3D Scanning & Printing
Assignment 04 · Design Rules & Self-Portrait
Overview
This week explored the additive manufacturing workflow, from characterizing printer limitations to creating digital twins via 3D scanning. I tested the design rules of our 3D printers and then scanned and printed a miniature bust of myself.
Tools Used
- Scanner: Creality CR-Scan Ferret
- Printer: Prusa Core One
- Software: PrusaSlicer, Creality Scan
- Material: PLA White Filament
Group Assignment: Design Rules
We tested the capabilities and limitations of our 3D printers to understand the constraints we need to design within. Key factors include overhangs, clearance, bridging, and wall thickness.
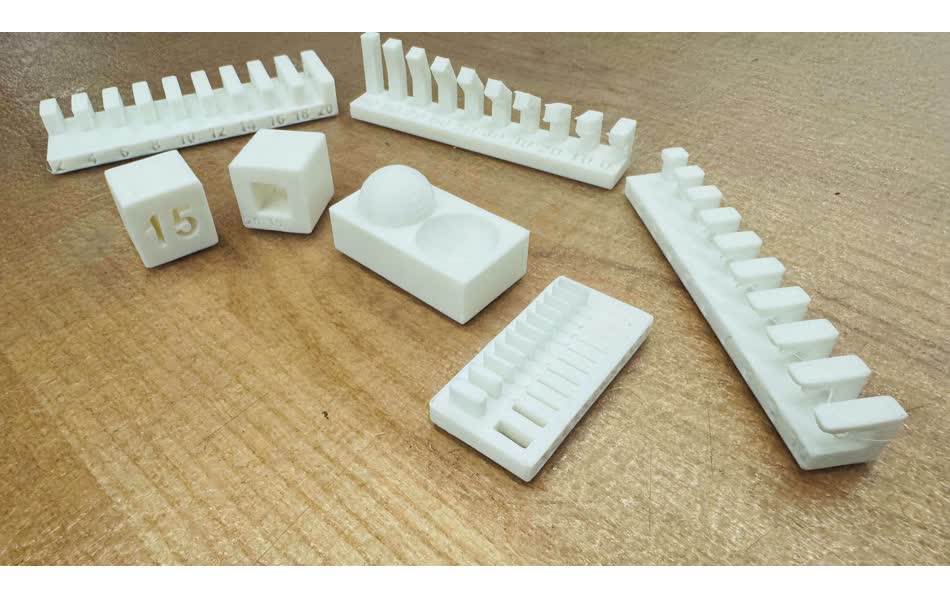
Key Findings
- Overhangs: Safe up to ~45° from vertical. Steeper angles require supports.
- Clearance: 0.2–0.5 mm gap required for moving parts to not fuse together.
- Bridging: Small gaps (5-10mm) can be bridged, but longer spans sag without support.
- Wall Thickness: Minimum 2-3x nozzle diameter (0.8-1.2mm) for structural integrity.
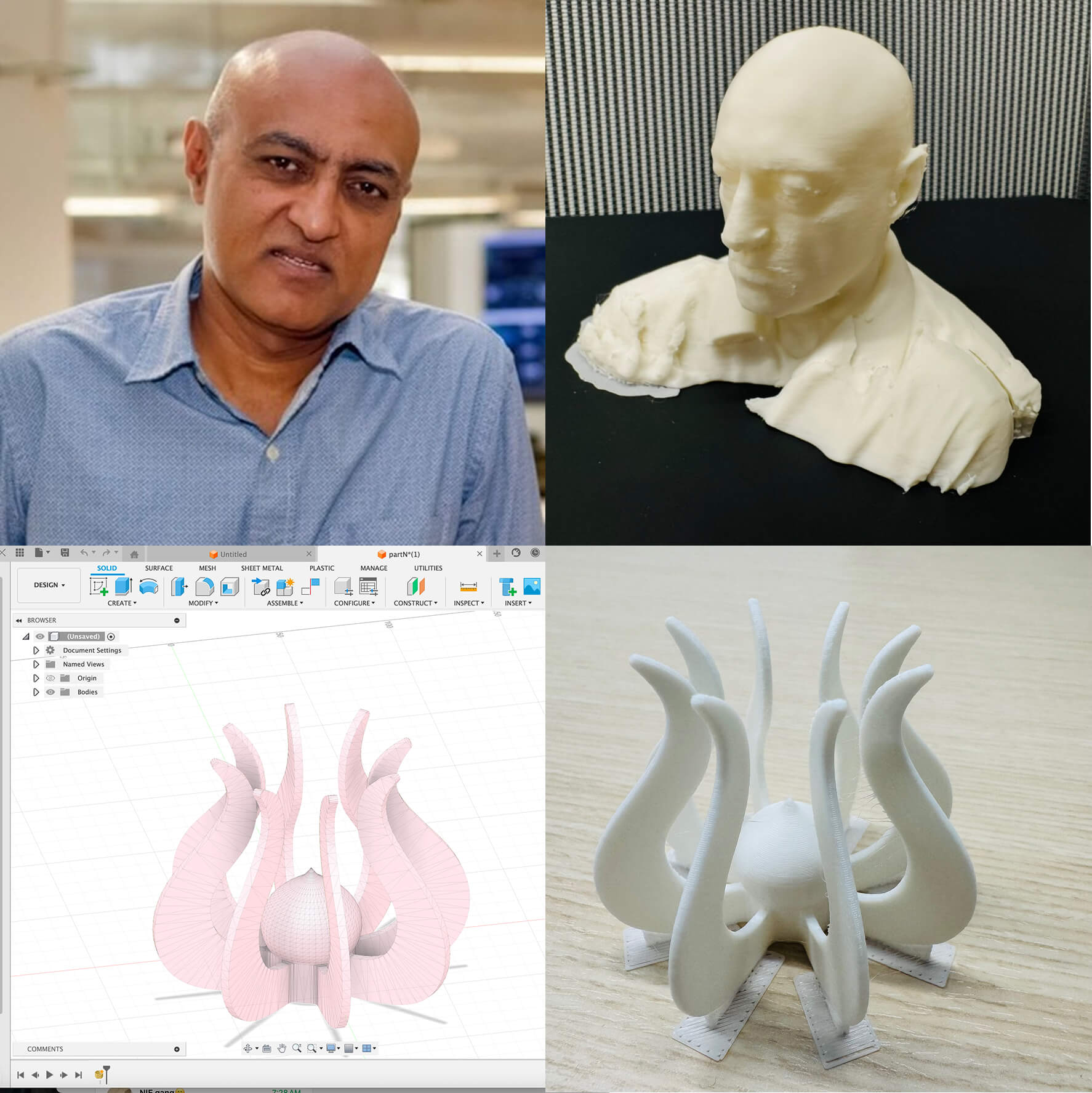
3D Scanning
I used the Creality CR-Scan Ferret to create a 3D model of my head. This handheld structured-light scanner captures geometry and texture data.
Scanning Process
- Scanner Placement: Placing the scanner on a stable edge helps avoid wobble.
- Distance & Framing: Maintained 150–700 mm working distance to fill the frame without clipping.
- Rotation: Used a swivel chair for smooth, constant rotation (like a lazy susan). Constant speed is crucial to avoid holes or misalignment.


Post-Processing
Scanning isn't perfect. Hair and under-chin areas are notoriously difficult.
- Hole Filling: The top of my head and under-chin areas had gaps. I used the scanning software's hole-filling tools to patch these mesh errors.
- Export: Exported the watertight mesh as an .OBJ file for slicing.

3D Printing
The scan data was imported into PrusaSlicer. Since my chest wasn't flat, I lowered the model into the build plate in the slicer to create a flat base.
Print Settings
- Printer: Prusa Core One
- Material: PLA White
- Layer Height: 0.20 mm (balance of detail and speed)
- Supports: 15% infill, generated for nose and chin overhangs
- Estimated Time: ~3.5 hours
Results
The final print captured facial features well. The layer lines are visible but acceptable for this scale. Some support removal was required under the chin and nose, but the surface finish underneath was decent.
Conclusion
This week demonstrated the full "reality capture to physical object" workflow. While 3D scanning requires patience and steady hands (or a turntable), it allows for capturing complex organic shapes that would be difficult to model from scratch. 3D printing then turns those digital assets back into physical atoms, provided you respect the design rules of the machine.