Introduction
The target of this week is to make a mold and cast with it. To get that, we need two molds: the first one should be the hard mold for the soft mold, the “mold for mold” can be fabricated by milling or 3d printing with high resolution and finish post-processing; the soft mold can be cast by silicone, and the final object will be cast from this soft mold with a special material like resin (plastic), gypsum (drystone), metal (low-temp alloy) and even chocolate!
My idea is to make a coin with someone’s portrait on one side. So Neil could be a good option; My PI (Brett McGuire) is also another good option. So I decided both! But try different types of mold with two portraits: a one-sided coin and a two-sided coin.
3D modeling for relief
The biggest question is how to get a very detailed 3d relief from a photo. Luckily, we are now in the era of AI and there is a useful AI tool to do that! I used an AI tool called “Relief Sculpture Maker” from the Makerlab, which is an experimental toolbox on Makerworld, a platform maintained by a 3d printer company called Bambu Lab. (https://makerworld.com/en/makerlab) , and it’s free to use, but you just need to log in to the platform:
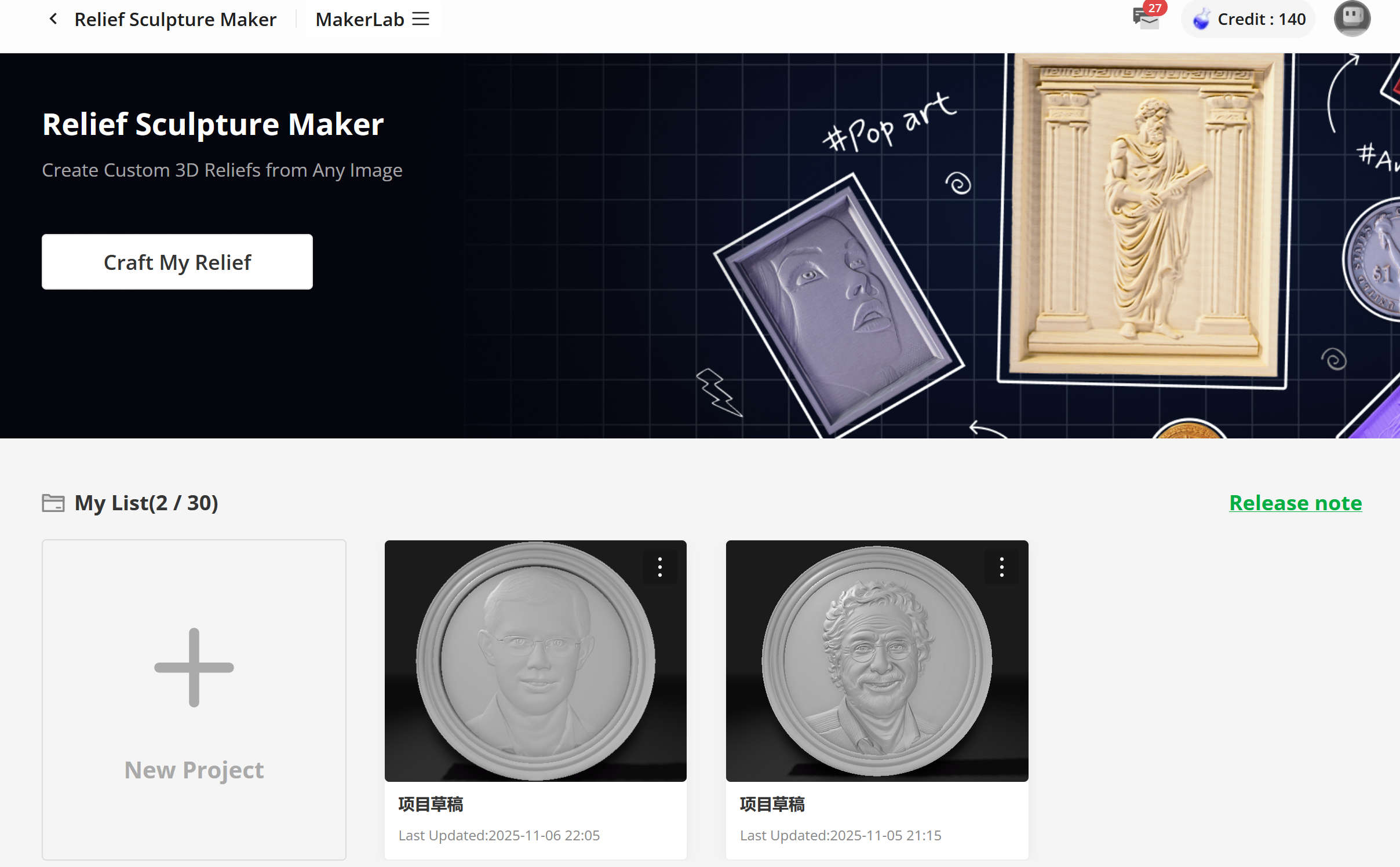
These three photos are the input image for my two coins’ design, while the Neil one is a sketch, and the Brett one is an original, colorful image. The third one I drew with Photoshop, and it will become the back side of the Brett coin. The circle frame is also automatically generated with that AI tool, in which you can select the style of frame. I noticed the sketch with lines (Neil) can produce much more stereoscopic relief when compared with the original colorful photo (Brett).

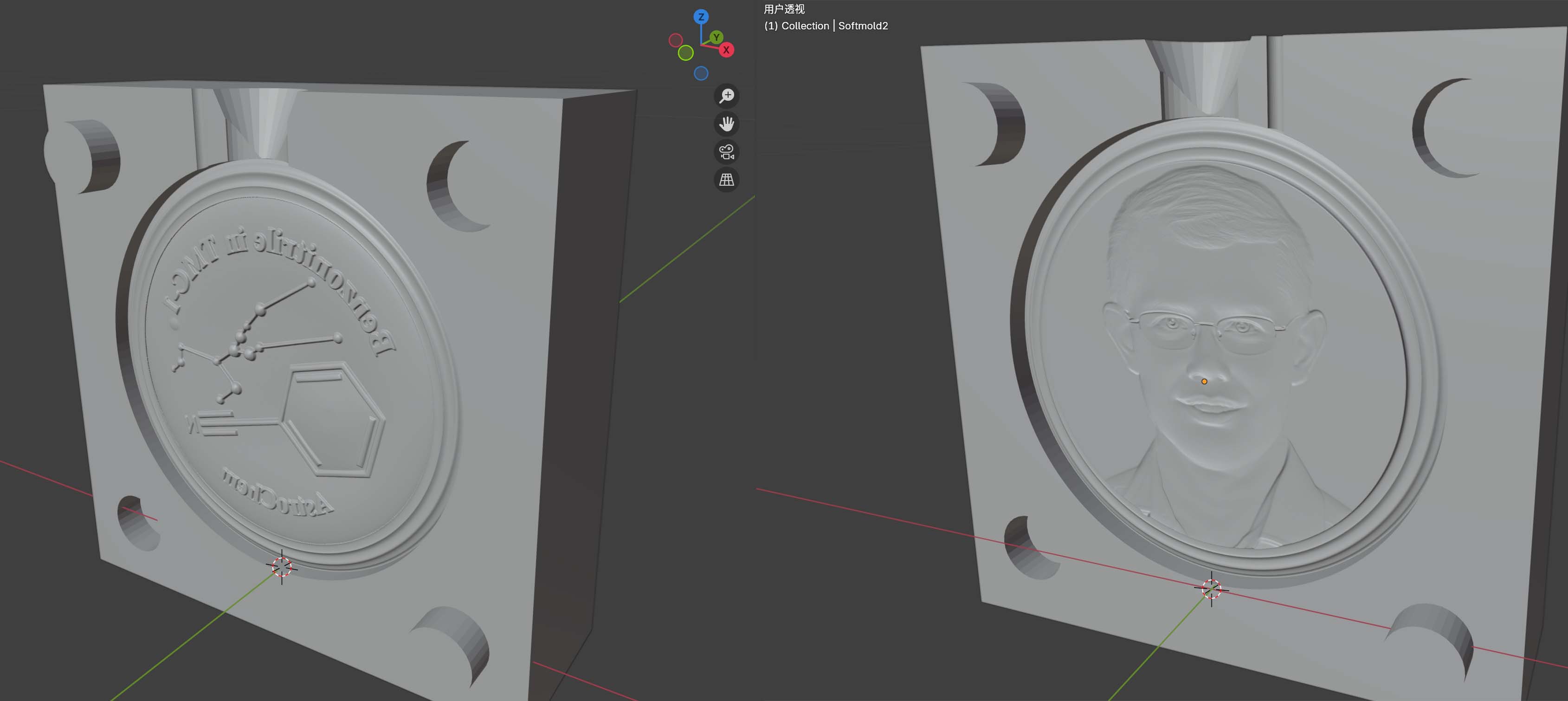
The output files from this AI tool are STL/3MF format, which is constructed by >10k triangular surfaces, and it’s very hard to edit. Opening such mesh files with Fusion/SolidWorks has a high risk of getting stuck/crashing. Reducing the number of triangular surfaces for the mesh can be helpful to rebuild the editable 3d object, but it will lose lots of details. I finally figured out the best way to edit them is to use Blender and apply Boolean operations to get the new mesh.
Note that before Boolean operations, it’s best to first rebuild the mesh with Blender. I encountered some strange bugs caused by the wrong normal direction (which is used to determine the inner/outer side of faces) that’s auto-generated by AI. Then, just use some standard geometry, like cubes, cylinders, and circular cones, to operate with coins (Intersection/union/difference). My final CAD design for molds looks like this: (with a pour hole and an air pinhole)
(Download: The blender original design file for two-sided Brett coin(1.2G))
(Download: All stl files for two different coins' molds design)
SLA printing of the mold for the mold
To print the one-sided Neil coin, I chose the easiest and fastest option: only print the main body of the coin with SLA, which has the most detail, and then FDM print the box to hold the silicone. Without the box to print, the SLA slicer is much easier and faster, since it will not form the bowl-shaped air hollow.

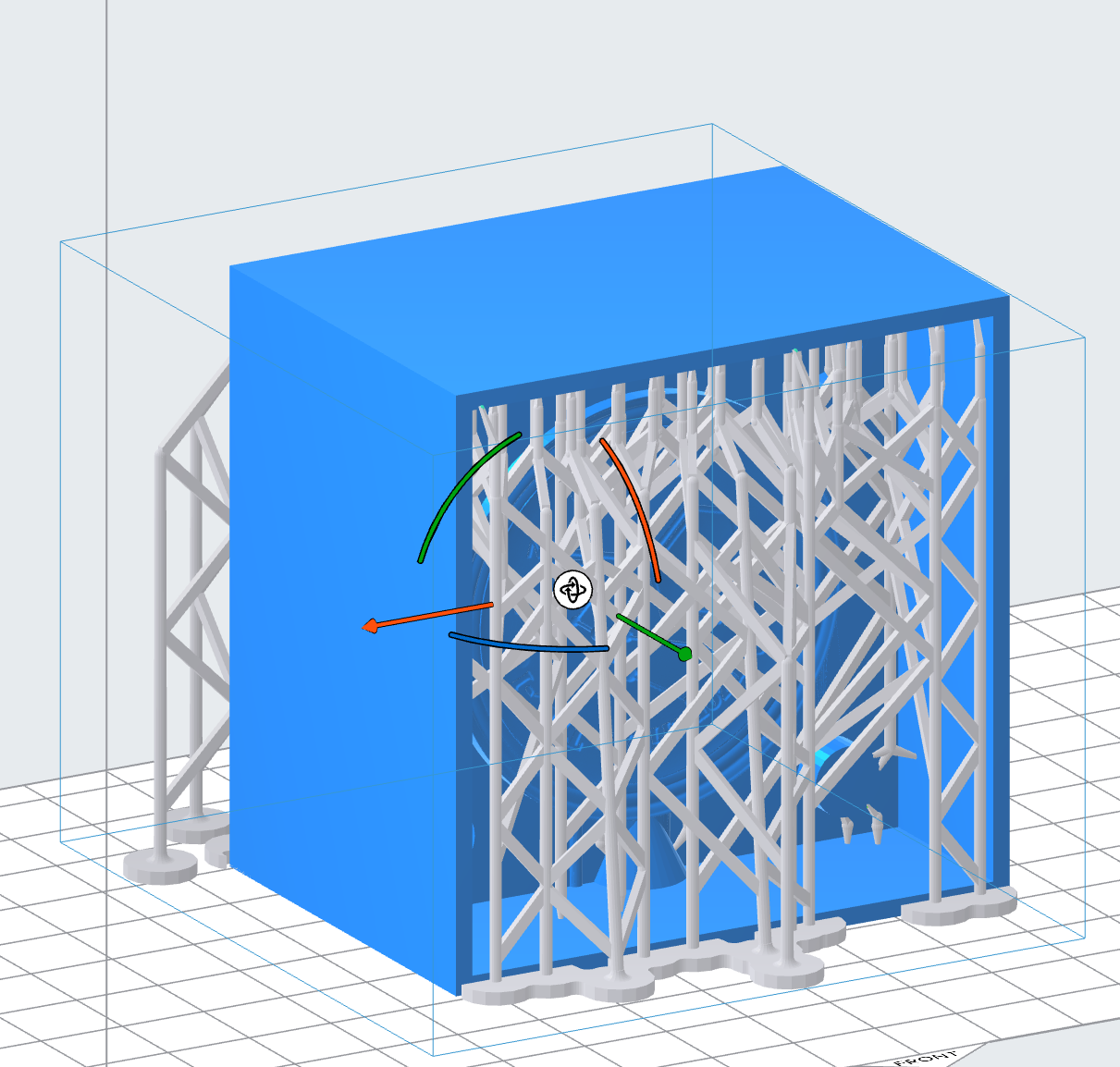
And for the two-sided coin, the structure is more complex with pouring holes, so it can’t be easily printed without the box. I choose to stand the boxes perpendicular to the printing plate, because this can avoid the bowl-shaped air hollow and any supports on the delicate coin surface. Another reason is, the perpendicular axis has a 0.025mm layer height, which can give me the best detail. To save time and resin, I combined these two parts box on two sides of one component.
Get a silicone mold from the printed mold
As I mentioned, I used an FDM printer to print a PLA box to place a Neil coin printed from an SLA printer. And then, I mixed the silicone A/B solution with a 1:1 volume ratio, waited for another 6h, then got this beautiful purple soft mold:
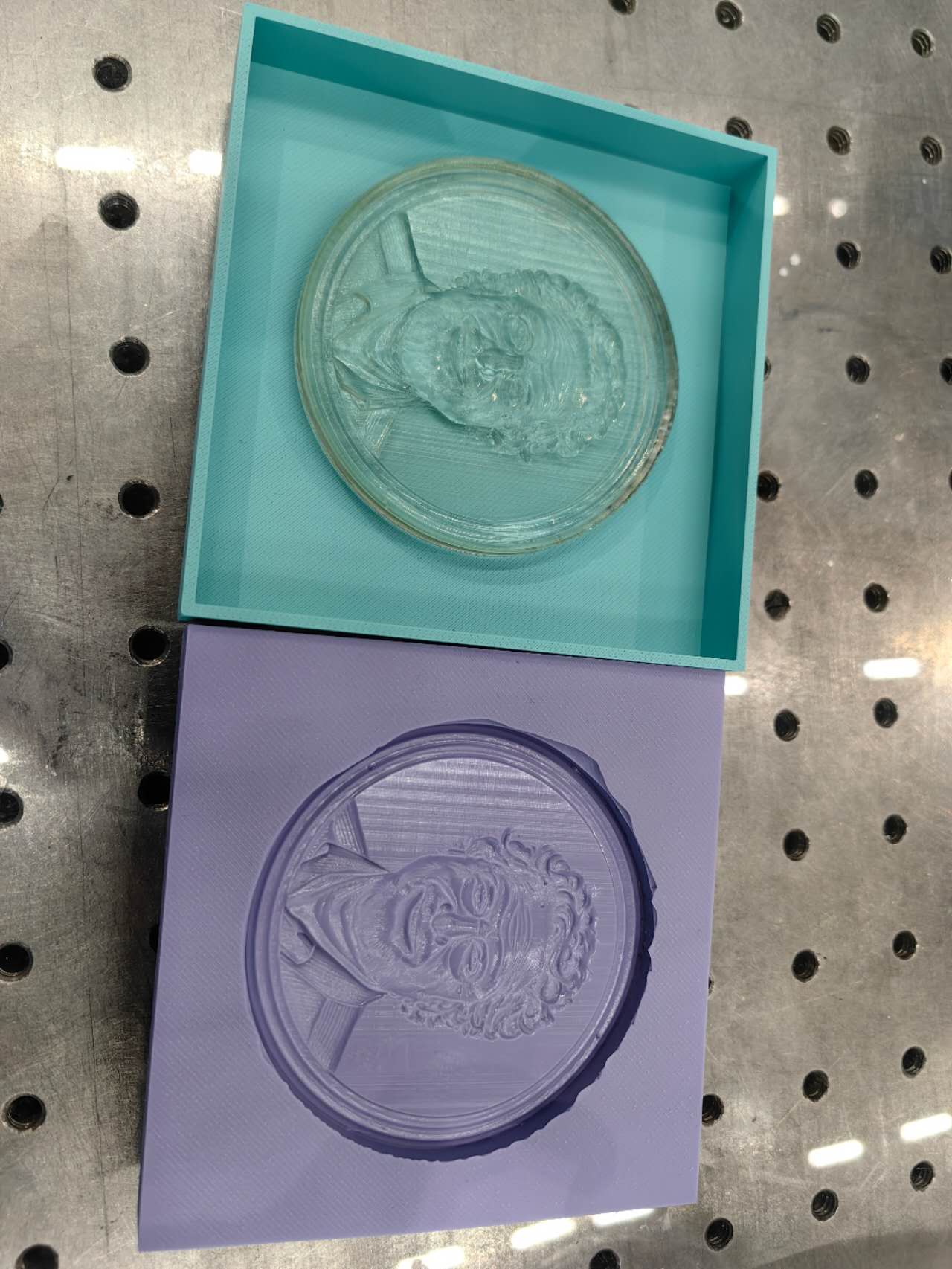
The edge is a little hackly since I didn’t think the silicone could even flow into the gap between the bottom of the coin and the box. Then I did a similar thing to the two-sided mold: 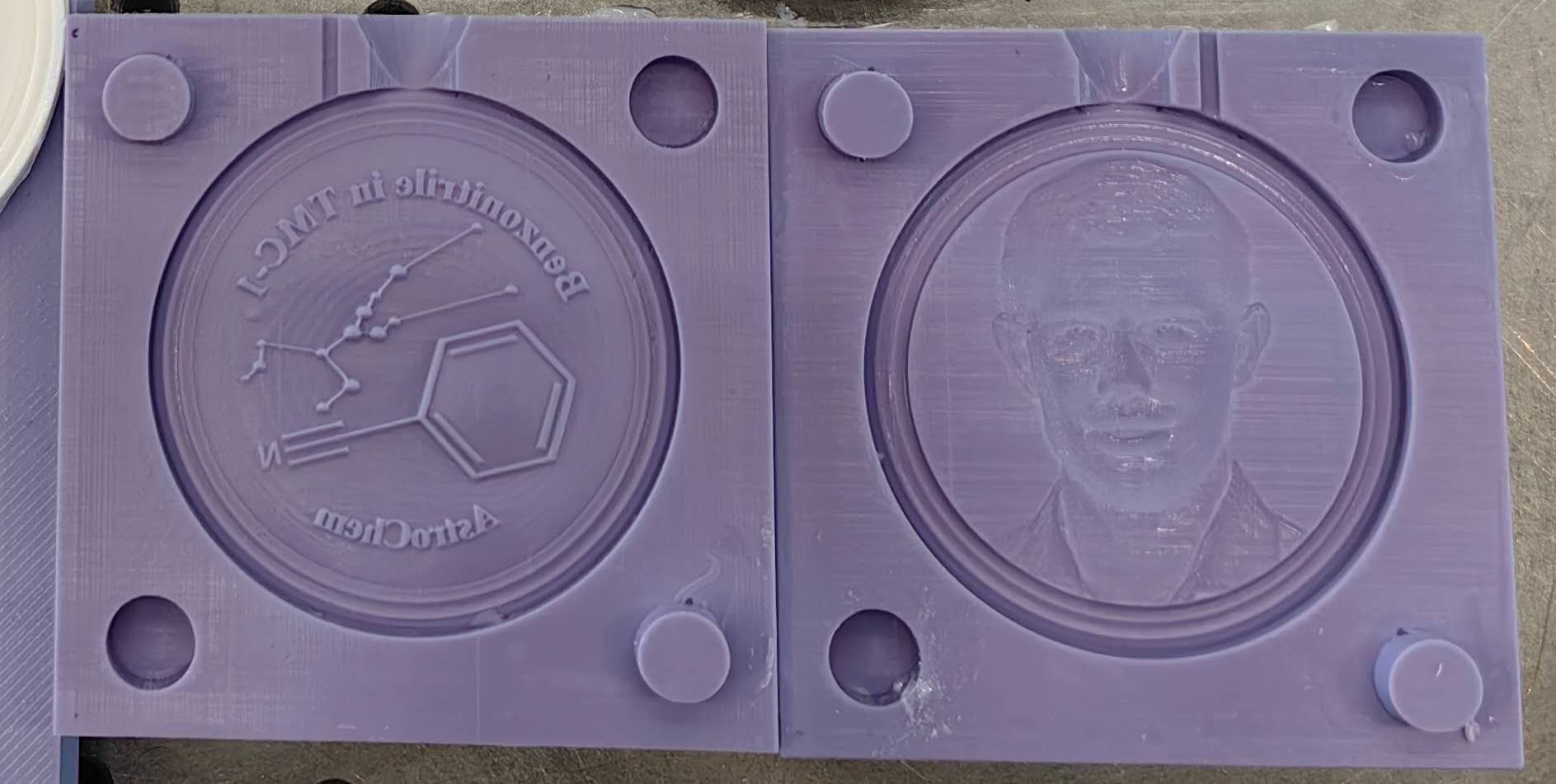
Thanks Ceci, for taking this wonderful photo of me when I was preparing the silicone solution!

White Resin casting
This is very easy, and when I use the fast-curing resin, it only takes 10 mins to become solid. The only thing is that the Neil coin needs secondary sanding for the hackly edge. Luckily, this plastic material is very easy to sand. Not sure why some results are shiny while others are matte, maybe the ratio of A/B solution can influence the texture result.


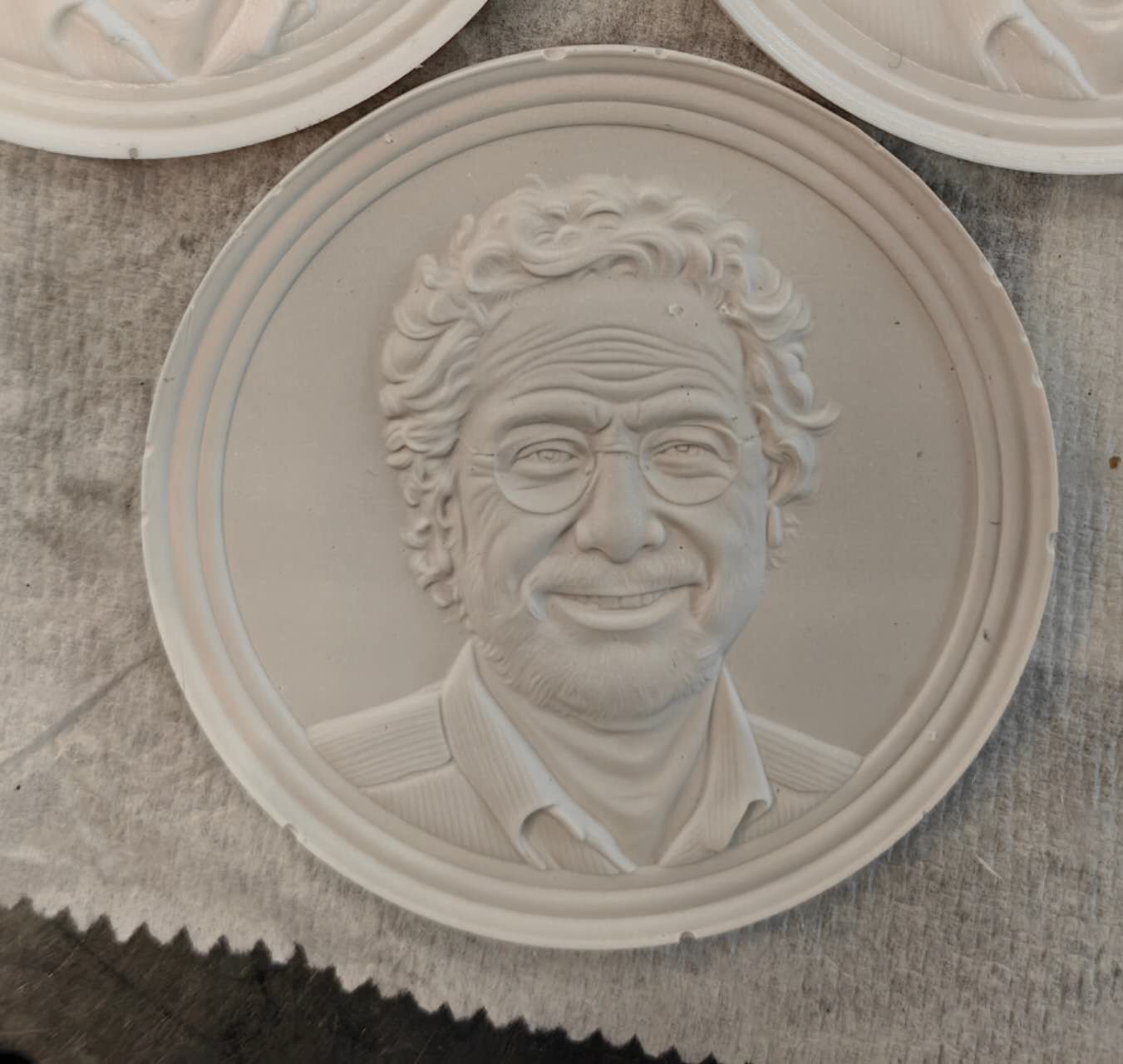
Drystone casting
The ideal material for relief should be gypsum (drystone, calcium sulfate). I begin to try it with the ratio of powder/water = 100:20 (weight), following the instructions. However, I noticed the mixture was too thick and couldn’t flow. When I increase the ratio to 100:30, it’s still viscous but able to flow. So I used this setup and it only takes only ~1 h to cure. The result is incredibly detailed! We can even see Neil’s hair and mustache, which is better than resin casting. And the matte texture of stone gives it a more stereoscopic feeling. I love it!
As for the two-sided Brett coin, it becomes super hard. The space inside the mold is very small, and the pour hole is too small for the viscous mixture to come in (even with a vacuum chamber), so I failed several times:

But then I came up with another solution: since it’s very viscous and even can’t flow, why not try to spread it first on two sides, and then quickly sandwich it, instead of pouring it from the tiny hole? It worked much better than the old idea.

Metal casting
The best material for coins should be metal! Sadly, the CBA shop is not going to hold the metal casting section, so I turn to the architecture shop to find help from Gert. We are using a Bismuth : Tin = 58:42 ratio alloy to get the melting point ~ 200 to 300 °C. The first step is to apply corn starch to the inner surface of the mold to help the separation of metal from metal when it’s cold. Then, put the mold in the oven to preheat it a little bit. Finally, we just need to pour it!

The two-sided mold worked pretty well since the metal is pretty heavy, so it can easily go into the bottom. The texture of this metal coin is so cool, and then I tried the “Giant” Neil coin.

Let me highlight the shiny Neil coin at the end. I feel like I cast a “Neil Prize” medal.

Chocolate casting
CBA shop doesn’t provide metal for casting, but we have chocolate casting materials! As a result, I would also like to try it. It needs special food-safe silicone so I tried to recast the soft mold with this new material. However, it’s a nightmare!
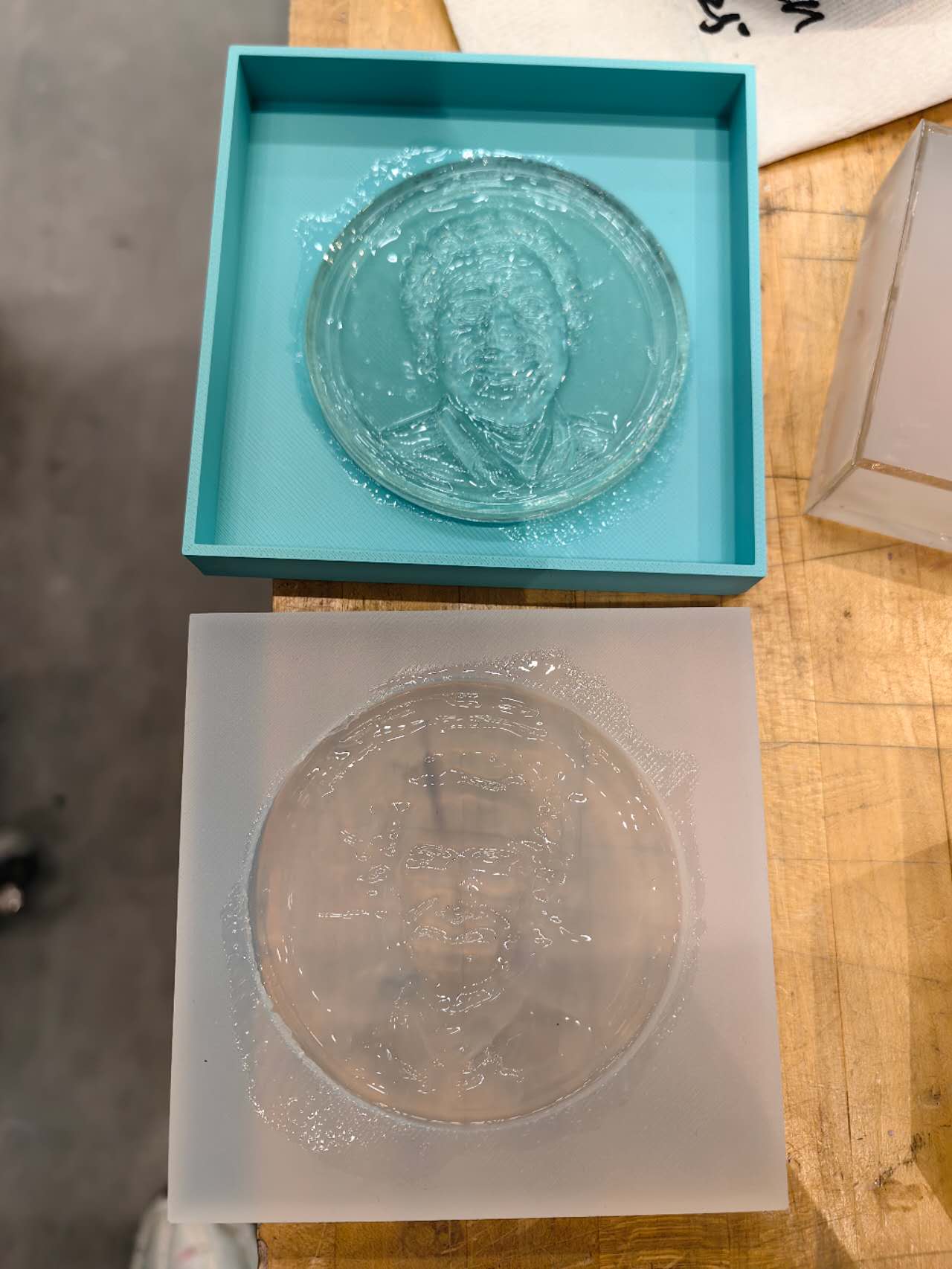
After 6h waiting, I noticed the silicone had become solid and got it out of the mold. But the inside of it was super messy! The clear resin from SLA printing seems reacted with this new silicone, and it ruined both the soft mold and the hard mold. The same thing happened for my two sides molds… Okay, not everything is smooth; there must be some pity. I missed an opportunity to let Neil eat the Neil Chocolate.