I started the week by reviewing notes from Kat's recitation and checking out some mold making videos on YouTube (Day 21 and Day 22 were most useful). I remembered Neil saying in the lecture that it is better to next one part of a two-part mold in the other rather than adding keys everywhere, so I opted to do that in my design. Initially I thought it would be nice to make a mold of a turtle, but I eventually decided against it since the files I came across had features that would be difficult to unmold, I ran into some issues with the meshes, and I prefered to design my own part anyways. Here are some nice turtle models in case you're interested: Turtle by Tinker Girl in Tinkercad, Tinkercad turtle tutorial on YouTube, and this low poly turtle by ClydeXYZ on Sketchfab. I also sketched out some potential mold configurations had I gone forward with the turtle idea.

Following this, I looked around my kitchen to brainstorm what might work well for my new mold. I decided that since the candy in our candy bowl keeps going missing, I thought it would be a fun idea to make a permanent occupant. Thus began my journey of making a candy mold (unlikely to be made of actual candy). I initally added lettering which I increased as large as possible, but I soon realized that in order for the lettering to fit, I would need to make the candy piece very large. If the smallest endmill was 1/16”, then that would mean it would be able to cut at best 0.0625 in, so I aimed for 0.07 in (1.778mm) which is the realistic minimum resolvable feature size. In reality, this would mean I would need to make the candy too large for the mold blocks we had available, so I opted to do away with the lettering.

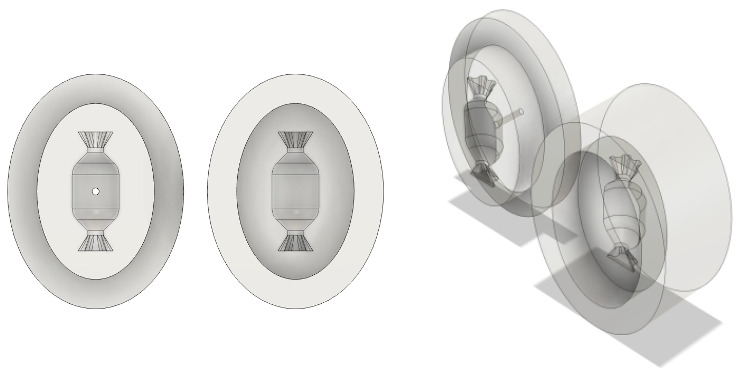
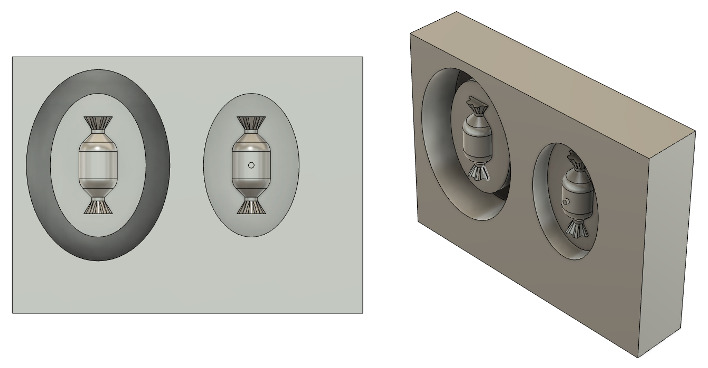
I removed the lettering and reference Neil's molding and casting example to be able to more readily spatially reason how the mold halves would nest. I used a curved outline and decided that although I would add in a pour spout, if the mill didn't quite cut it out properly, I could always go back and drill it out. I struggled for a bit with the spatial reasoning portion of this, so I decided to just make the model for the silicone mold (in my case this was Oomoo 30) and then subtract that from a block to get the model for the wax mold. Here is the CAD of the silicone mold (semi-transparent) followed by the CAD of the wax mold (opaque).
I switched from Design to Manufacture and created a Setup. I set the axes such that they matched the mill I was going to be using (Genmitsu PROVerXL 4030 V2) where z is up out of the stock, x is right, and y is up along the top surface of the stock. I also input the dimensions of the stock.

Once I'd done this, I set up a facing operation using the 1/4" flat endmill and modified the tool to have the proper dimensions and use Aluminum - Roughing for the speeds and feeds parameters. I ended up needing to decrease retract height to 5mm with clearance 1mm since the mill we had available had a very limited z travel. The next operations I added were Adaptive Clearing, Flat, and 2D Contour (with a stepover of 0.3mm). For the final Scallop operation, I changed the tool to a 1/8" ball endmill and needed to further decrease the retract height to 2mm and the clearance to 0mm to work with the mill. I played the simulation and all looked good. I used the GRBL postprocessor and exported the file.
I would like to preface this section by saying that the Genmitsu PROVerXL 4030 V2 we were using seemed to have a lot of firmware issues. Its reactivity to button presses was intermittent, it had trouble remembering its position, and it would go idle for seemingly no reason. In short, it was anything but predictable, and using it was rather frustrating.
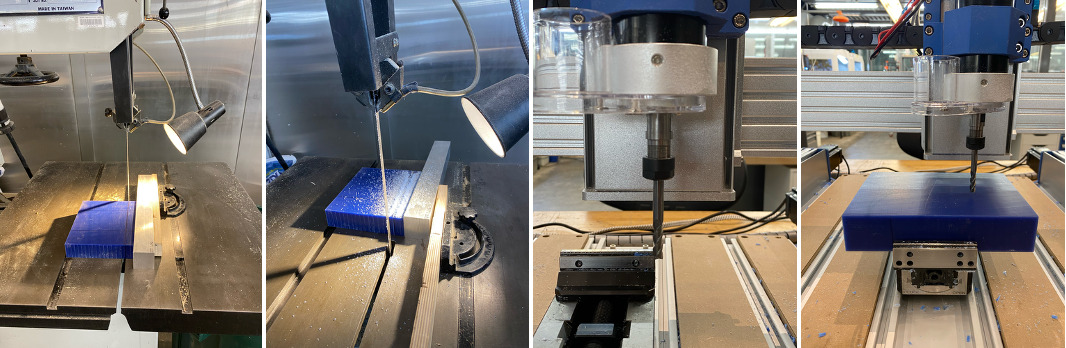
After finding the endmills and exporting the toolpaths for the 1/4" endmill, I went to put the stock in the clamp and realized it was too big. I resized my CAD files and modified the stock dimensions in the CAM, and I re-exported. Then I used the bandsaw to cut the wax to size, relying on a block for alignment. Following this, I loaded in the 1/4" flat endmill, jogged it out of the way, clamped in the wax, and returned the endmill's position to above the wax.
I uploaded the gcode and tried zeroing. Unbenownst to me, the machine had forgotten its position and instead of moving to the top right corner as expected, it, plunged left and downwards into the stock. I hit the emergency stop button and proceeded to try to convince the machine to work properly, restarting it, resetting it, addressing false alarms, and more. Eventually I got it to somewhat behave and decided that I should test the facing operation on a different piece of wax since mine was the only one large enough to work for my design. Here is the hole that resulted from the plunge followed by using the new wax piece as a test by setting the zero, deleting this line of code that triggers the alarm, and performing a successful facing operation.
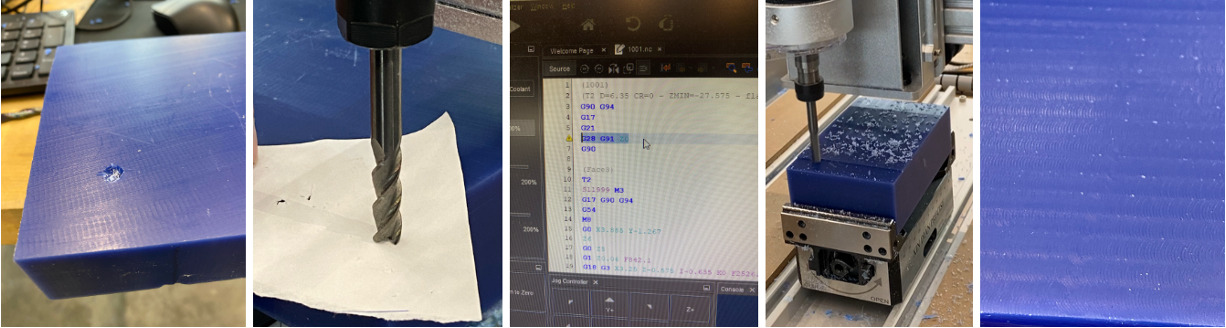
This worked great so I moved on to my real workpiece. The facing went well, and then came the adaptive clearing. The noise was definitely that of rubbing, but unfortunately the Genmitsu is not able to have a higher speed than the one I was using, so it was not possible to get out of this noisy regime. To reduce this in future, I could use smaller stepdowns. Here is the wax after roughing (left) and then (after changing to the 1/8" ball endmill), after finishing passes (right). Another alarm went off after the finishing had ended on one of the mold halves because the Genmitsu forgot its z position and incorrectly thought it was being told to be higher than it should be. Because of this, I created a new CAM for the final mold half finishing passes and reexported. This worked just fine.

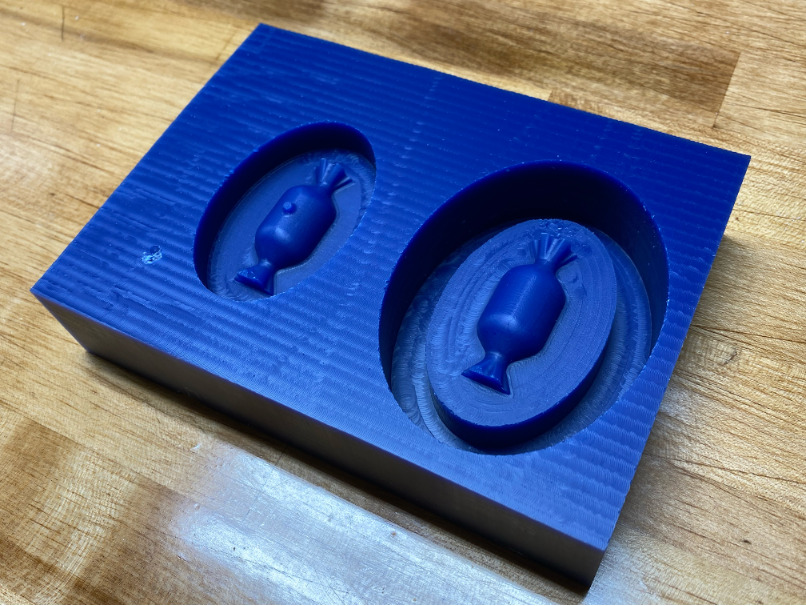
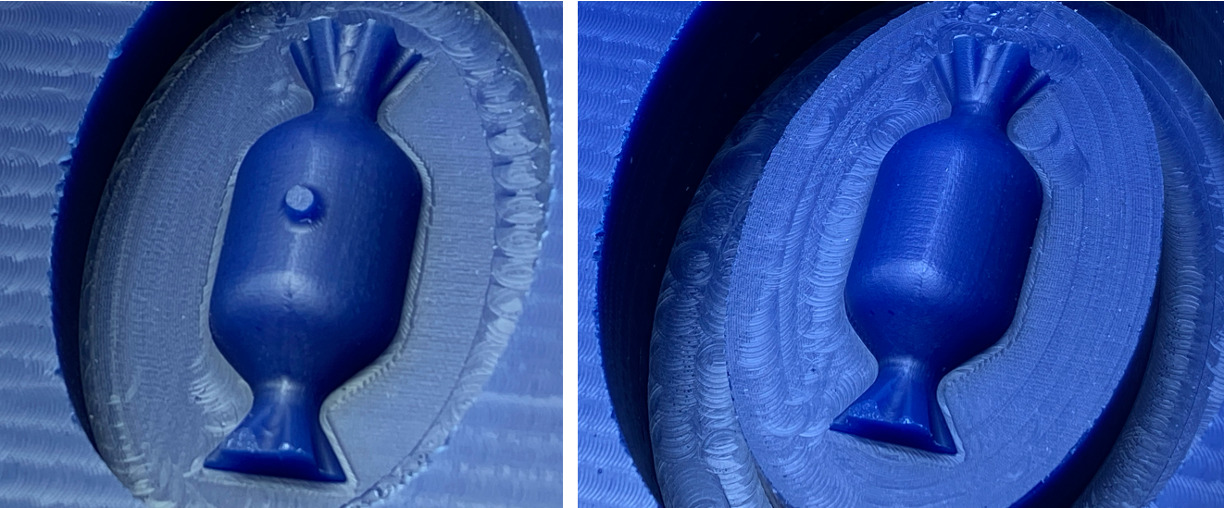
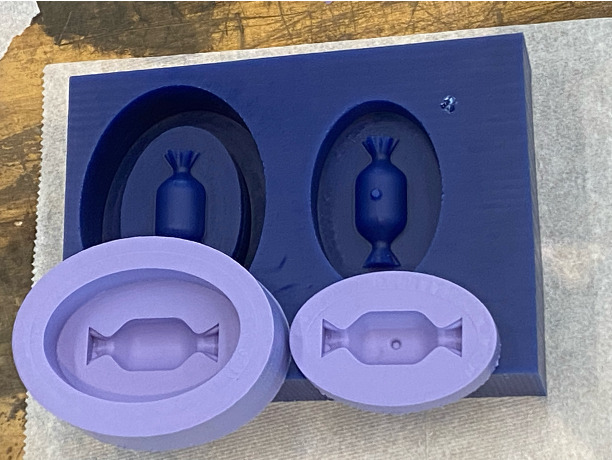
Here is the mold following quick cleaning, along with zoomed-in versions of the two candy halves.
After reading the safety data sheet for the mold making material from Smooth-On, I filled a container with 10 oz of water and then poured it into my molds to measure their volume. As it turns out, they contain exactly 5 oz. I prepared a couple ounces more than that of the mold making material, stirred parts A and B individually and then together using shearing to minimize bubbles, and then poured a thin stream into my molds. I will check on them once they finish curing to unmold them.
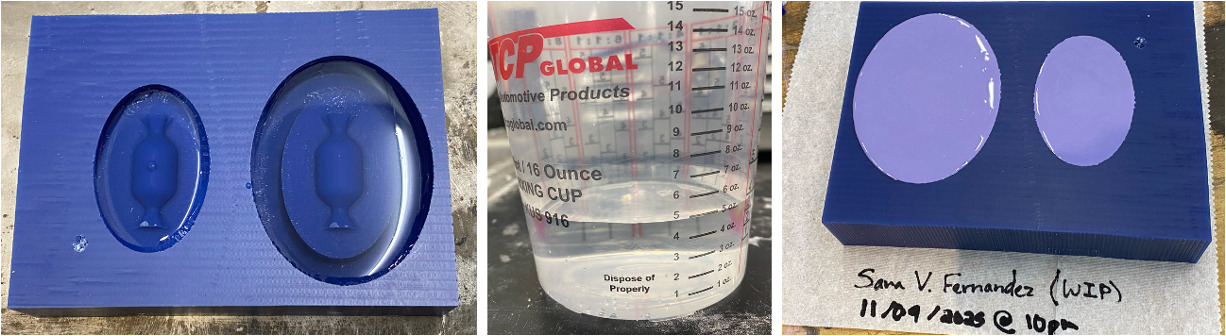
I waited overnight for the silicone to cure and then demolded it.
Then I got some advice from Dan on how best to prepare the silicone mold for being filled with epoxy, and we landed on using Slide Epoxease, a non-silicone mold release agent. I cut the fill hole larger at Kat's suggestion and then got set up in the fume hood. I sprayed the molds with the release material, allowed it to dry, and then shut the lid. Since I was working in the fume hood, there wasn't a good way to clamp the mold shut, so I found some metal stock to weigh it down. I then mixed the epoxy with a 2:1 ratio of epoxy to hardener and tried to fill the mold. The cups we had available didn't have pour spouts, and I realized too late that bending it to create one would just cause the cup to break. Because of this, my filling method became pouring way too much material onto the top of the mold and guiding it into the fill hole using a popsicle stick. I pressed down on the mold top periodically to release bubbles and allow the viscous epoxy to flow into it. After cleaning up the area a bit and sequestering the now hot and melting plastic cup (due to the exothermic reaction between the epoxy and the hardener), I left it to cure overnight.

I returned and thought about what the best unmolding method would be. separating the two molds was easy, but there was a lot of excess epoxy on the top. Dan suggested I use pliers to try to snap some of it off and that worked well. I started trimming the excess with an exacto knife, and Eitan suggested that I could cut the nub left over from the pour spout with this other tool. I did this and then "polished" it with IPA to smooth out the surface further. The images show the top and bottom of the candy during the following post-processing steps. The leftmost images are the initial "candy" without any processing, then after breaking off the excess with pliers in the middle, and finally with just the small skin at the seam on the right.
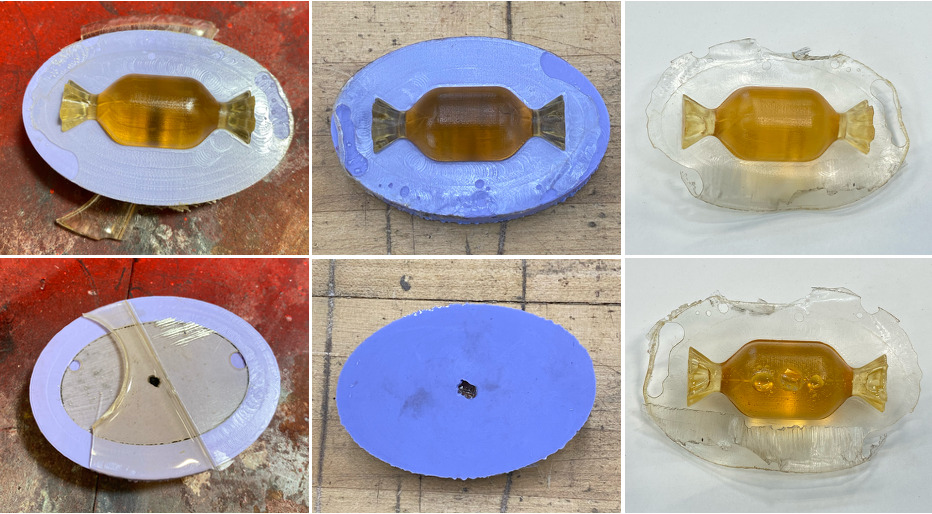
Here's how it turned out. One side was very pretty with a good surface finish, but the other side (the top) unfortunately accumulated quite a few bubbles. Fortunately the bump caused by the pour spout makes it rest on a table to show the pretty side. There was also a slight seam where the two mold halves had been pressed together. I was able to reduce that effect by cutting the seam off and "polishing" with IPA, but it definitely wasn't perfect. The images show the nice side of the candy (left), the seam (middle), and the not-so-nice side that had some bubbles plus the excess epoxy from filling (right).

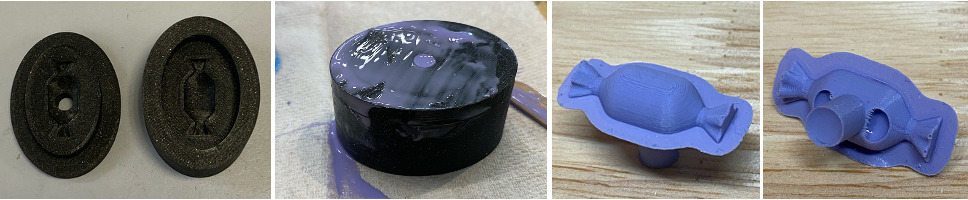
Previously I had printed out a mold in PLA to use with silicone as the candy material, but I made the mistake of filling it with epoxy first which cured to the PLA (let's call this Attempt 0), so I reprinted that and filled it with silicone. Prior to this I had made one with silicone poured into it, but the pour spout was too small to let in the silicone. The top row is with a mold that I needed to drill a bigger hole in since the pour hole was too small. The bottom row is a successful silicone casting, but there were some trapped bubbles and of course a need for post-processing. The "candy" was soft and squishy which is what I was going for. The surface features are much more visible here, and using IPA to attempt to smooth those out didn't work too well. From others' work, it seems that the SLA printers yield the best resolution and require the least labor to produce. This is a good learning for the future.

I read through the safety data sheets for all the materials I used prior to using them and wore gloves throughout. More documentation of the group assignment can be found at this week's group site.
{kind=link}