<br>
[MAS.865](http://fab.cba.mit.edu/classes/MAS.865/index.html) > [additive](index.html)
# Material Extrusions
## Fused Deposition Modeling (FDM)
Fused Deposition Modeling (FDM) was developed by Stratasys in Eden Prairie, Minnesota. In this process, a plastic or wax material is extruded through a nozzle that traces the part's cross sectional geometry layer by layer. The build material is usually supplied in filament form, but some setups utilize plastic pellets fed from a hopper instead. The nozzle contains resistive heaters that keep the plastic at a temperature just above its melting point so that it flows easily through the nozzle and forms the layer. The plastic hardens immediately after flowing from the nozzle and bonds to the layer below. Once a layer is built, the platform lowers, and the extrusion nozzle deposits another layer. The layer thickness and vertical dimensional accuracy is determined by the extruder die diameter, which ranges from 0.013 to 0.005 inches. In the X-Y plane, 0.001 inch resolution is achievable. A range of materials are available including ABS, polyamide, polycarbonate, polyethylene, polypropylene, and investment casting wax.
<center>


</center>
[Filament Properties Table](https://www.simplify3d.com/support/materials-guide/properties-table/)
<p>
[3D printing rules of thumb 1](https://www.3dhubs.com/knowledge-base/key-design-considerations-3d-printing/)
<p>
[3D printing rules of thumb 2](https://facfox.com/docs/kb/the-ultimate-guide-for-3d-printing-support-structures)
<br>
<ul>
<li><b>1989</b>: Scott and Lisa Crump patent a new additive manufacturing method, trademarked Fused Deposition Modeling (FDM), and found hardware company, Stratasys.</li>
<li><b>1991:</b> Stratasys commercialises FDM 3D printing for the first time.</li>
<li><b>2005:</b> Marks the beginning of the RepRap project, which helps lower the cost of FDM 3D printing.</li>
<li><b>2008:</b> Stratasys announces that it will offer high-performance ULTEM 9085 for its FDM 900mc and 400mc machines — a huge step forward for FDM materials.</li>
<li><b>2009:</b> The first FDM patents expire, allowing enthusiasts to develop and commercialise their own DIY FDM 3D printers. Companies like MakerBot and Lulzbot become hugely successful with their DIY printer kits.</li>
<li><b>2011:</b> Ultimaker, a leading desktop FDM 3D printer manufacturer, is founded.</li>
<li><b>2013:</b> Stratasys acquires MakerBot, a desktop 3D printer manufacturer.</li>
<li><b>2013:</b> Markforged, a hardware manufacturer offering composite FDM 3D printing technology, is founded.</li>
<li><b>2014:</b> Large-scale FDM 3D printer manufacturer, BigRep, is founded.</li>
<li><b>2015:</b> Voodoo Manufacturing starts its 3D printing business, which will evolve into a digital factory with over 200 FDM machines by 2019.</li>
<li><b>2017:</b> Stratasys introduces its Continuous 3D Build Demonstrator — a modular 3D printing unit for high-throughput operations.</li>
<li><b>2018:</b> Essentium commercialises its High Speed Extrusion platform, featuring its FlashFuse technology which uses electrical heating to 3D print parts.</li>
</ul>
<br>
<b>Planar vs Non-Planar Slicing</b>
<br>
In 3D printing, the toolpath generation is often called slicing.
Common slicing tools in FDM printing are
[Cura](https://ultimaker.com/software/ultimaker-cura),
[Slic3r](https://slic3r.org/), and
[Simplify3D](https://www.simplify3d.com/)
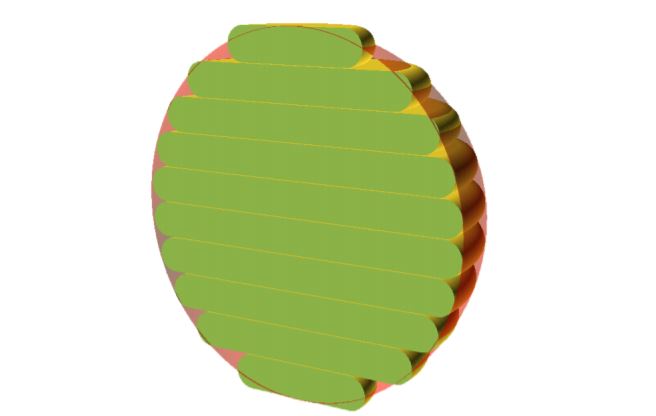
Non-planar 3D printing is a different FDM printing style, allowing for “true” 3D printing on parts’ curvatures. This unique printing style grew out of experiments conducted in 2016 by researchers from the University of Hamburg in Germany. Non-planar printing is the process of printing parts with curved layers where the curvature stretches across the X-, Y-, and Z-axes. This printing style allows you to print curved parts with a smoother external finish regardless of other factors like the filament type, hot end, post-processing, etc..
Theses stair-steps are an approximation error from the model. Stair stepping has a worse output when the ramp angle is low on surfaces as opposed to a surface with a high ramp angle - as a result, friction, fluid-dynamics, and aerodynamics are different from the
designed object
<center>
</center>
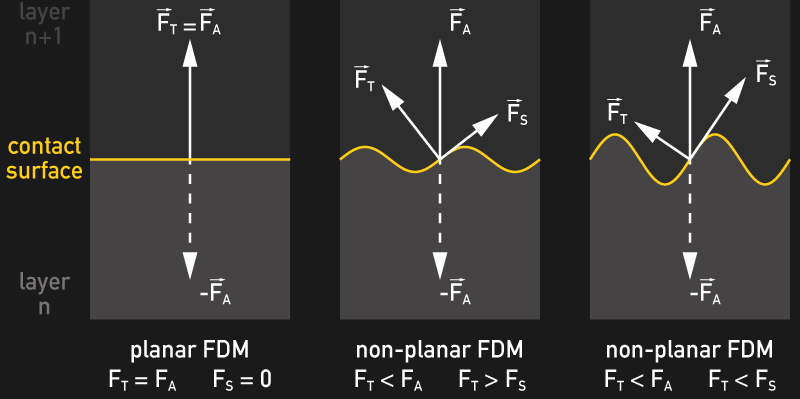
Non-planar printed parts seem to be stronger than their planar counterparts. You may be skeptical about this — although the varying orientation of the contact surfaces between layers could lead to a more uniform resistance to tensile stress. Planar printed FDM parts are typically less resistant to tensile stress along the build direction axis than they are along the other two dimensions, which can lead to delamination. Interlocking, non-planar layers can distribute tensile forces into a compound of tensile and shearing forces, with the latter being a particular strength of FDM printed parts.
<center>
</center>
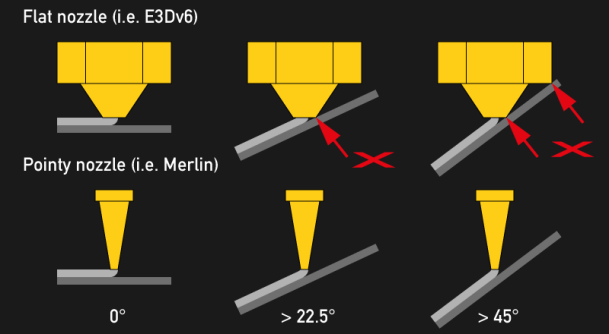
Ideally, non-planar 3D printing is done using a somewhat pointy nozzle, as flat nozzles tend to dig into the previously printed material and easily get entangled in infill structures. Generally, a pointy nozzle allows for steeper printing angles
<center>
</center>
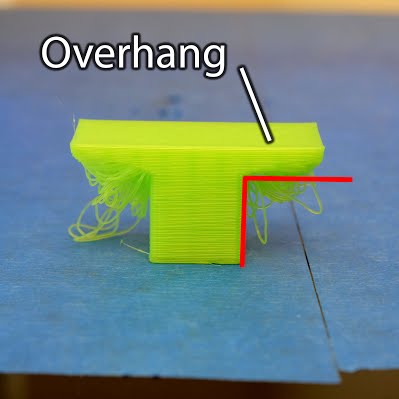
Overhanging regions are especially hard to print when the offset of the previous layer is bigger than the extrusion width of the line printed in the current layer. These lines are printed into thin air and often hang down instead of forming a layer as intended.
<center>
</center>
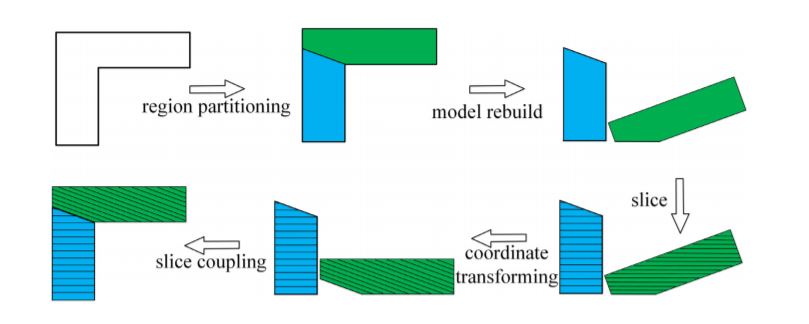
Instead, the object is partitioned into different regions regarding their overhang to generate different printing directions
<center>
</center>
[Inclined Layer Printing for FDM without support](https://www.sciencedirect.com/science/article/pii/S0736584516301429)
<center>
</center>
[Active Z Printing](http://utw10945.utweb.utexas.edu/sites/default/files/2017/Manuscripts/ActiveZPrintingANewApproachtoIncreasing3.pdf)
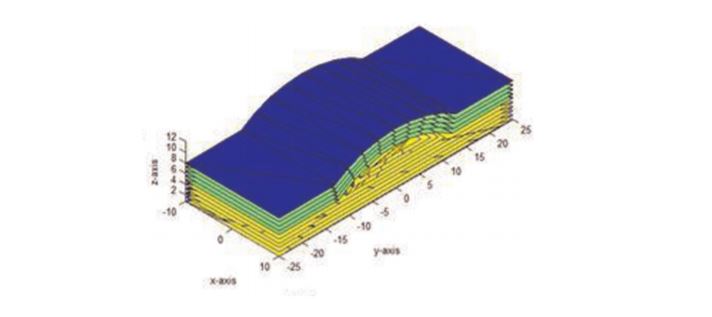
3D printed objects with planar layers are weak when load is applied perpendicularly
to the layers interfaces nonplanar 3D shaped layers to improve the mechanical strength of the printed objects with a standard three-axis 3D printer
3D Printing of Nonplanar Layers for Smooth Surface Generation
[Paper](https://tams.informatik.uni-hamburg.de/publications/2018/MSc_Daniel_Ahlers.pdf),
[Website](https://tams.informatik.uni-hamburg.de/research/3d-printing/nonplanar_printing/index.php)
non-planar slicing using Slic3r:
<br>
[Link1](https://github.com/Zip-o-mat/Slic3r/tree/nonplanar)
<br>
[Link2](https://github.com/DrEricEbert/Slic3r_NonPlanar_Slicing)
<br>
[Link3](https://github.com/makertum/non-planar-layer-fdm)
<br>
non-planar slicing using Cura:
[Script Plugin]( https://www.thingiverse.com/thing:75735)
[non-planar FDM](https://hackaday.com/2016/07/27/3d-printering-non-planar-layer-fdm/)
<br>
[nonplanar.xyz](https://www.nonplanar.xyz/)
<b>5-axis and 6-axis Printing </b>
<br>
[5axis maker](https://www.5axismaker.com/5axis/)
<br>
[5xMonkey* 5-axis CAM for RhinoGrasshopper](http://www.5axismaker.com/software/)
<p></p>
<br>
[Swiss University Students Develop 6-Axis 3D Printer](https://3dprinting.com/news/swiss-university-students-develop-six-axis-3d-printer/)
<br>
<iframe width="560" height="315" src="https://www.youtube.com/embed/T_347m_lxes" title="YouTube video player" frameborder="0" allow="accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture" allowfullscreen></iframe>
<br>
<iframe width="560" height="315" src="https://www.youtube.com/embed/8SOxeFh9SDo?start=21" title="YouTube video player" frameborder="0" allow="accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture" allowfullscreen></iframe>
<br>
[Benefits of Non-Planar Printing](https://www-proquest-com.libproxy.mit.edu/docview/2487094163/fulltextPDF/598C2E99747F4964PQ/1?accountid=12492)
<br>
<b>Robotic Arms</b><br>
When printing with a robot arm, more variables can be taken into account. For instance,the extruder tip doesn’t have to be normal to the World XY plane. For the same coordinate X,Y,Z, the extruder’s tip could be normal to an infinite number of planes.
Each robot brand has its own language:
ABB → RAPID (Robot Application Programming Interface Dialog)
KUKA → KRL (KUKA Robot Lanaugage)
FANUC → KAREL (Named after Karel Capek, who introduced the word “robot”)
The position and orientation of the robot flange can be described by quaternions based on Euler’s angles. Euler’s angles can describe the movement in space of a rigid solid through 3 rotations.
<ul>
<li>Along the z-axis with a domain from 0 - 2Pi (360)</li>
<li>Along the x-axis with a domain from 0 - PI (180)</li>
<li>Along the z-axis with a domain from 0 - 2Pi (360) </li>
</ul>
<center>
</center>
[Advanced 3D printing with Grasshopper: Clay and FDM](https://www.food4rhino.com/resource/advanced-3d-printing-grasshopper-clay-and-fdm)
<br>
<p>
<p>
3D Printing Fabrics via underextruding
<br>
<iframe src="https://player.vimeo.com/video/466316695" width="640" height="360" frameborder="0" allow="autoplay; fullscreen; picture-in-picture" allowfullscreen></iframe>
<p><a href="https://vimeo.com/466316695">DefeXtiles: UIST 2020 Talk (short)</a> from <a href="https://vimeo.com/tangiblemedia">Tangible Media Group</a> on <a href="https://vimeo.com">Vimeo</a>.</p>
#### Large Scale Printing <br>
[Big Area Additive Manufacturing (BAAM)](https://www.e-ci.com/baam) <br>
One of the largest 3D printing technologies currently available is Big Area Additive Manufacturing (BAAM). Developed by Oak Ridge National Laboratory (ORNL) in partnership with Cincinnati Inc., BAAM first appeared at IMTS 2014, where it was used to 3D print an entire car.
The 3D printer, which uses an extruder placed on a gantry system, can create parts of up to 6 x 2.4 x 2 m using thermoplastic materials like ABS, PPS, PC, PLA and PEI.
<br>
<iframe width="560" height="315" src="https://www.youtube.com/embed/HXvIMRklWiM" title="YouTube video player" frameborder="0" allow="accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture" allowfullscreen></iframe>
<br>
<iframe width="560" height="315" src="https://www.youtube.com/embed/34F71XqvOjg" title="YouTube video player" frameborder="0" allow="accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture" allowfullscreen></iframe>
<br>
<br>
## Free-Form Extrusions
This process allows the build material to solidify in free space without dimensional restrictions or support structures. <br>
[Cellular Fabrication]( https://www.branch.technology/products) <br>
[Cellular Fabrication Patent](https://patentimages.storage.googleapis.com/57/08/8c/57d5f59df25603/US10618217.pdf) <br>
[Branch Technology](https://www.branch.technology/projects)<br>
The extruder deposits solidified or soon to be solidified material in open space to create objects by connecting points to create pathways with a movement mechanism.
This technique looks into optimized minimal structures.
<ul>
<li> A structure of elongated members produced by an extruder, each of which members is bonded to at least one other member to form a connected structure have interstitial spaces</li>
<li> Filler in at least some of the interstitial spaces </li>
<li> The extruder may use various means such as heating, mixing, airflow, chemical compositions that solidfy through molecular crosslinking, catalysis or other mechanisms to control the solidification process.</li>
<li> Ideally the speed of extrusion and the speed of motion are synchronized </li>
<li> It is desirable for the temperature of the extrudate to be high enough for the extrudate to fuse to the other parts while also allowing the extrudate to solidify in open space without additional support</li>
</ul>
[Mesh Mold - Gramazio + Kohler](https://gramaziokohler.arch.ethz.ch/web/e/forschung/221.html)<br>
3D prints through real-time material-informed toolpath generation -
Clay 3D Printing of Spatial Lattices [website](https://research.gsd.harvard.edu/maps/portfolio/spatial-print-clay-3d-printing-of-spatial-lattices/),
[paper](https://research.gsd.harvard.edu/maps/files/2018/11/Responsive-Spatial-Print_ACADIA-2018-Proceedings.pdf) <br>
<ul>
<li> In order to enable larger scale printing, the authors identified the need to incorporate real-time surveying of the printed material and a recalibration cycle in the 3D printing framework </li>
<li> This real-time assessment would account
for unexpected material behavior and adjust the subsequent printing toolpaths to increase the print’s structural
integrity </li>
<li> Recalibration of new toolpaths based on the
deformation of previously deposited layers would compensate for the inevitable discrepancy in spatial clay printing
from the digital model</li>
</ul>
[Curovoxel](https://www.designboom.com/design/curvoxels-spatial-curves-bartlett-school-architecture-02-17-2016/)
<iframe width="560" height="315" src="https://www.youtube.com/embed/Qmuf_6h7Kl8" title="YouTube video player" frameborder="0" allow="accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture" allowfullscreen></iframe>
<p></p>
<br>
##### Rapid Liquid Printing
<ul>
<li>2000 - [Patent](https://patentimages.storage.googleapis.com/e2/00/c3/a1540e7815a53a/US20030090034A1.pdf)</li>
<li>2012 - [Buoyant Extrusion](http://greyshed.com/work/buoyant-extrusion/)</li>
<li>2017 - [Large Scale Rapid Liquid Printing](https://dspace.mit.edu/bitstream/handle/1721.1/122801/3dp.2017.0037.pdf?sequence=2&isAllowed=y)</li>
<li>2019 - [Soliquid](https://www.3dnatives.com/en/soliquid-3d-printing-suspension-090720194/#!)</li>
<li>2019 - [3D Printing of Personalized Thick and Perfusable Cardiac Patches and Hearts](https://onlinelibrary.wiley.com/doi/full/10.1002/advs.201900344)</li> </li>
</ul>
<br>
<br>
## Multi-Material Printing
Printing objects using several materials at once is arguably the key capability of additive manufacturing that could leverage its potential well beyond that of other current manufacturing methods. It can eliminate the need for assembly, reduce the need for post-processing stages
[Single Nozzle Hack (multi-color)](https://all3dp.com/turn-single-extruder-multi-color-3d-printer/)
<br>
[Dual Extrusion Printer Guide](https://all3dp.com/1/best-dual-extruder-3d-printer/)
<br>
[Janus Clay Printing](http://papers.cumincad.org/data/works/att/acadia19_576.pdf)
<br>
[MM3D - Website](https://wyss.harvard.edu/news/multimaterial-3d-printing-manufactures-complex-objects-fast/)
[MM3D - Voxelated Soft Matter (Paper)](https://wyss.harvard.edu/news/multimaterial-3d-printing-manufactures-complex-objects-fast/)
<iframe width="560" height="315" src="https://www.youtube.com/embed/2WL4b03Tfjg" title="YouTube video player" frameborder="0" allow="accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture" allowfullscreen></iframe>
<br>
<ul>
<li>The only method that is well suited for constructing voxelated matter is inkjet-based 3D printing - although, both the number of printable materials and their properties are limited by the constraints imposed by drop-on-demand printing. </li>
<li> Alternative → Direct Ink Writing (DIW) 3d printing that is able to print a large number of materials, however, limited to extruding of cylindrical filaments composed of a single material through a single nozzle in a layer by layer manner. In addition, the frequency or resolution at which nozzle can switch materials is limited and so unable to produce voxelated filaments</li>
<li>MM3D → printing method for generating voxelated soft matter that integrates ultrarapid multimaterial switching for enhanced complexity with multinozzle printing for enhanced build speed </li>
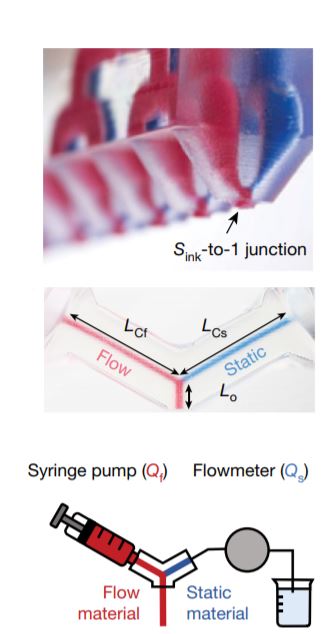
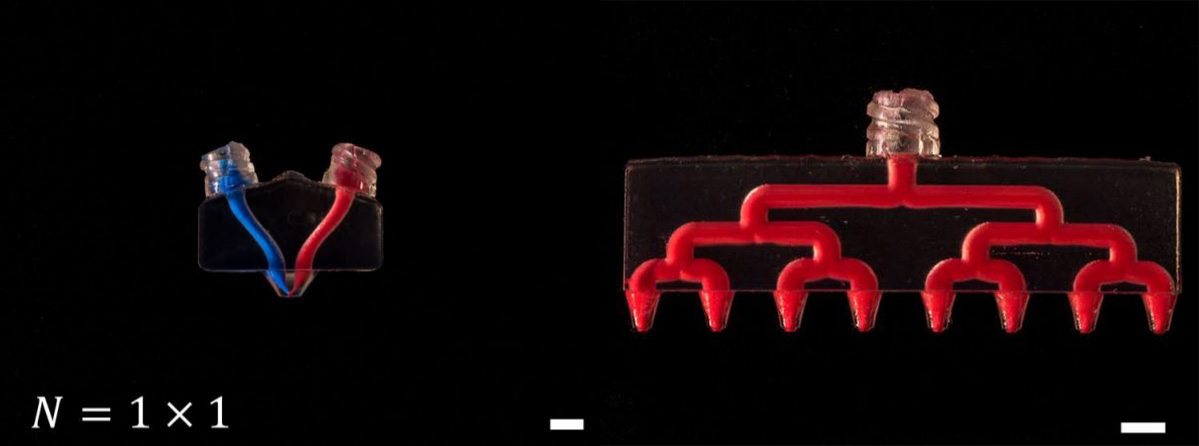
<li>The printheads are capable of depositing up to eight materials, each of which flows through independent bifurcating channel networks that reside within the printhead, before merging into a single ink flow immediately before the nozzle outlet. These network of syringes/channels are actuated by a bank of fast-cycling pneumatic solenoids that enable high frequency switch.</li>
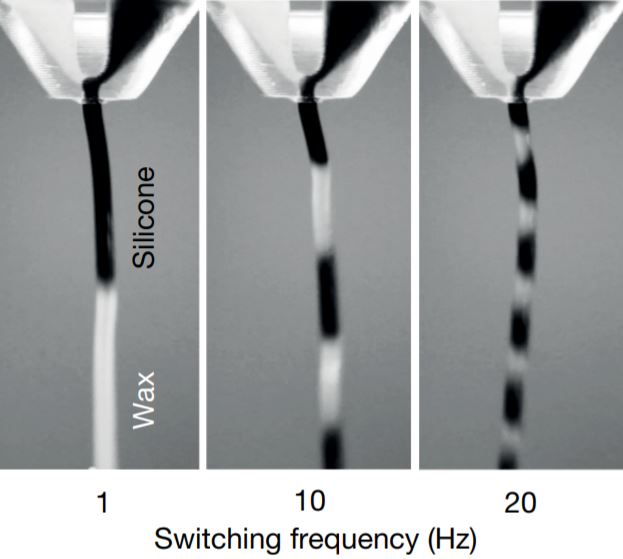
<li> Each nozzle is capable of switching materials at up to 50 times per second, which is faster than the eye can see, or about as fast as a hummingbird beats its wings</li>
<li> Pressure-driven extrusion requires careful optimization of the ink rheology, nozzle geometry and printing pressure to prevent backflow. To model and optimize this parameter space, a Y-junction nozzle is created. </li>
</ul>
<center>
</center>
<center>
</center>
<br>
Potential Applications:
<ul>
<li> Rapid prototyping and iteration</li>
<li> Scalable and massively parallelized 3D printing</li>
<li> Large-scale and rapid biofabrication</li>
<li> 3D printed soft robotics and lightweight composite materials</li>
<li> 3D printed electronics and sensors </li>
</ul>
<p></p>
<b>Printed Electronics</b><br>
[Voxel8 - 3D printing technology](https://www.autodesk.com/products/fusion-360/blog/voxel8-wires-up-a-new-era-in-3d-printing-technology/)
<br>
[Voxel8 website](https://www.voxel8.com/)
<br>
<iframe width="560" height="315" src="https://www.youtube.com/embed/adK5nGzAeWM" title="YouTube video player" frameborder="0" allow="accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture" allowfullscreen></iframe>