Week 10
Molding and casting week! When I was in preschool, my teacher gave me the nickname “Miranda Panda” (is it unrelated that I am Chinese? … I leave this as an exercise to the reader). So, this week I made myself into one of my favorite Chinese panda bear reaction images.
Miranda Panda
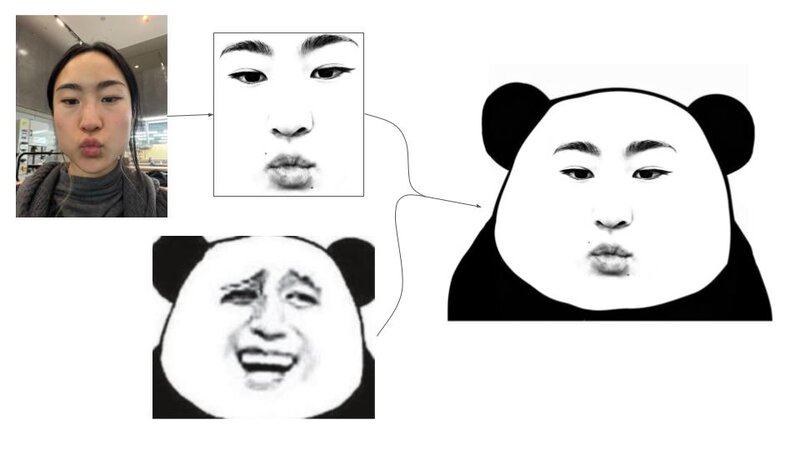
First things first, I photoshopped a selfie of myself to be black and white, and cropped / colored over the background so that it is mostly white and very high contrast. I then found the panda outline online and Photoshopped my face into it.
Making the mesh in Blender
Then, Kye helped me turn this image into a displacement map in Blender.
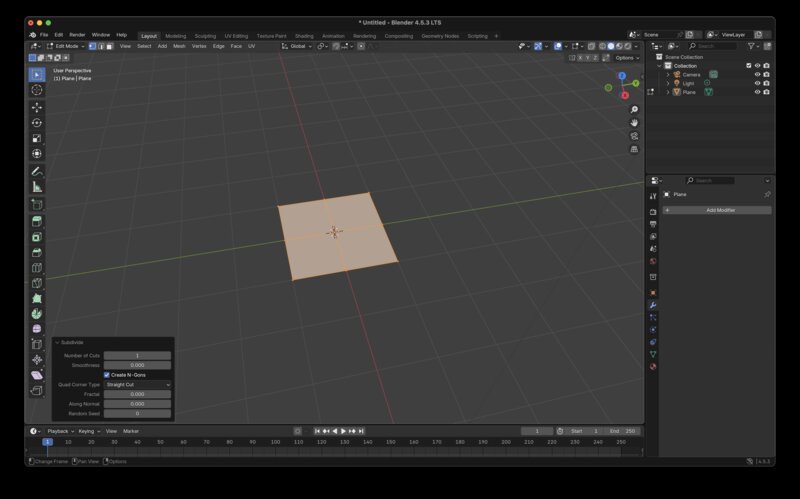
First I created an xy plane, and subdivided it by 100 cuts.
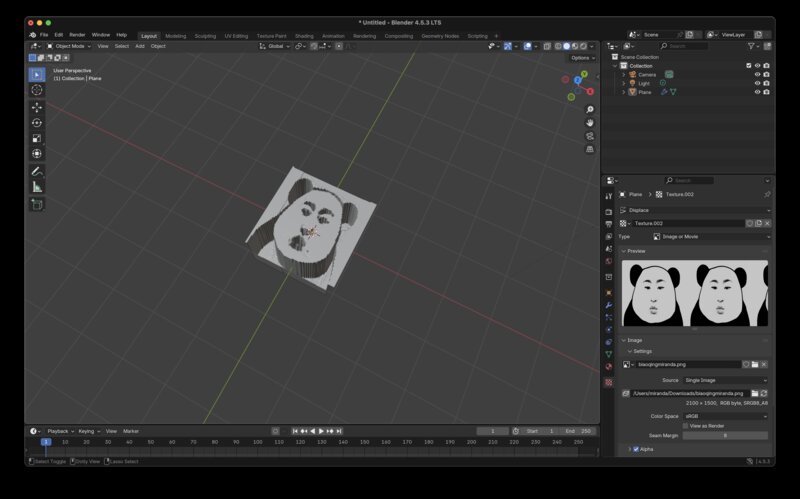
Then, I added a displacement modifier with a new texture, and in the texture menu added in my image and set the mapping extension to clip so that it would only appear once.
Then in the modifier menu I added a subdivision modifier and used Catmull-Clark subdivision to add a bit more detail to the mesh. Here were my two modifiers in sequence:

Next I baked my subdivision and displacement modifiers by pressing the down carrot in the modifiers menu and selecting apply.

I added a plane larger than the plane of the panda, extruded it downwards, and resized it on the z-axis to be 0% since it was retaining another imprint of the panda face. I learned some handy keyboard shortcuts - tab to enter edit mode, a to select all, s to scale.
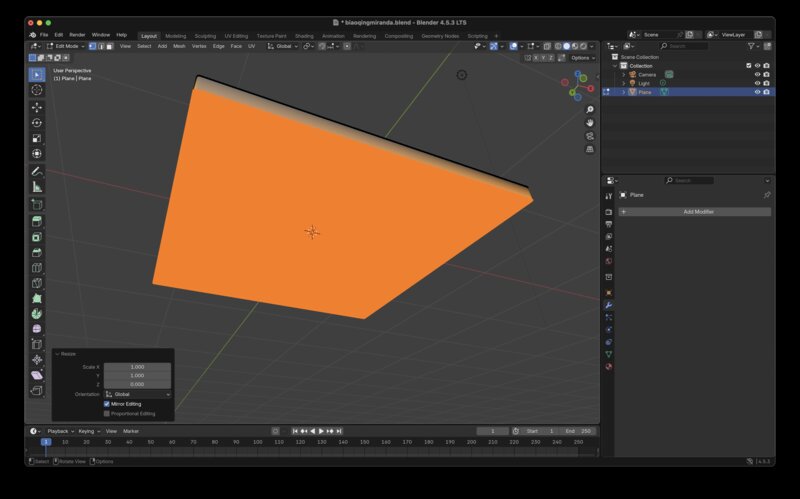
Then I exported this mesh as an .stl file.
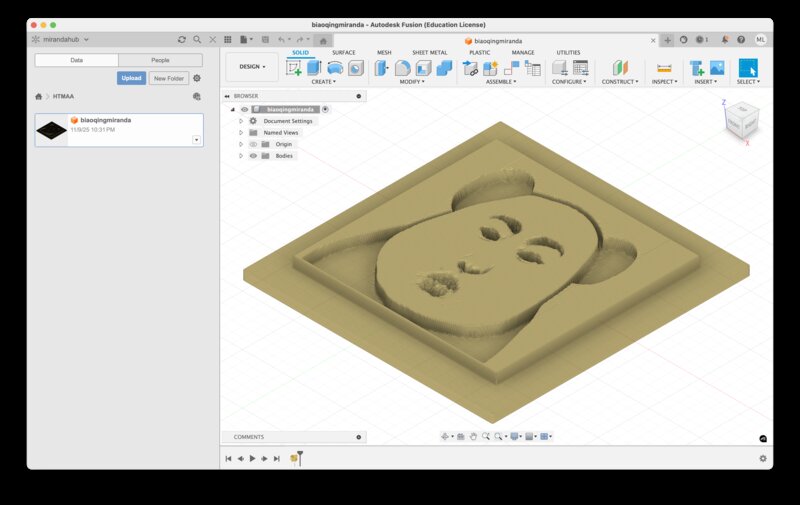
Making the mold for the mold in Fusion360
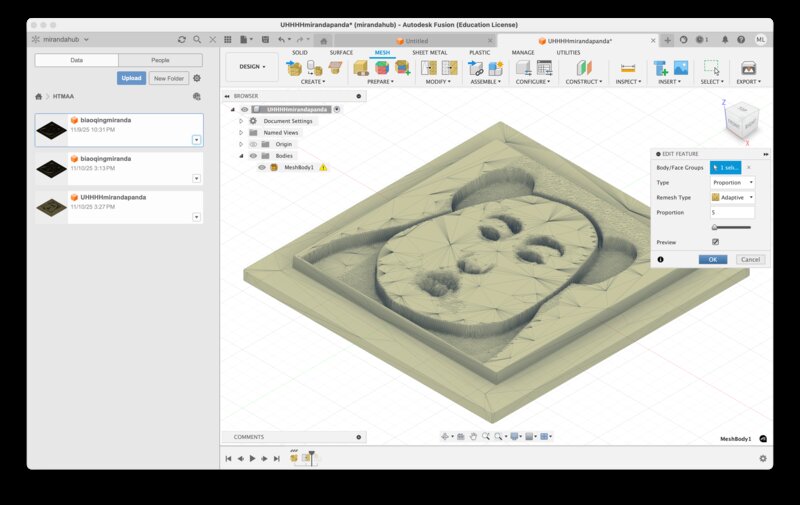
In fusion, I imported my .stl file. Turns out it has a ginormous amount of vertices and nearly crashed my poor Macbook Air, so I had to reduce it using Mesh > Modify > Reduce to 5% of the vertices.
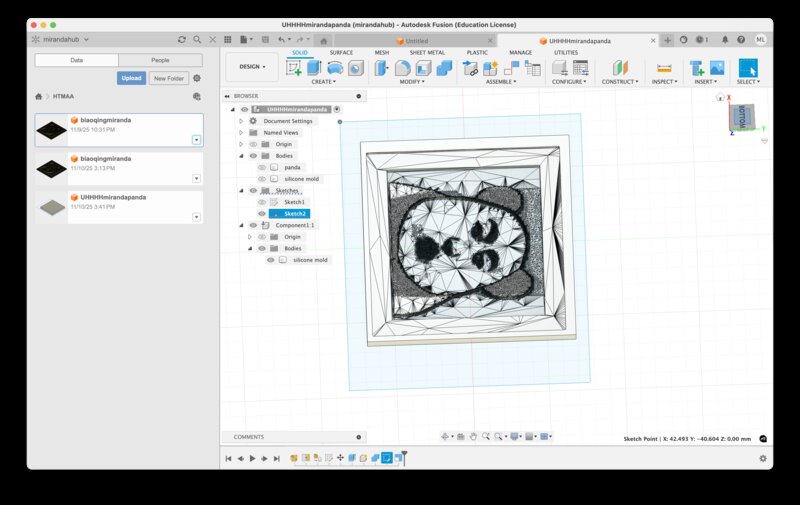
Then, Kat helped me quickly model my silicone mold. I turned my mesh into a body using Mesh > Modify > Convert Mesh, added a new plane at the top of where the silicone mold would go (the bottom of my panda bear tile), and extruded it so it absorbed all of the panda bear tile. I saved this as a new body, and Kat recommended I not use the default cut operation so that in my design tree I could have every intermediate body. I then used the Combine operation on the silicone stock and used my panda as the tool body to cut it out. We finished doing all this and then my Fusion360 crashed, so I had to start again. Since I was moving so quickly I did it rather asymmetrically, as you can see below, which I later regretted.
I did all of this all over again to the silicone mold body to produce the wax body.
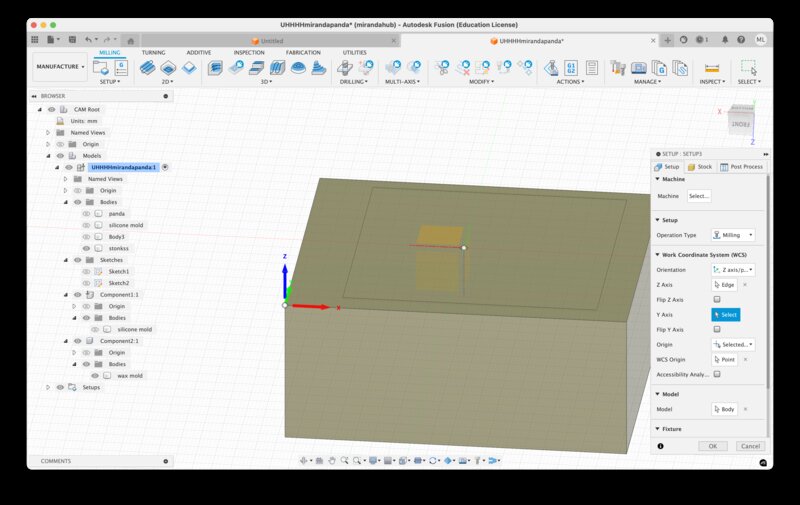
Then, Alfonso helped me set myself up for milling the wax mold for a mold on the Genmitsu! First, I measured the wax block and created a similar sized body in Fusion. In the Manufacture tab, I added a new setup – I set the origin to be a point on that stock body, and set the silhouette to the inside edge of the tile so Fusion knows where the exciting details are.
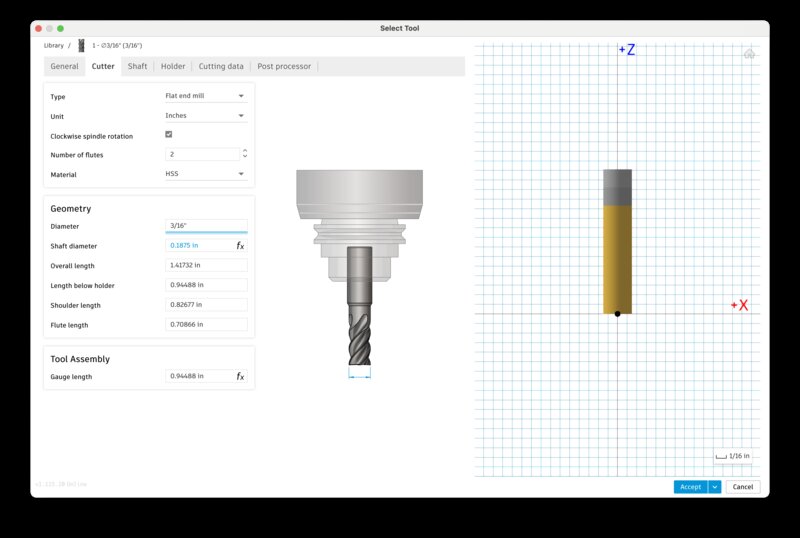
Then, I added an adaptive clearing pass by going to 3D > Adaptive Clearing. I also had to create a new tool for the endmill I was using, a 3/16” flat end mill.
Here was my adaptive clearing pass.
![]()
I repeated this process for my finishing pass by selecting 3D > Parallel, and making a new tool for the 1/8” ball end mill.
![]()
Finally I right clicked on each of my passes one at a time and selected postprocess, using the grbl format for post as per Dan’s instructions.
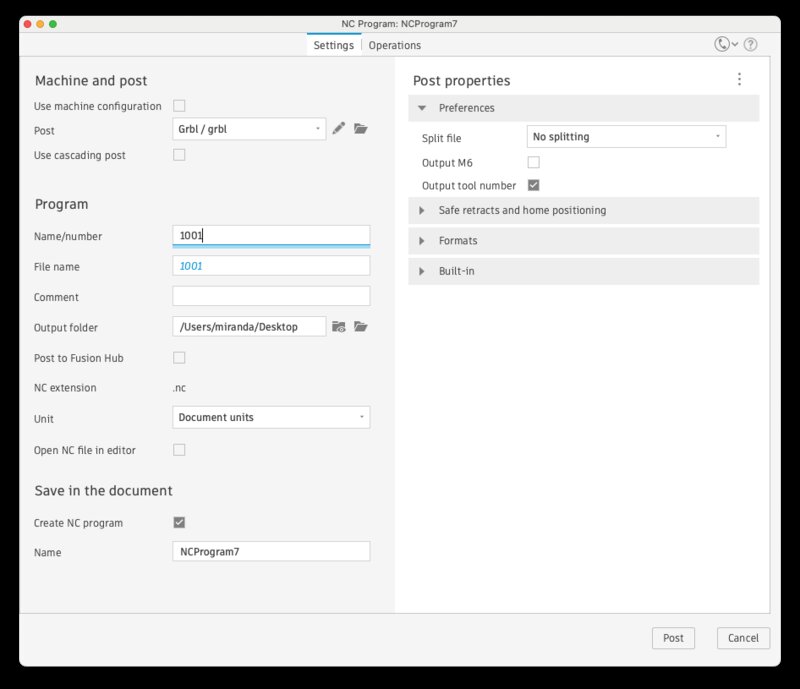
This allowed me to export my gcode for both passes. I was ready to mill!!
Mold-for-the-mold-making
On the Genmitsu mill, Alfonso helped me use this nice wrench tool to clamp my wax stock in an orientation that corresponds with what I had set in Fusion.

I loaded my gcode file for the adaptive clearing pass and deleted a line at the beginning which presented a warning about z-height as per Dan’s instructions.
Next I had to set the origin to be the corner of my stock. I first zeroed the z-axis by moving the end mill on top of the stock and carefully lowering it on top of a sheet of paper. Alfonso showed me that I want the end mill to “bite” the paper on top of the surface, but not rip it.

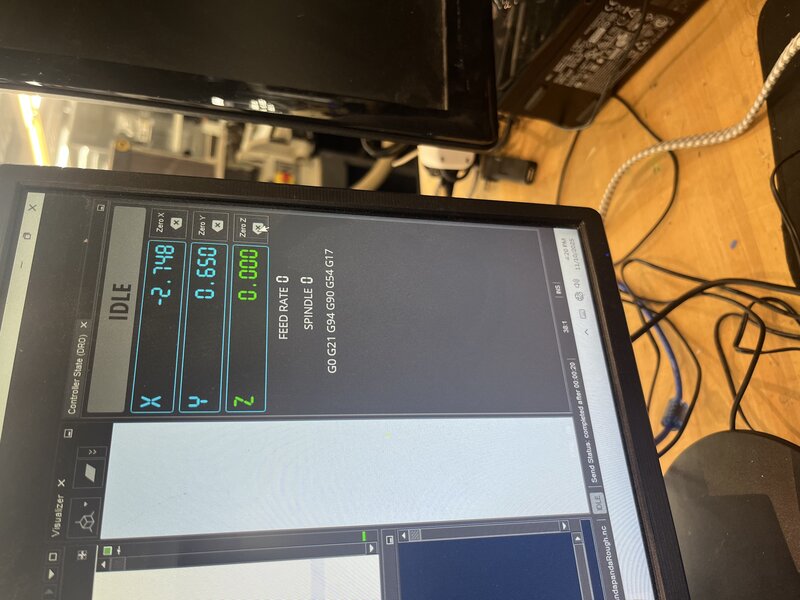
Just to test the gcode, we moved the end mill far off the stock and played the run to ensure it was doing something reasonable. After ensuring that it was, I zeroed the x and y by moving the center of the end mill to be aligned with the bottom left corner of my stock in both directions.

After the adaptive pass was finished, I changed out the end mill by sticking it into the appropriate collar and tightening it into the end mill holder. I then ran the finishing pass with the ball end mill. Alfonso and I got a bit overexcited and prematurely stopped the finishing pass, which I subsequently regretted. But anyhow, the final product was done!

Mold-making
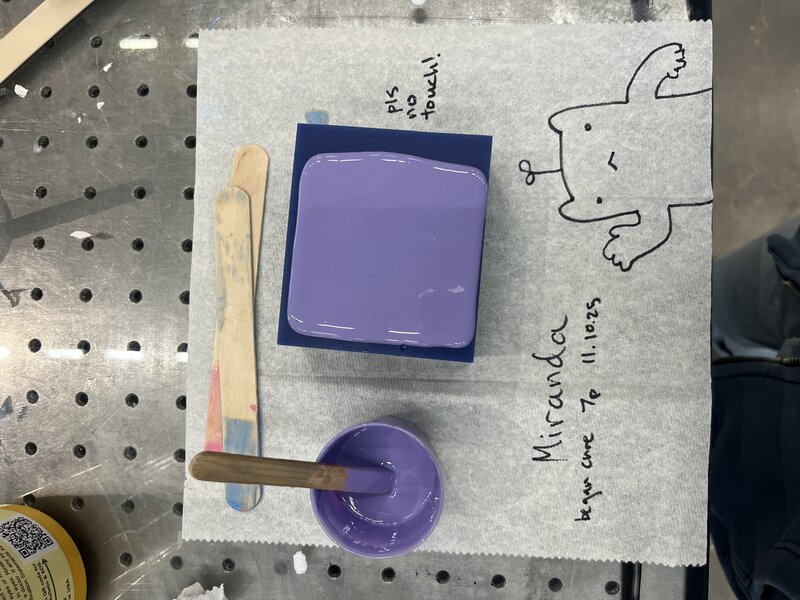
Then it was time for casting the mold in silicone. I mixed Oomoo silicone A and B thoroughly in equal parts.
(Note: I did not actually drink the silicone.) I poured it slowly into the mold and tapped out the bubbles, and let it cure overnight.

In the morning I removed my silicone mold:

Panda time
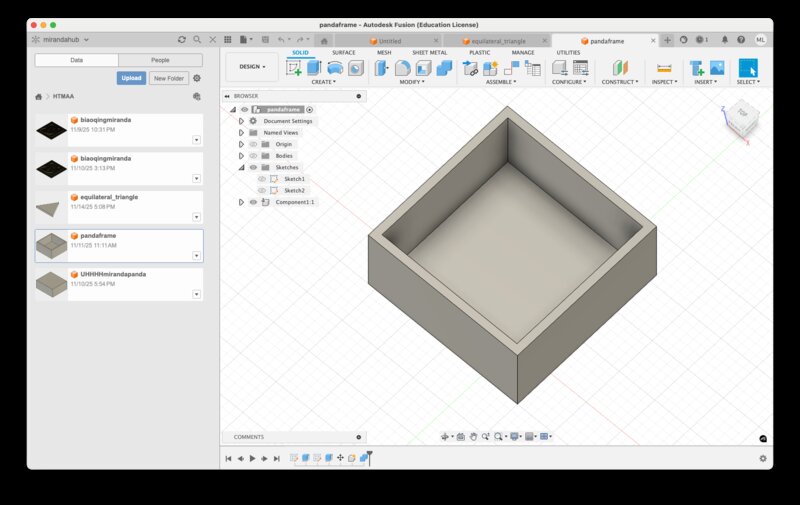
I was worried that my tile would not cast properly since it was too shallow – I planned to later add black epoxy into the divots, so I needed the initial piece to be sufficiently deep that the divots would not be holes through the entire piece. So, I decided to 3D print a quick frame for it, just a simple box to add taller walls around the sides of the mold.

I measured the silicone and CAD a simple box which was the same size as it in Fusion360 so the box would house the silicone mold with as little gaps on the sides as possible.
Once the box was printed, I coated the box in demolding agent, and stuck the mold at the bottom of the box.

I cast white epoxy into the box, and ultimately had to destroy the box to get it out… the epoxy leaked between the layers of PLA and became permanently fused with the box. I learned another lesson about why we don’t use PLA for moldmaking…

After I had my white panda base, I was ready to add the transparent black epoxy. To do this I mixed clear liquid epoxy and, while it was still liquid, added in drops of black alcohol ink until the translucency was about how I wanted it (I tilted the cup and checked that the thinner areas still appeared somewhat grey whild the darker areas were black). Then, I poured it all over the top of my white mold. I was initially trying to only “aim” it into the divots and avoid placing it on the white areas, but I almost immediately dripped it on the white bits and couldn’t sop it all up, so I figured I’d just submerge the whole thing and sand all the parts I didn’t want on there off anyways.
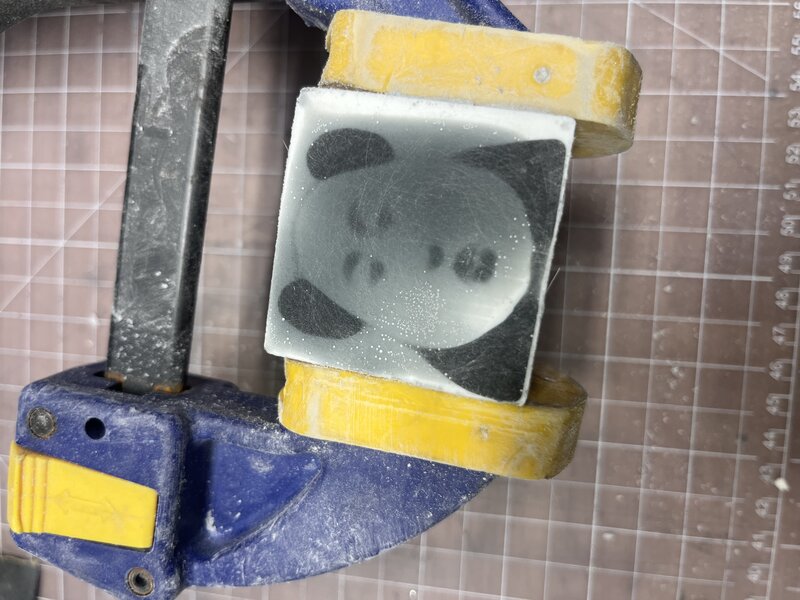
After this, I was ready to get rid of the topmost layer of black epoxy. In order to hold my panda tile steady for sanding I derived a 2-dof clamp setup where I clamped a clamp and used that clamp to clamp my tile. Clamp clamp clamp! I started by using the orbital sander with 80 grit sandpaper to remove most of the black layer until the pattern was beginning to show through a bit more.

As I got close, I began sanding by hand. I used 120, and then 220 grit sandpaper.
Towards the end, since my piece wasn’t totally flat, I needed more fine-grained control of where to remove material, because in some places I’d removed too much and in other placed I hadn’t removed enough. I didn’t want to accidentally erase any detailed lines so I went in with a dremel, which allowed me a lot more precision:

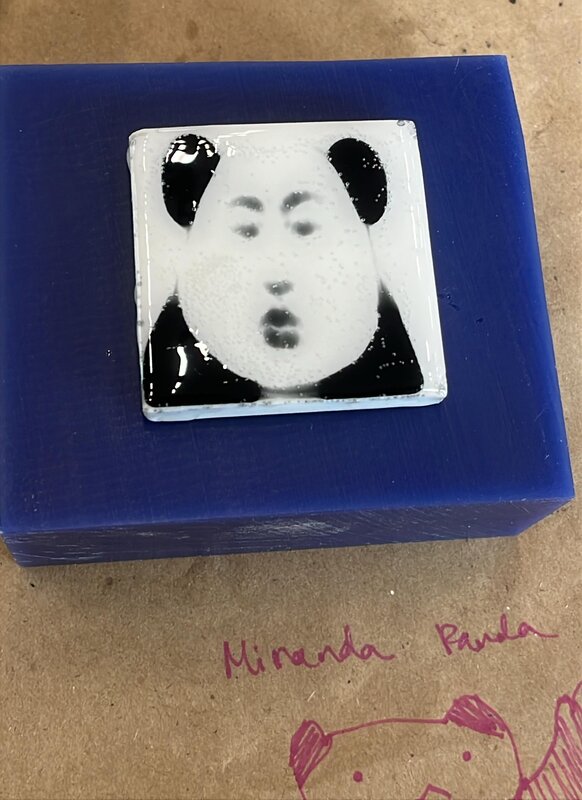
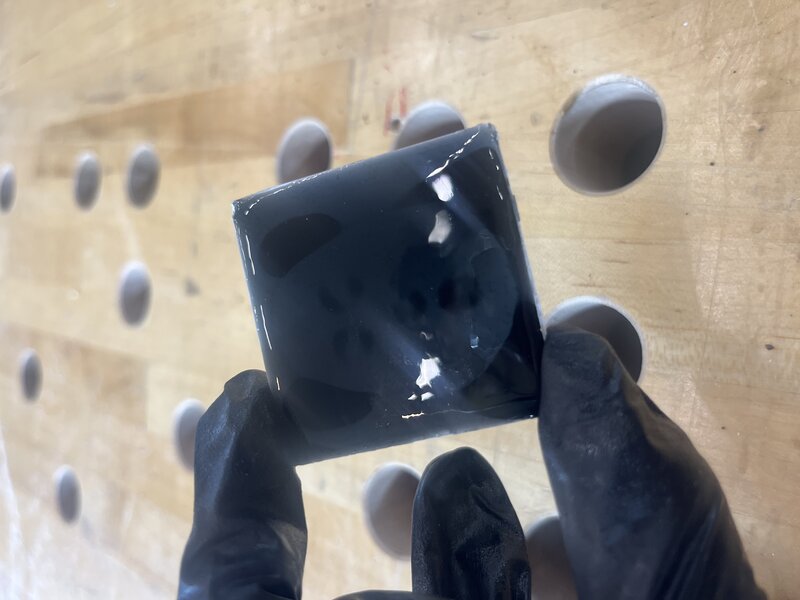
Finally, to return the shiny surface I added a final layer of clear epoxy and let that cure overnight. I suppose I was a bit rushed in doing this, as there were many bubbles in the final product, but overall I’m elated with the final Artifact! It came out just as I had hoped it would, and I now have a (albeit tedious) pipeline for going from a greyscale image to a physical, plastic object.
Molding & casting with Kat & Dan!
Kat gave us a great demo on how to mold and cast, which I unfortunately did not take pictures of. We learned about the different materials which can be used to make the mold of a mold, the mold, and the final thing. We learned that 3D printing with, eg, PLA like we had previously been doing would result in an uneven surface finish; printing with SLA would fix this but is much slower and more expensive. Kat recommended we mill machinable wax on the Genmitsu for our mold of a mold, doing two passes (roughing and finishing) to create a smooth final surface.
Dan showed us how to use the Genmitsu to manually set the origin on our wax stock by positioning the endmill by hand.
