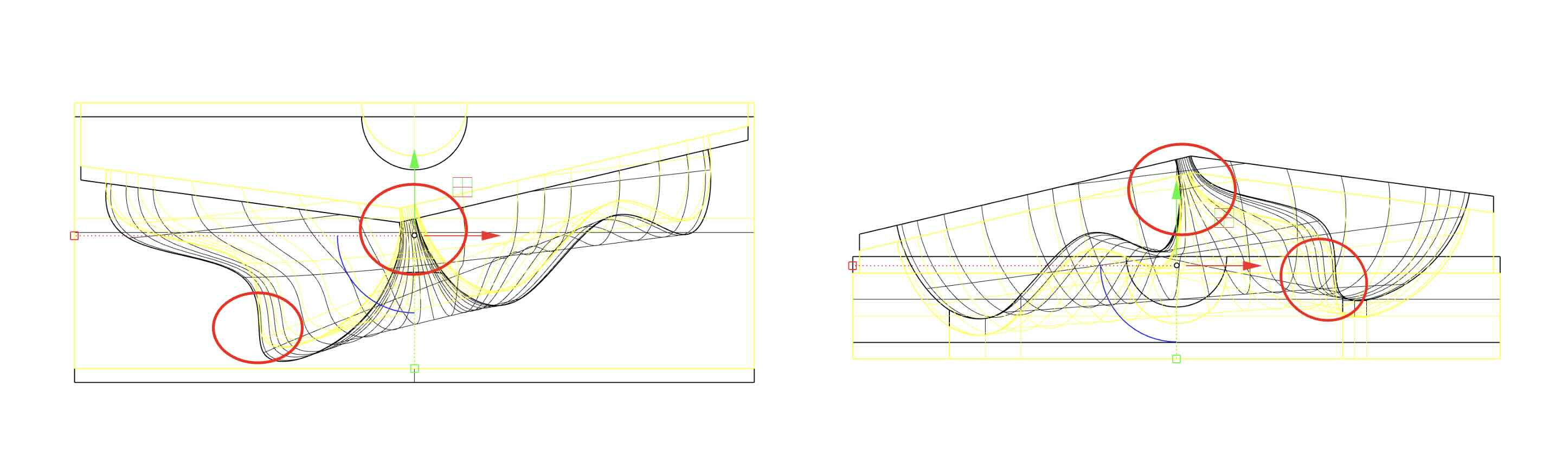
I eventually had to literally hammer and saw the mold out. The final cast had places where bubbles have formed from the high water ratio and it left gaps after curing shrinkage. If I were to redesign the mold again, I would either make a flexible silicone mold or do a four-part 3D printed mold (with larger pouring hole too).


Pebble V2: Casting with Silicone & Rockite
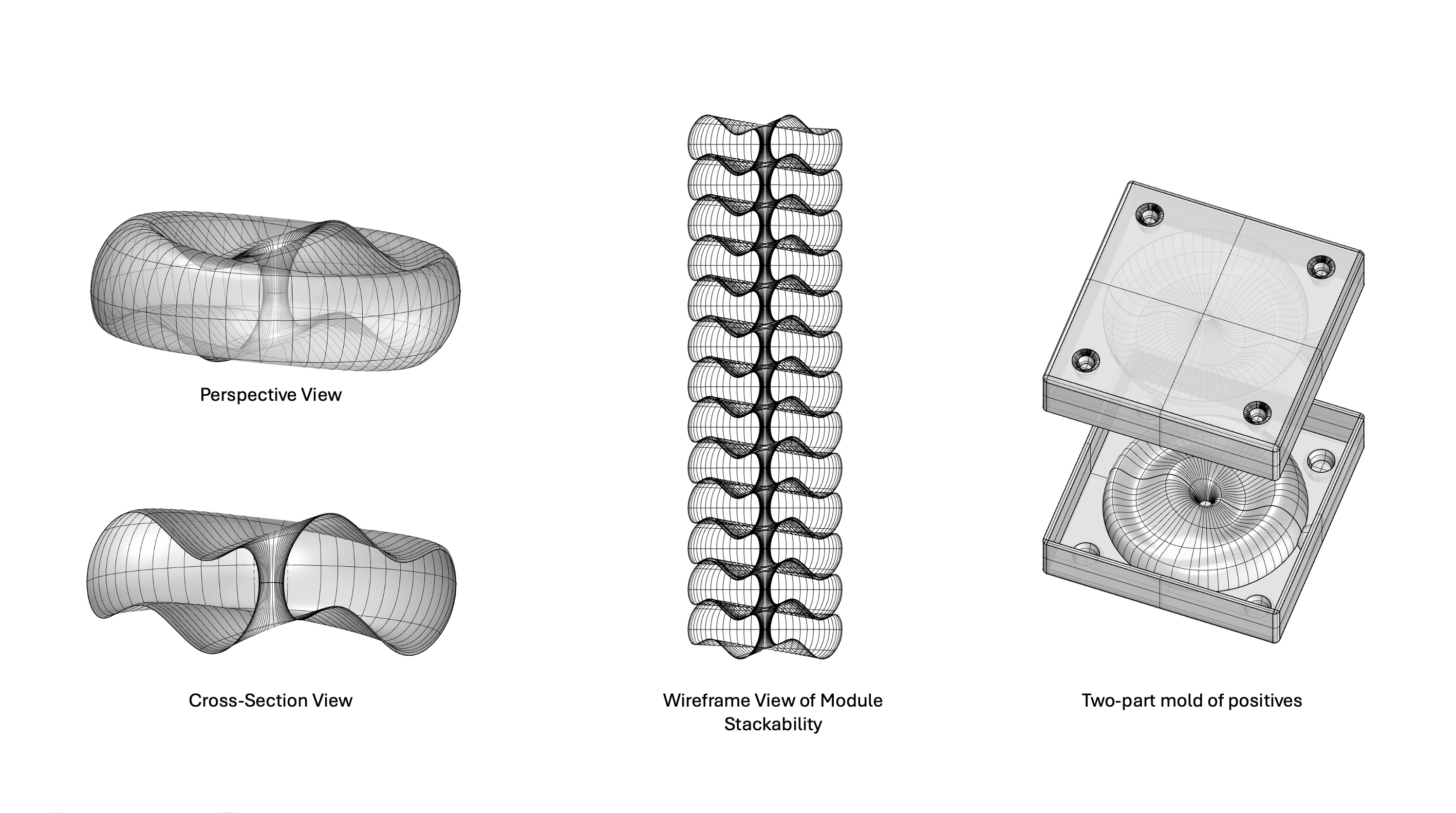
Learning from the previous demolding fail, I decided to print a positive mold to cast a negative silicone mold for my next pebble casting. This pebble design was more uniform and had a straight stackability compared to the leaning modular piece from before. I used the Oomoo 25 smooth-on silicone and it was a 1A:1B mix ratio by volume. The manual noted pot life is 15 minutes and cure time is 75 minutes so I had to work fast and make sure no air bubbles are trapped in the mixture. The pour process was a lot easier due to its smooth consistency and I was working with open top molds this time. For a piece of mind, I left this alone for 3 hours before demolding.

Next I used rockite which was supposedly about 4.5 parts rockite to 1 part water by volume. The mixture ended up being around 3 parts rockite to 1 part water since I wanted to ensure the mixture was pourable enough through the hole I had in the silicone mold. I waited four hours to demold and it came out quite clean, except for some minor textures caused by bubbles.


Metal Casting
Gert walked us through the process of metal casting by melting it in the oven (281 deg F is the melting point, but set the oven to 375 deg F for workability). Everyone used silicone molds since it can withstand high temperatures. Below are image of the process of using the product Cerrotru, which contains bismuth and tin metal. Unsurprisingly, the metal solidified very quickly once poured into the mold and cooled. The final cast easily captured all the fine details from the silicone mold. Next time, I would like to use Cerrotru to prototype necklace pieces.
