
Overview
This week, our class learned about molding and casting – that is, turning an object you want to replicate into a mold that you can then cast with materials like plaster, concrete, plastic, metal, etc. The assignment was:
- design a mold around the process you'll be using, produce it with a smooth surface finish that does not show the production process toolpath, and use it to cast parts.
Once you have your mold, you can make as many versions of your object that you'd like (until the mold falls apart, of course). To start this process, you need a 3D model of your object, which you'll then bring into real life (either through milling wax, 3D printing, or another method), fill with soft silicone to form a negative, then refill with your casting material to make the positive. You can see my final results above, and find my project files here below.
Project Files
- Week 10 Lecture Notes
- Week 10 Recitation Notes
- Original Pomegranate OBJ File
- Pomegranate Mold Model STL File
- Pomegranate Milling Paths
Group Assignment
This week's group assignment was:
"Review the safety data sheets for each of your molding and casting materials, then make and compare test casts with each of them. Compare your mold making processes."
You can find our group documentation here:
Brainstorm & Design
Since I'm not much of an artist myself, I wanted to continue my earlier work of bringing Midjourney-generated images into real life. I previously did this with Meshy for the 3D printing week, but I figured if I stopped at the step of getting the 3D model, I could easily bring that into Fusion and make my mold.
Not to spoil it... but it wasn't that easy.
But first I needed my image! My partner loves pomegranates and the story of Persephone, so I thought I would try to make her something like a pendant for an eventual necklace made out of metal. So I loaded up Midjourney, tried out a few prompts, and landed on this:

Then I took it to Meshy and used their "Image to 3D Model" tool, and exported it as an .stl file:

Once I had that, I figured it'd be easy to drag and drop it into Fusion. Hope this is easy! (it's not).
Modeling
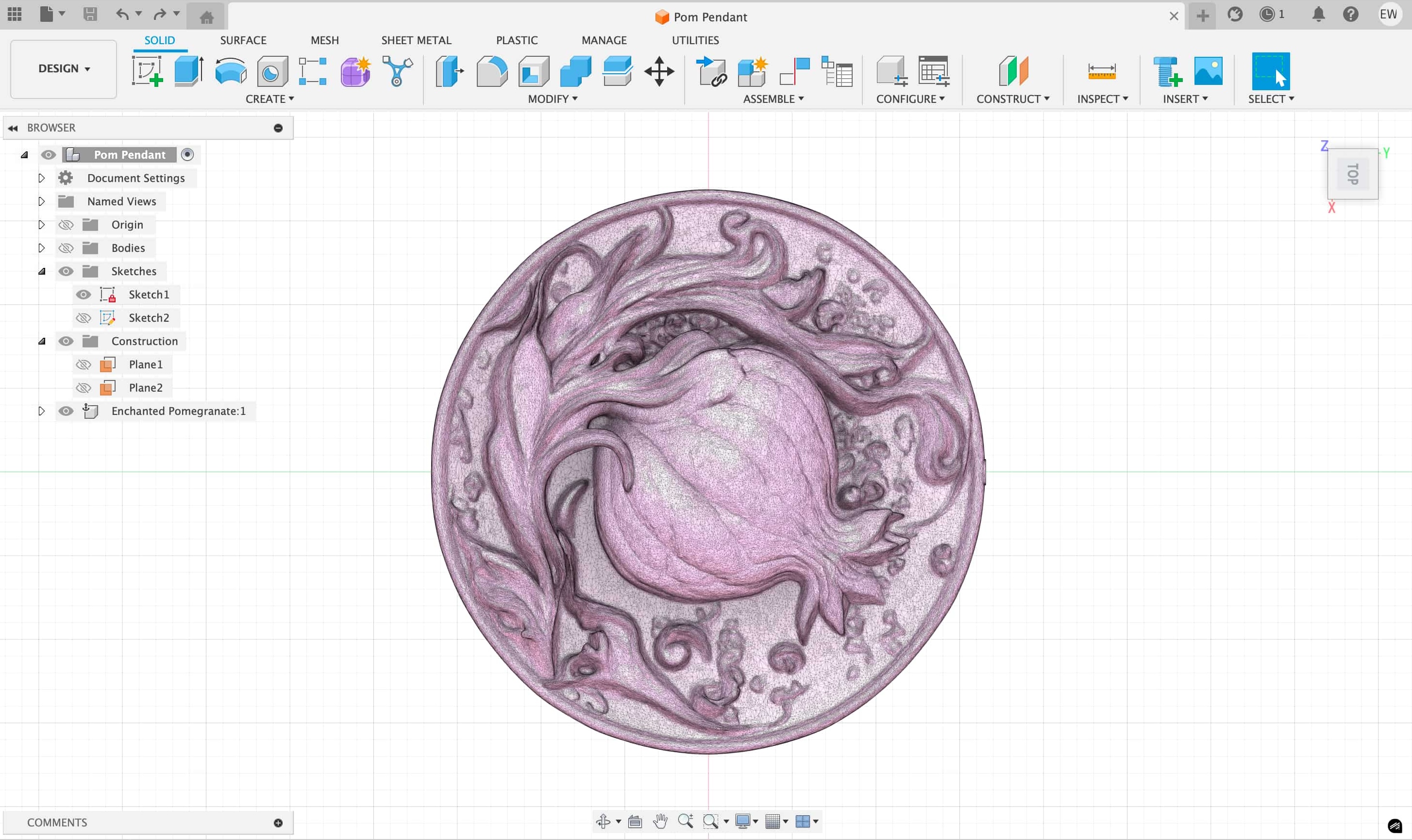
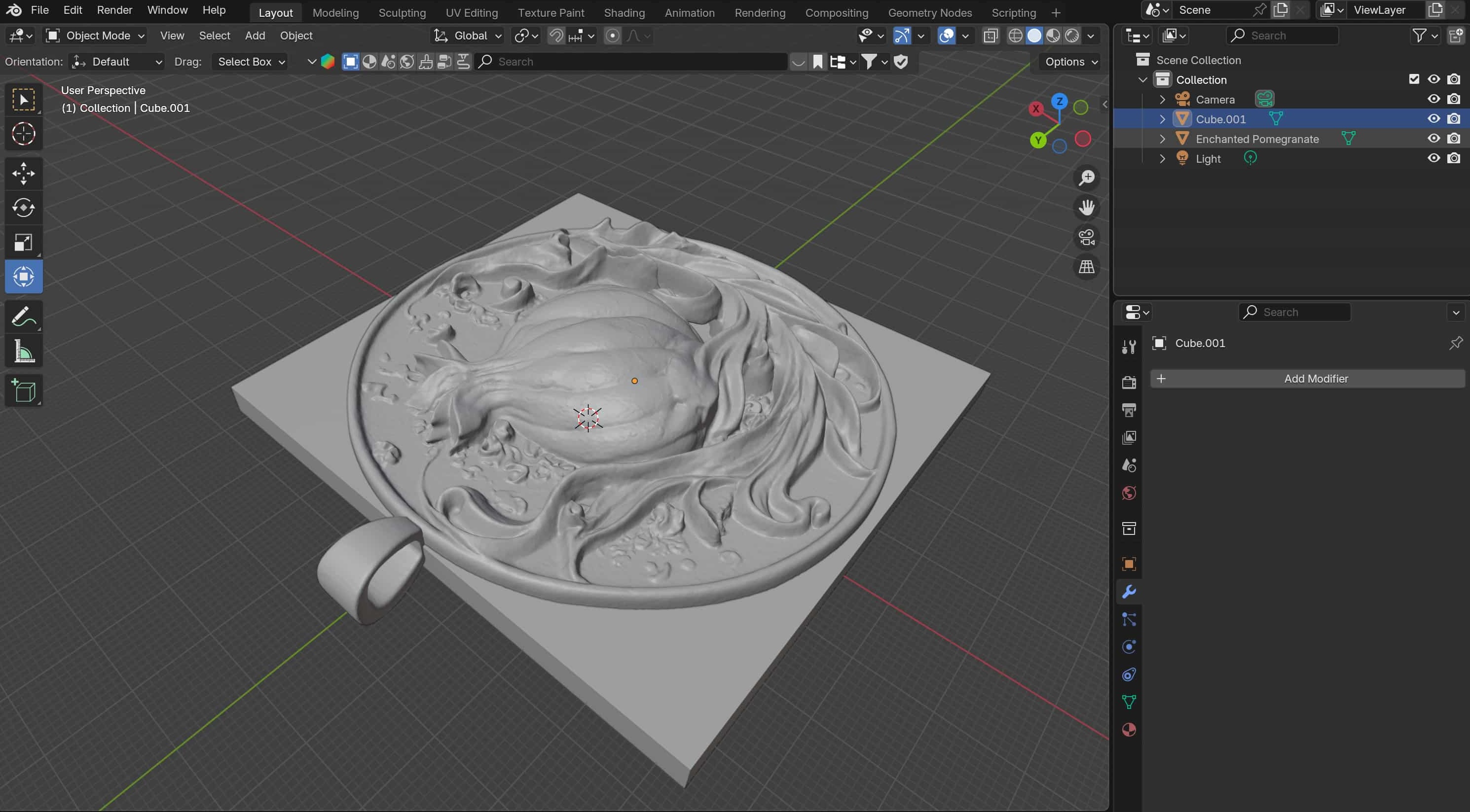
When I tried to open the downloaded model, I immediately ran into an issue – the geometry was incredibly complex, and my Fusion slowed to a crawl anytime I tried to do any action on it. You can tell from this image how detailed it was:
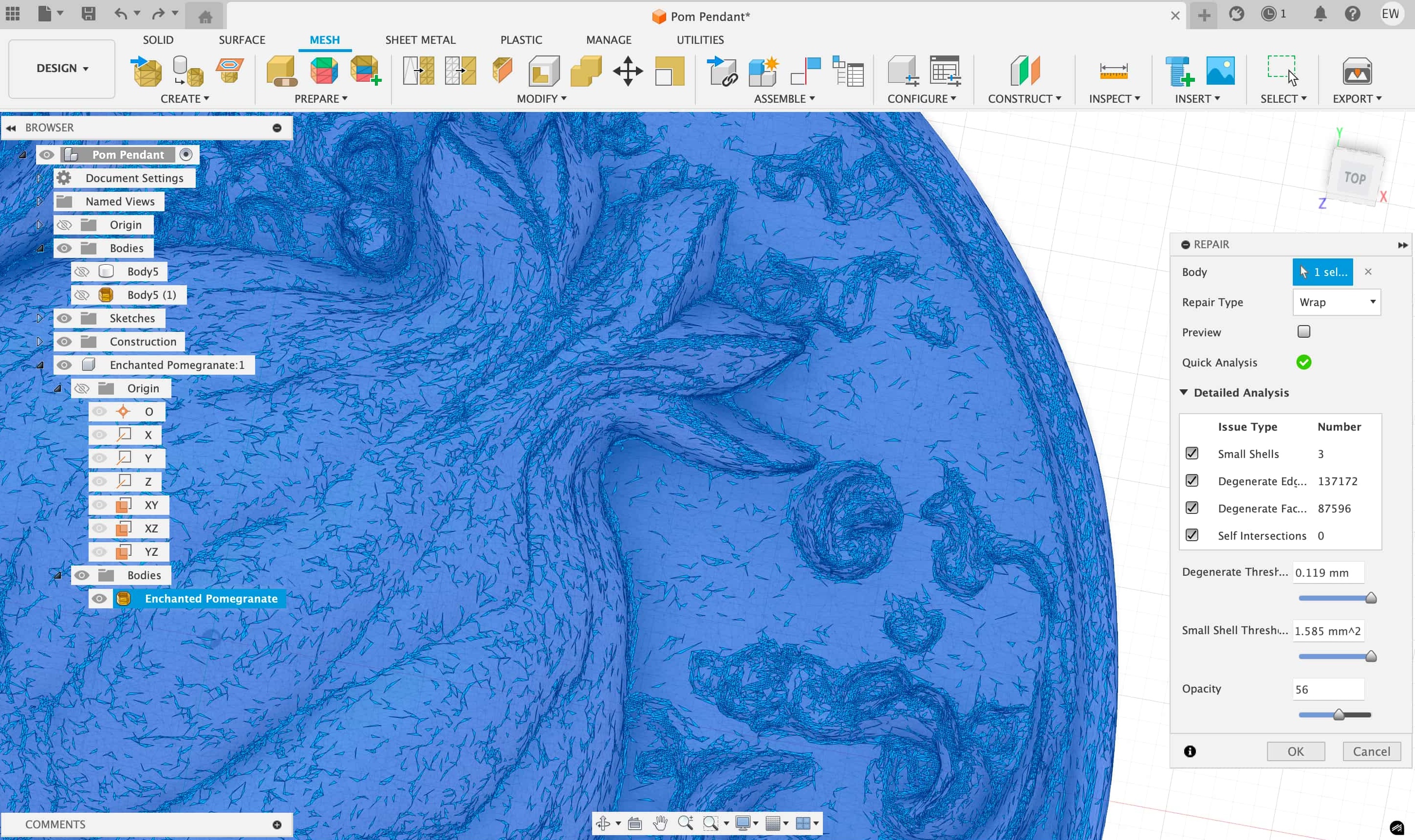
Fusion was also throwing up many errors about the model bring broken, so the first step I tried to take was using the "Repair" function under the "Mesh" menus:
Then, I used the "Reduce" tool to bring down the amount of faces and vertices from ~1 million to a much more manageable ~20,000. Still massive, but workable. Here's what that looked like:
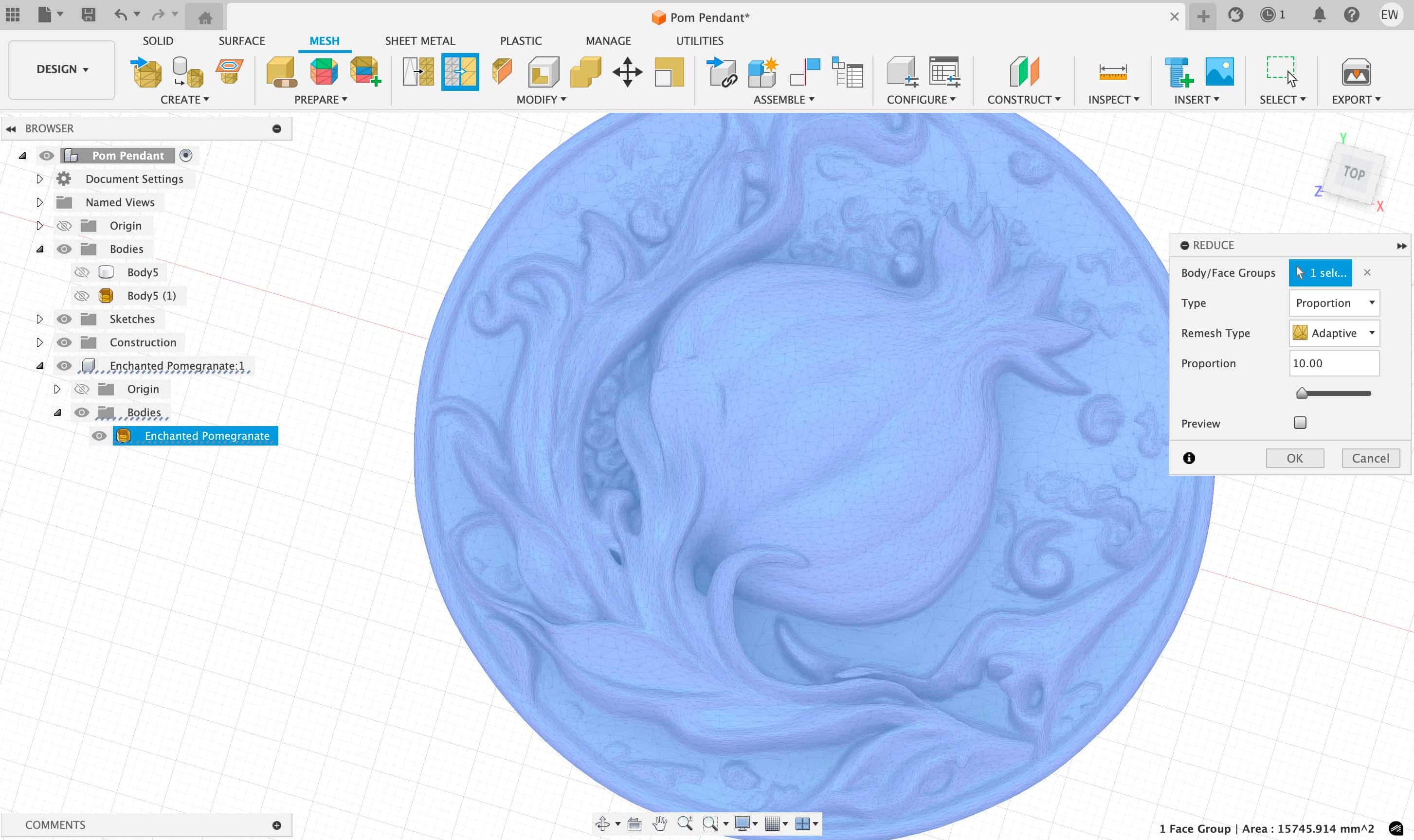

Much better!
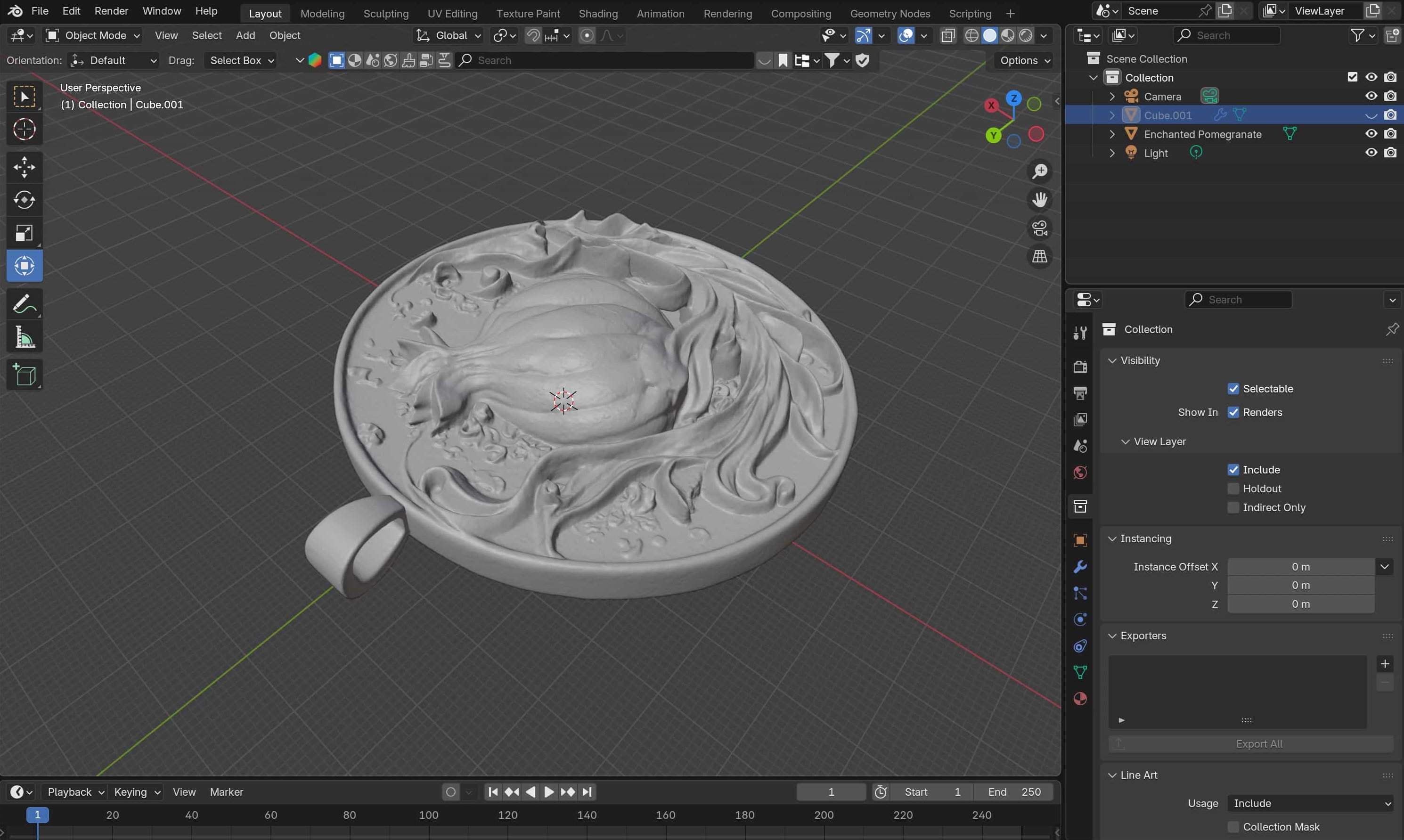
However, I was then stuck struggling for hours about how to combine the mesh with the stock box body I'd created to make the actual mold. One solution Jake suggested (thank you Jake!) was to use Blender instead, so I temporarily switched over to that. I imported my model, added a simple box, then used the "Boolean" modifier with "Difference" checked off to form what I thought would be the two sides of the mold:
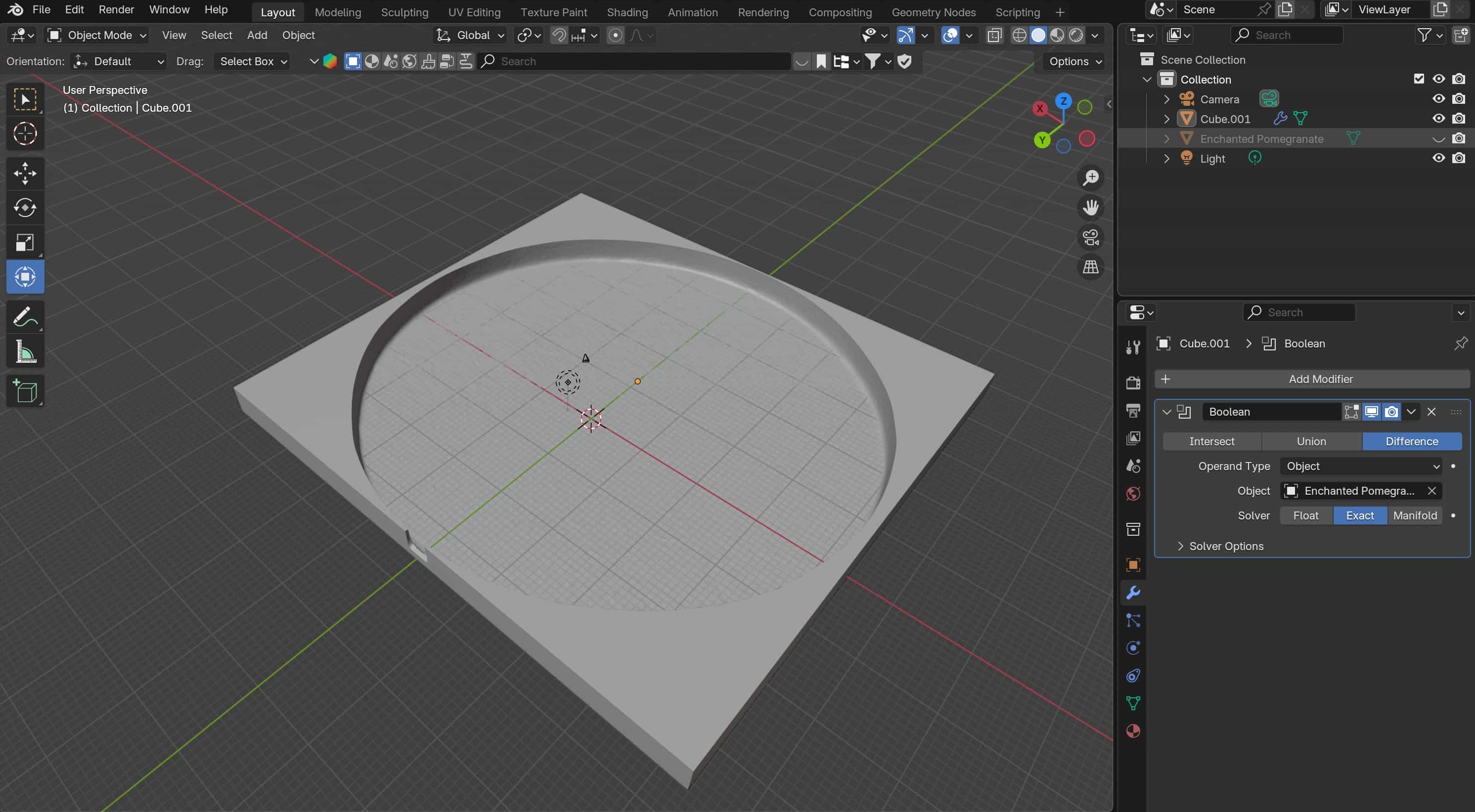
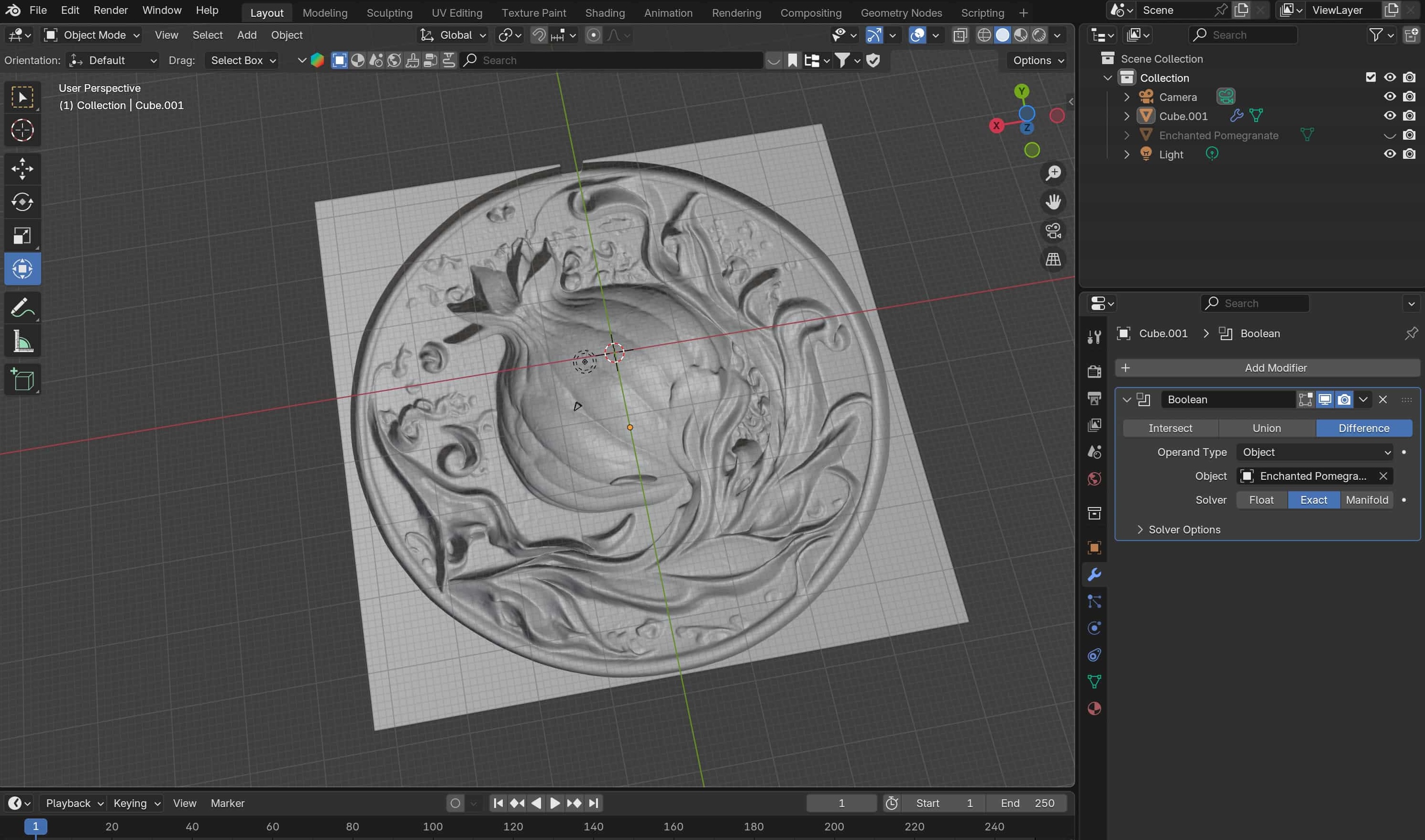
Looks great, right? Unfortunately, there's a BIG problem – can you spot it?
That's right – it's inside out. I needed to make the POSITIVE as the mold, so that the silicone would form the negative, so that my casting material would be a positive again. It's suprisingly hard to keep track of all the steps, and I literally bolted up at like 6am realizing what I'd done. Luckily, I hadn't started actually forming the mold, so it wasn't too late. With Alfonso and Kat's help (thank you Alfonso and Kat!) I brought it back into Fusion and formed the correct mold shape.
Here's the final 3D model of the mold:
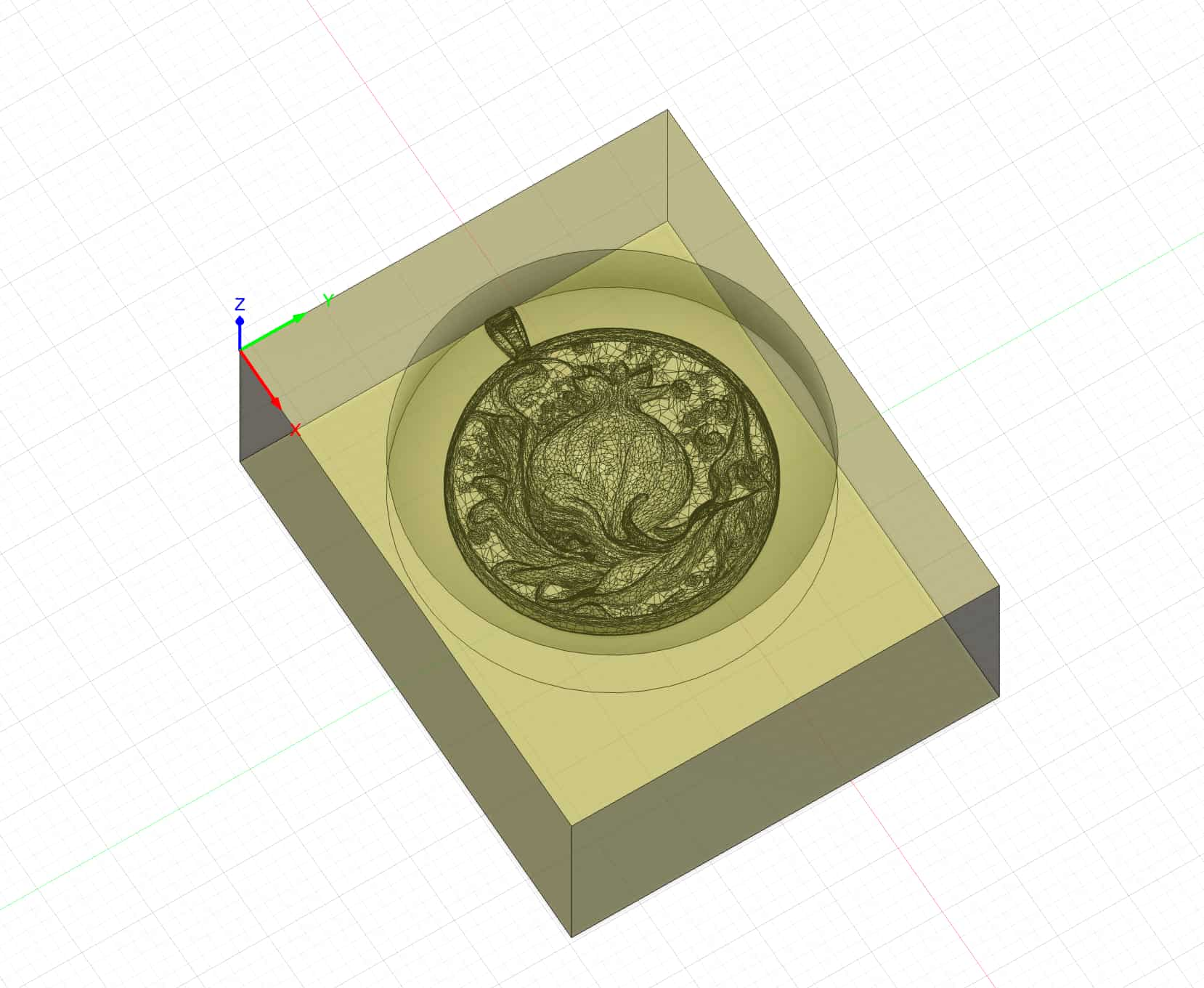
Onto the next step!
Milling
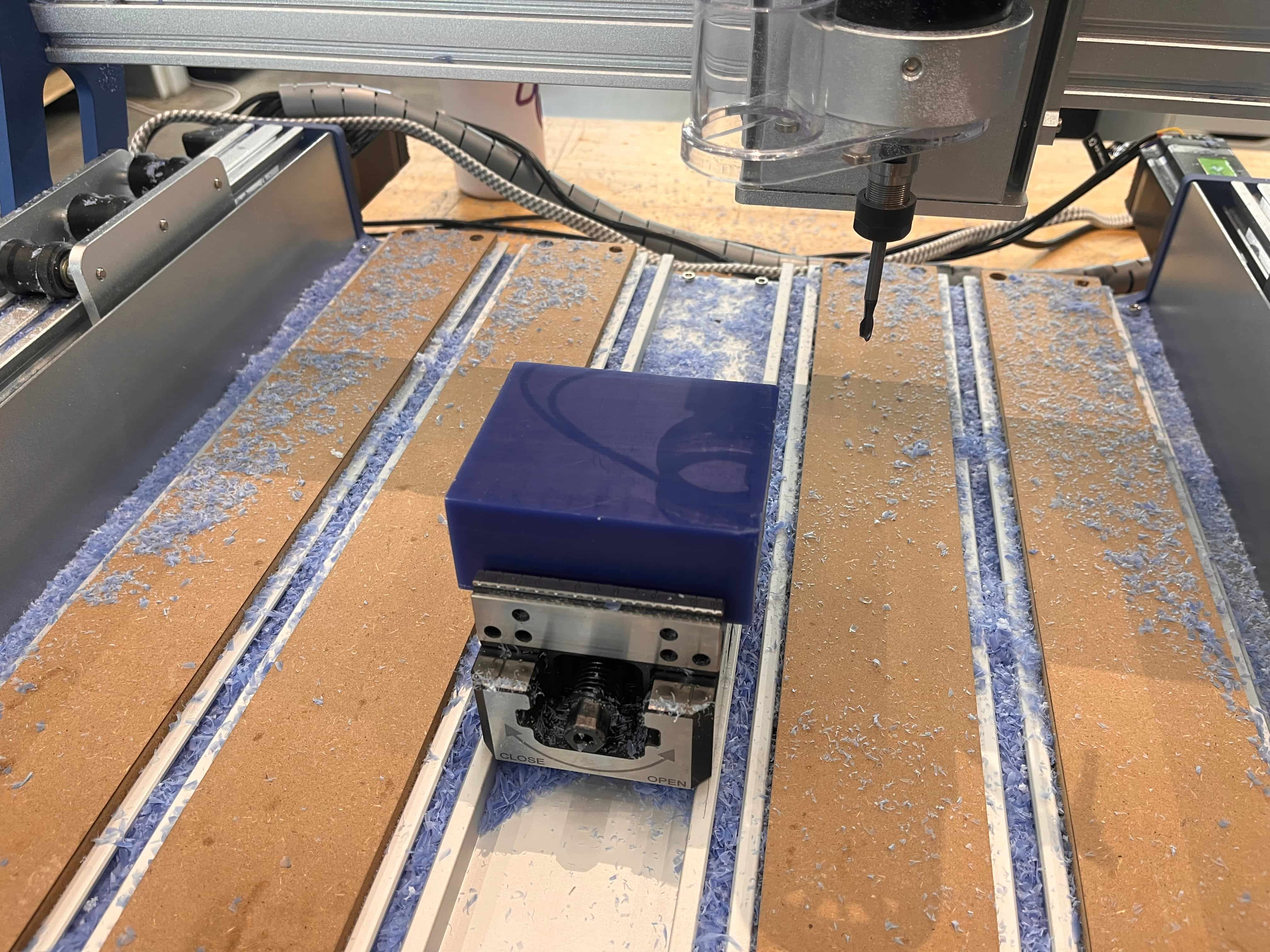
The two main ways people formed molds this week were either 3D printing in resin, or milling their mold out of wax. The resin printers take a REALLY long time, so for most of the time I was there they were taken. So I started with milling my mold out of wax. Earlier, I'd used the size of the phyical wax rectangle to form my earlier model, so the software would be able to accurately mill out my design. Now it was time to place it into the machine and begin the process.
Here's what that looked like:
Then I generated my intended milling paths in Fusion; first an initial roughing pass, then another finishing pass with a smaller endmill.
Here are those paths visualized:
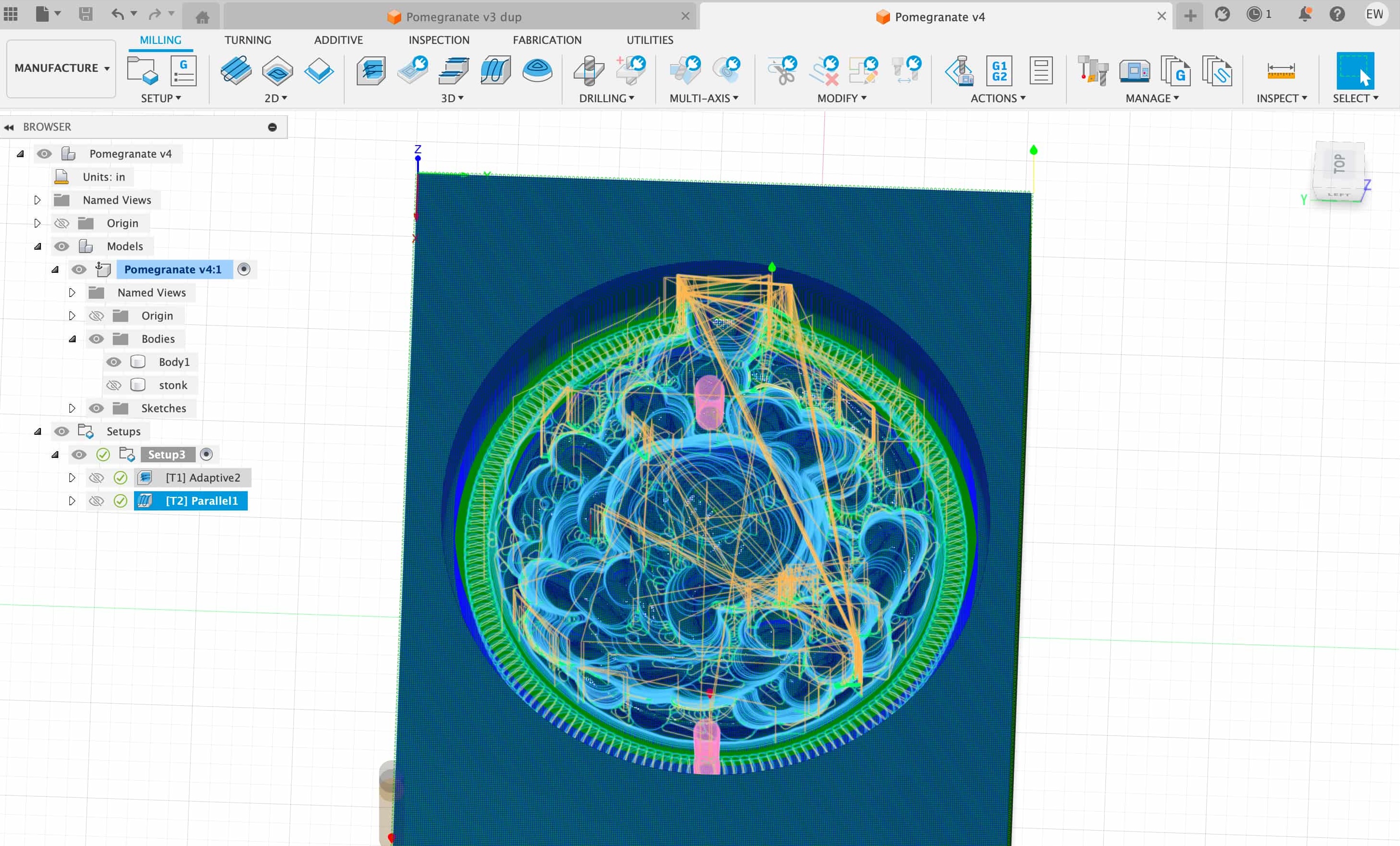
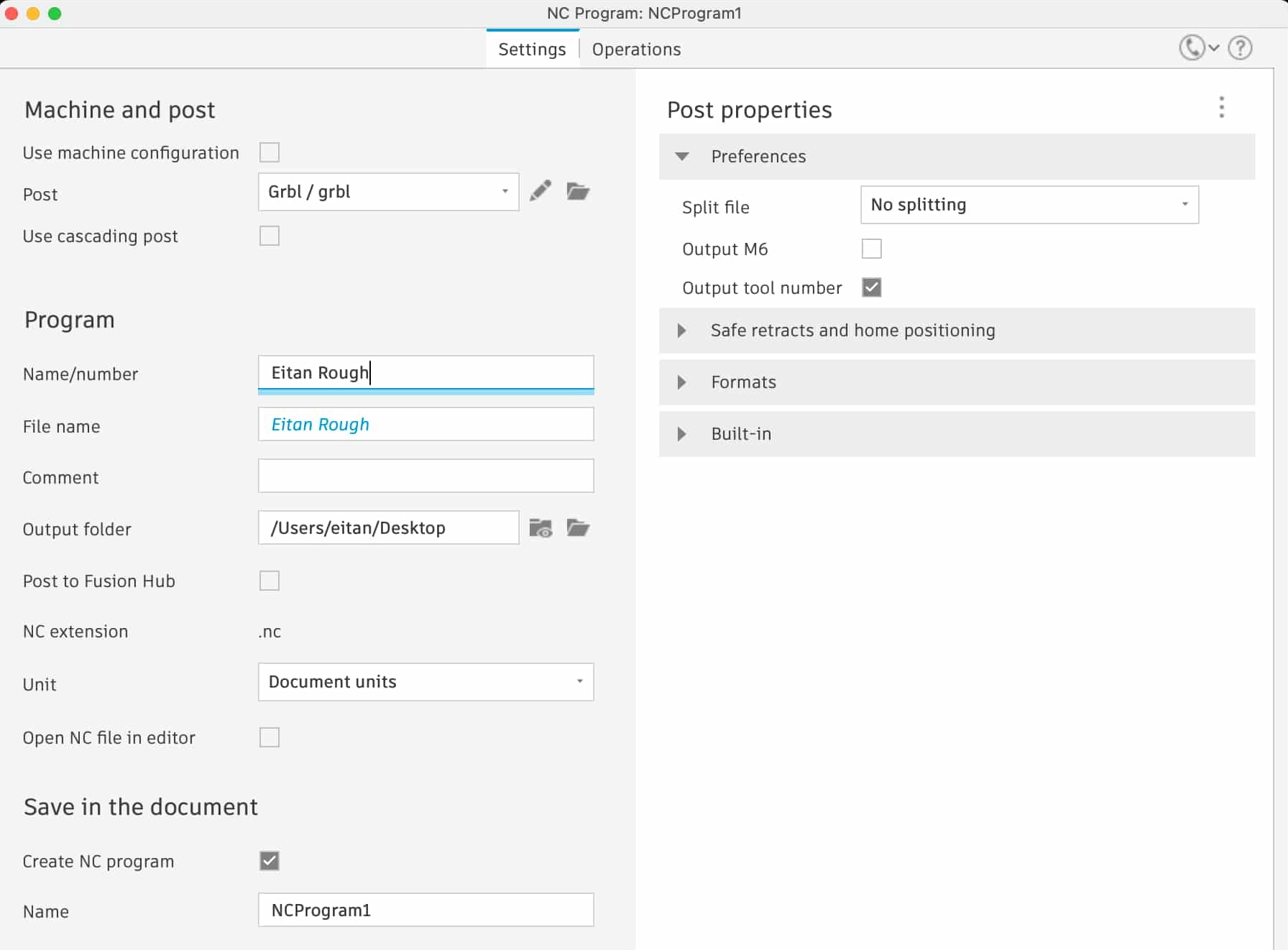
It honestly looks pretty cool. Next, I generated the grbl files for the milling machine, one for each pass:
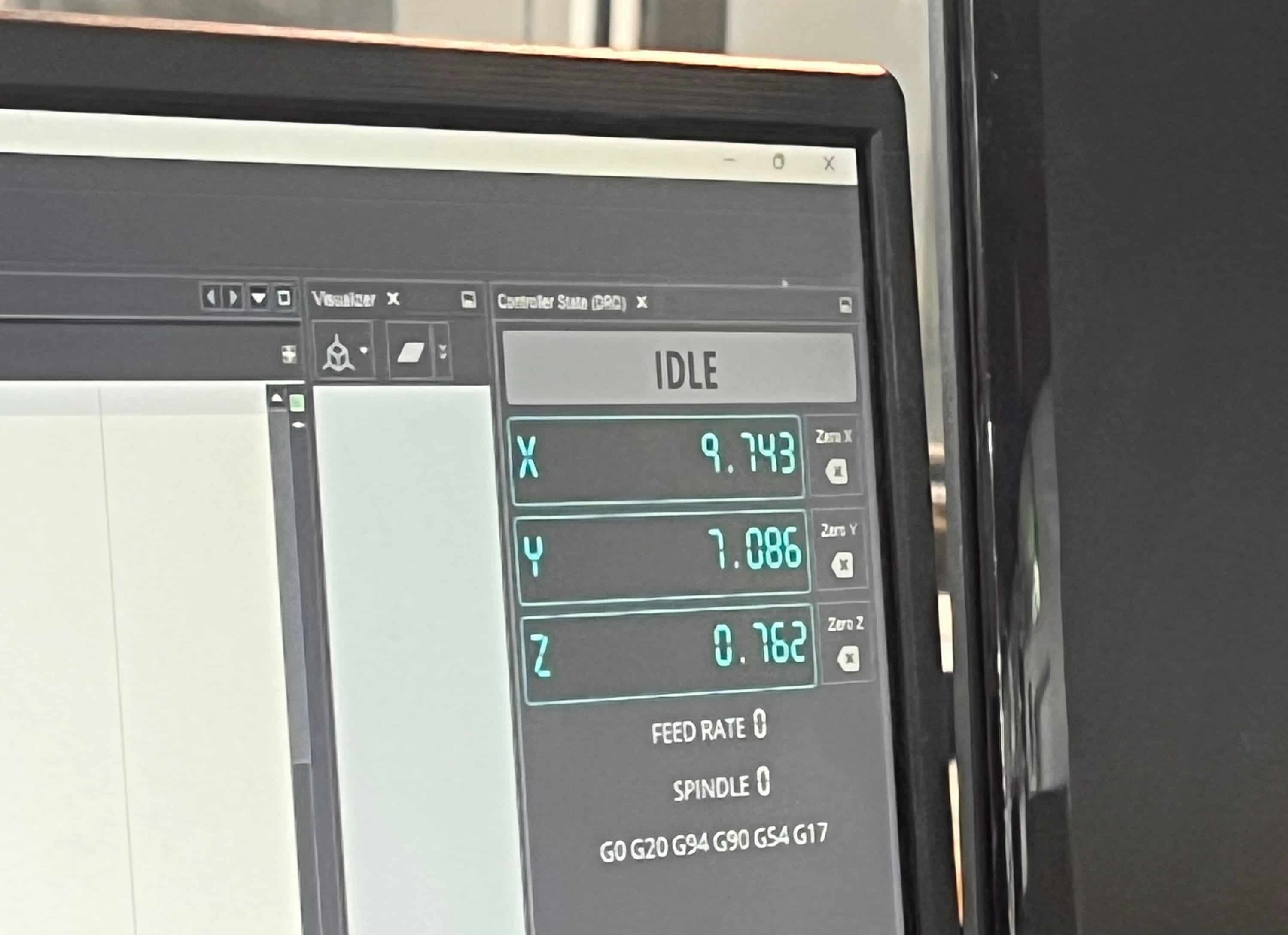
Then we zeroed the machine by manually controlling it in tiny steps, until the X, Y, and Z axes were aligned. This was done simply through arrow keys – we looked at the software and were able to control it in ~ 0.01mm steps. For X and Y, you want to make it so the endmill is centered on each axis, with half the endmill over your stock. For Z, we put a piece of paper on the stock, and dropped the endmill down little by little until it was holding –– but not tearing –– the paper; then lifted it up slightly and moved it back so we were certain it was zeroed on the very top of the stock.
Here's an example of what the machine UI looked like:
Then we hit "Run" and started milling!
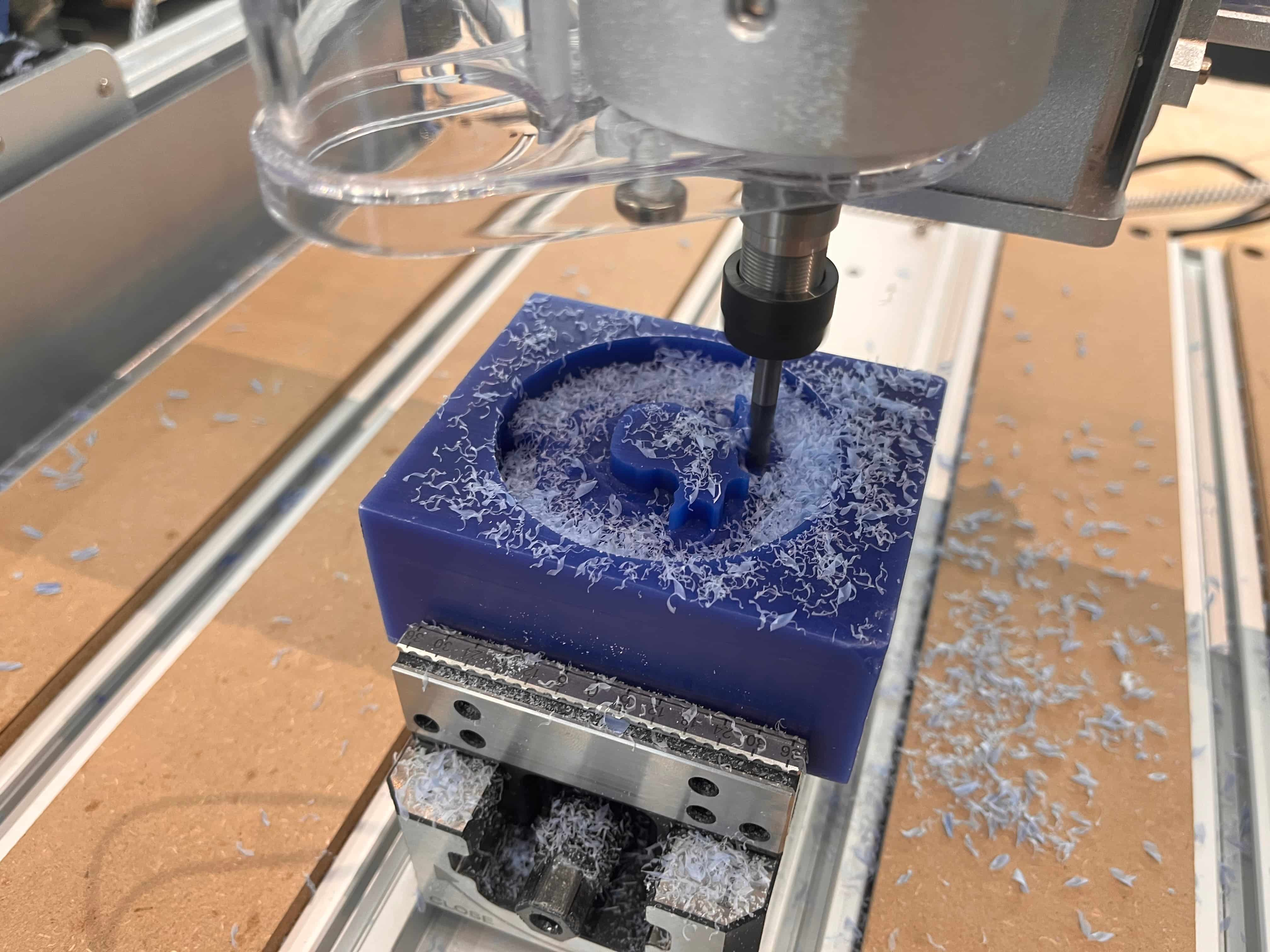
Here's what it looked like after the initial roughing pass:

And here's what it looked like after the second finishing pass:
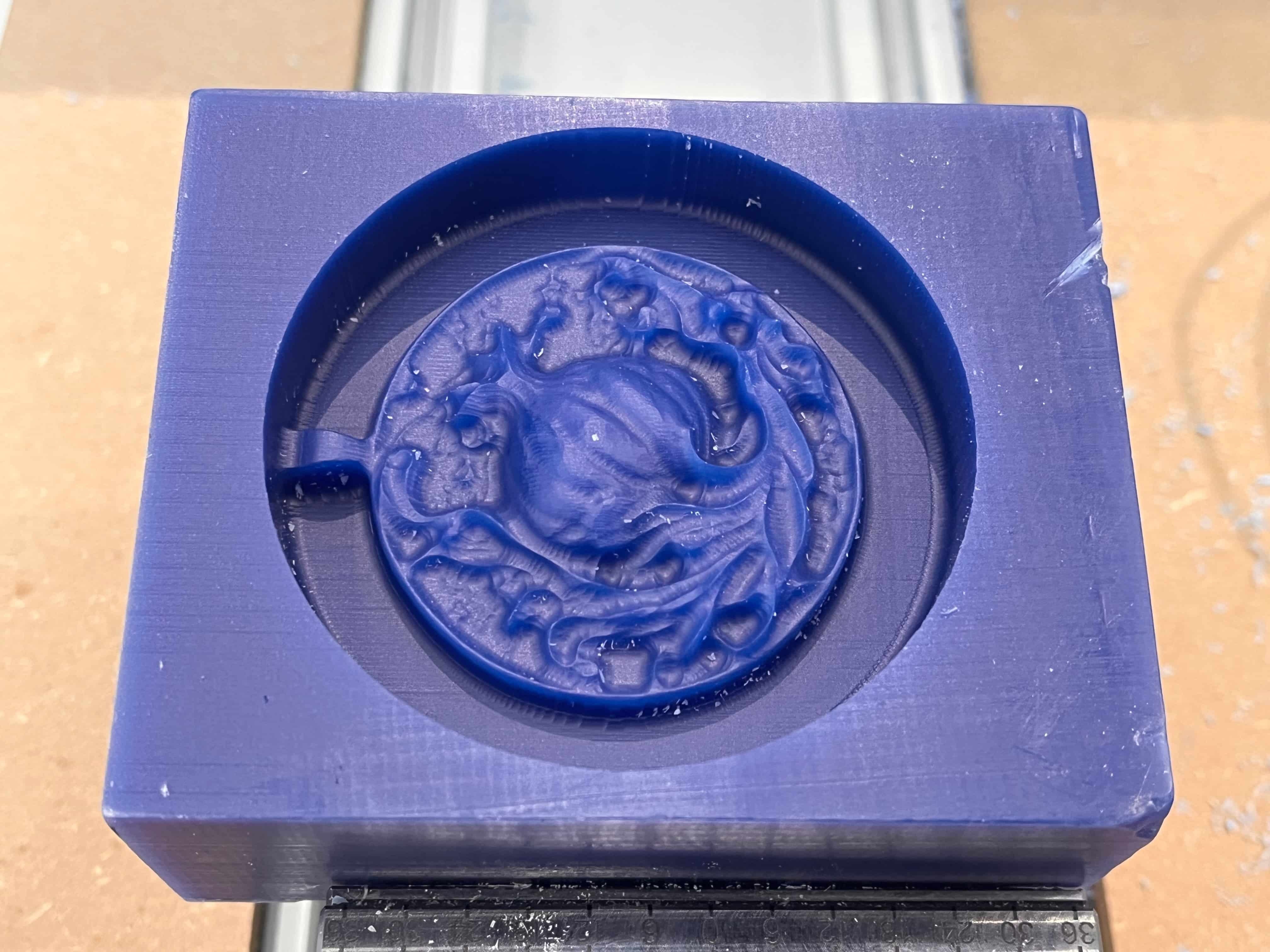
It turned out pretty darn good! I could have gotten more detail by doing another pass with an even smaller endmill, but I wanted to get started on the next steps. Onward and upward!
3D Printing
Before showing the mold-forming process, I want to talk quickly about 3D printing. I was finally able to get access to the resin printer, so I figured I'd go ahead and put that same mold model into the printer to compare how it fared against the milled wax version. So I downloaded PreForm (the software to run the printer) and added my model:

You can see that, as is, it would take ~9.5 hours to complete. I'd assumed it was like the Prusa printers, in that it'd be best made lying flat; but actually, these kinds of printers do better when your model is angled – since the resin is hardened layer by layer, it helps to have the sharper corners. So once I connected to the printer and added the material, the PreForm software automatically generated a set of helpful supports that angled my print for best fit:

Now the print time dropped to a measly 4.5 hours! But finally, after pulling out the print, shaving off the supports (INCREDIBLY satisfying, btw), and going through the three-step washing and curing process, we got the final print:

Looks solid! It came out with sharper corners and more details than the wax, so let's see how they both fare in the silicone molding process.
Molding
Now that I had both of my hard molds of the positive imprint, it was time to make the soft silicone versions of the negative that I'd eventually use for casting. I used the Oomoo silicone on this first attempt:
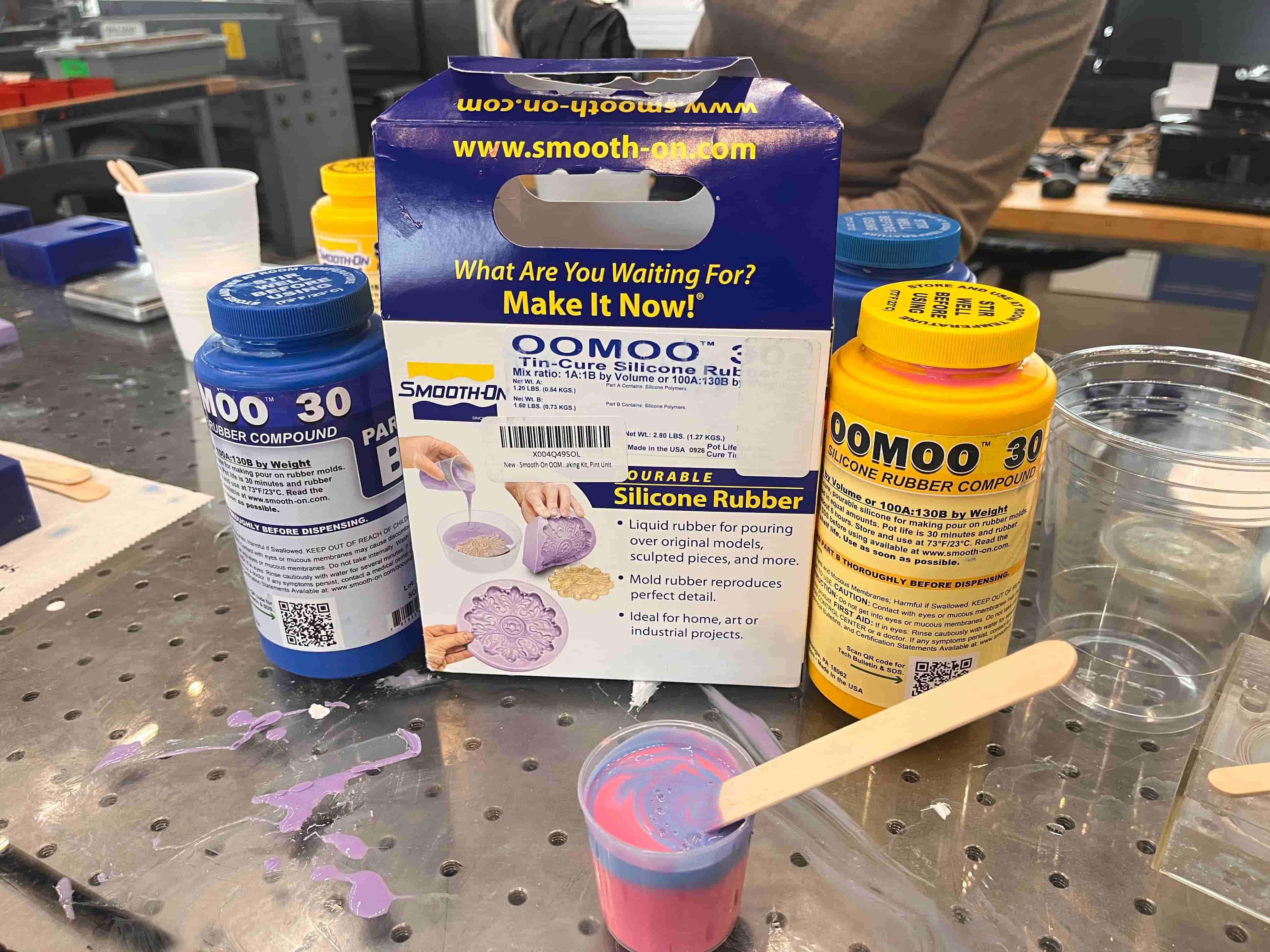
I combined part A and part B in equal amounts, and mixed for a few minutes until everything seemed as unified as possible, and poured it into my wax mold:


Bubbles can be a real issue, but some others in the class had formed a makeshift vacuum chamber to pull out the bubbles even more effectively. So I gave that a shot:
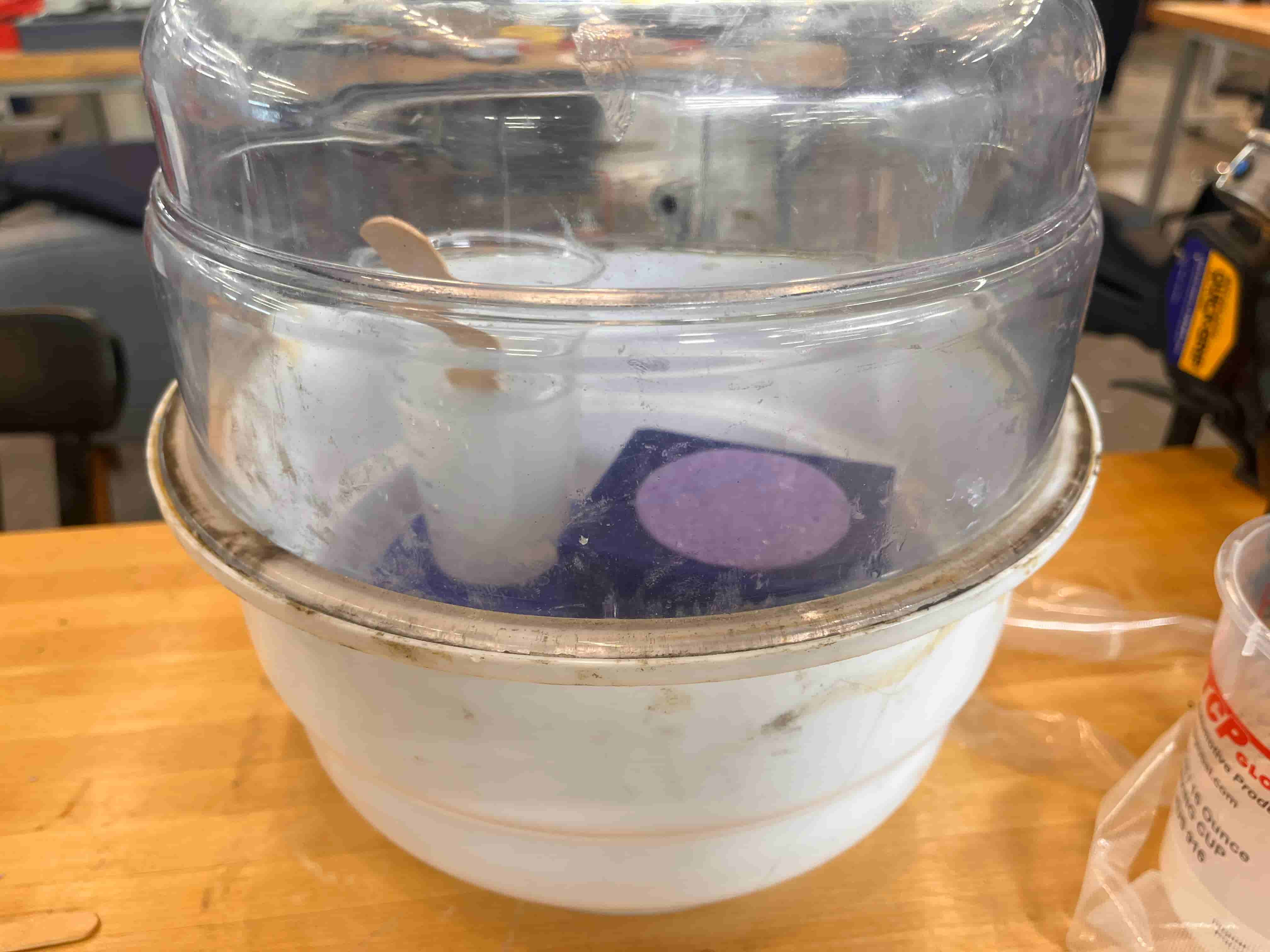
Look at all those bubbles! I waited until there were no more forming, then left it out to dry:
Then after a few hours, it was finally time to see how it turned out:

Looks pretty dang good to me! Last but not least, I repeated these steps another couple of times with the 3D print, and with the food-grade silicone:

Now let's make something with these!
Casting
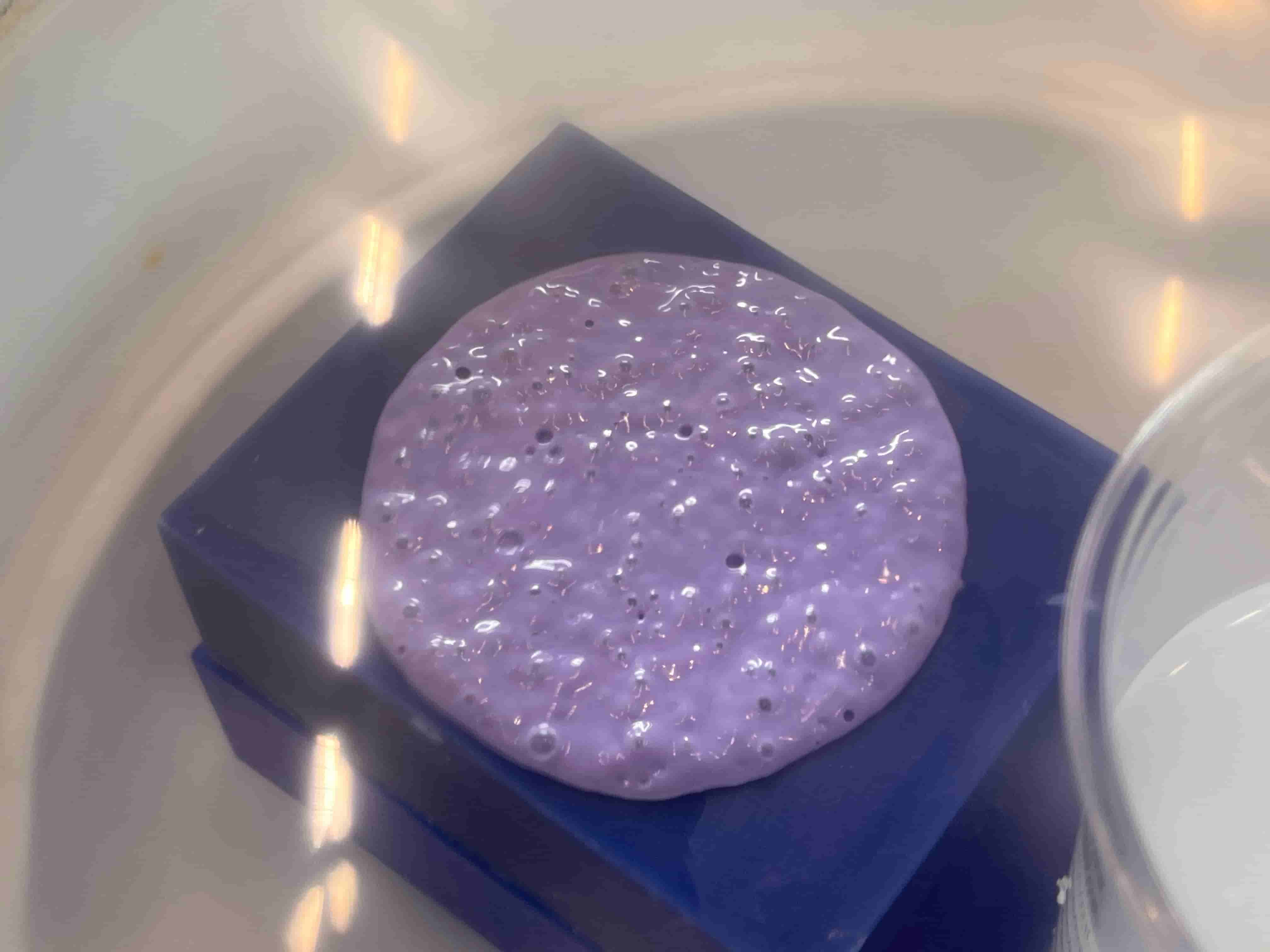
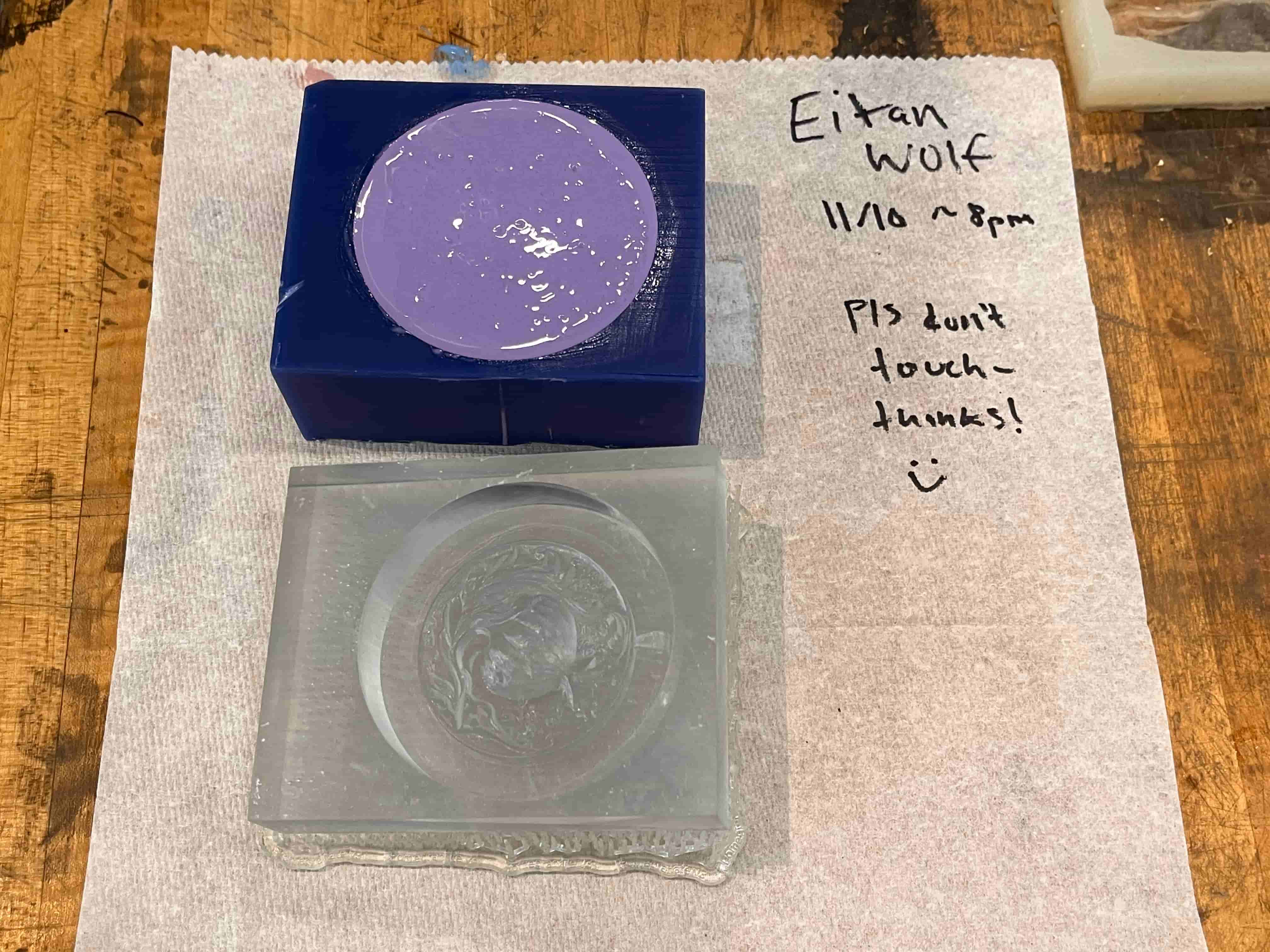
Since I knew it would be quickest to dry, the first material I wanted to cast was the DryStone. You're supposed to mix it with a 100:20 ratio, but that ended up pretty thick, so I added slightly more water until the consistency was more like pancake batter, as described on the instructions. Then I taped up my mold (to cover the hole) and poured in the DryStone:

Then I set it aside to dry:

Unfortunately, when taking it out, I immediately dropped it and it broke into a bunch of pieces. :(

But that was totally ok, because I wanted to move on to chcolate! Using the food-safe silicone, we poured in chocolate that we'd carefully melted and set it aside to dry.

Since I wasn't planning to eat them, I also went ahead and melted some into the better quality silicone mold from the 3D printed mold, so I could compare the outcomes.

Pretty darn good! I'm especially happy with the 3D printed mold – the quality and detail turned out surprisingly well, even with the bubbles.


But I wanted to have something more tangible to keep, so I also mixed more DryStone and cast them in the molds as well:

Here's how those turned out:

And now compared to the chocolate:

I'm very pleased with how it all turned out!
Final Thoughts
All in all, this was a great week. Despite the difficulties in getting the mesh to work properly in Fusion, the fact that it did actually work and turned out so crisp with the 3D print is really inspiring and invigorating – I'm looking forward to expanding this pipeline and dreaming up some other crazy generated things to print. Let's get wacky with it! I was also looking into "lost-wax" casting, which should allow me to make even crazier shapes out of things that normally wouldn't be possible to mold; we ordered some wax filaments for the 3D printer to experiment with, so if I make anything cool I'll try to remember to update it here. I'll also try to make the metal version of this to see how it turns out.
Thanks for sticking with me through this week! I'm so proud of everything I've made. :)
