Week 07 - component documentation
group page // repo source files // objectives
Contents
- meta
- recap
- geometry - tiles and connectors, in-house vs out-source
- tooling - idc compliant pin connector forming tool
- ring oscillator - Shravika’s design, 4x4 concept design and 3d implementation
- claw gripper - documentation
meta >
- recap from last post
- new tiles (up to 7 tiles, 3 macro-tiles)
- automatic placement up to 50-60% success rate
- geometry
- ordered h connectors from pcbway (as-milled and tin-plated)
- pcbway can’t do under 0.5mm features apparently
- tooling
- IDC 0.1 form tooling for compliant contact
- ring oscillator
- Shravika has been working on implementing the ring oscillator
- I’ve been working on shrinking circuits to fit 4x4 form factor, noting some routing limitations with the current tiles
- claw documentation
recap >
machine placement >
new tiles >
ordered some new macro tiles (4x4, 4x8, 8x8) and new resistor tile (1206_vert). new macro tiles feature no border, which enable them to tile just like the 1x1 tiles. new resistor tile features integrated power on one of the terminals, and can be rotate 180 deg to connect to vcc or gnd.
new tiles - batch 2 >





old tiles - batch 1 >







geometry - tiles and connectors, in-house vs out-source >
under economical and tolerance constraints, pcbway and other pcb houses are perfectly suited for outsourcing tiles to.
pcbway and like seem to be good for connectors as well, especially for queuing post processes like electropolishing and electroplating; in-house procedures would require a whole additonal setup, replicating beaker chemistries that are common in industry.
however, recent experiments with outsourcing connectors to pcbway have shown that there is a 0.5mm feature limit (both clearance and width), which makes it impossible to fabricate the connectors as is. this is in addition to the cost, which is relatively high compared to sourcing sheet metal for the fablight (though perhaps, post-processing included would make the costs somewhat comparable).
as the in-house connectors are “good enough” as-is, it seems that fabricating in-house is still the way to go. production as we shrink to smaller size-scales will become an even more interesting challenge; we’ll likely need to leverage mit.nano more heavily to achieve scale production.
tooling - idc compliant pin connector forming tool >
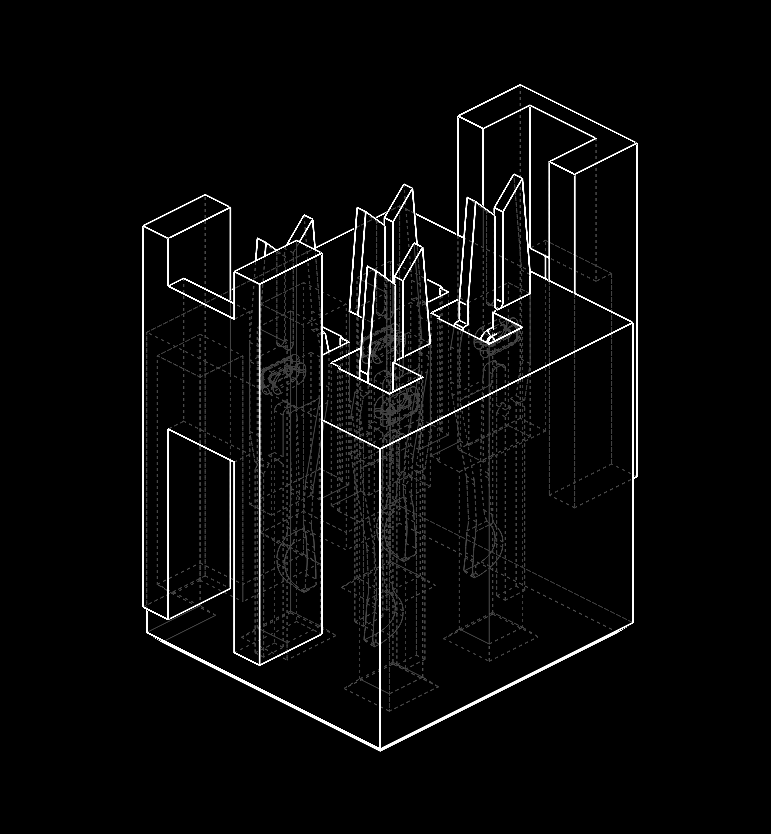
the IDC connector geometry requires forming contacts to create compliant pins that can wipe against a mated connector to form an electrical connection.
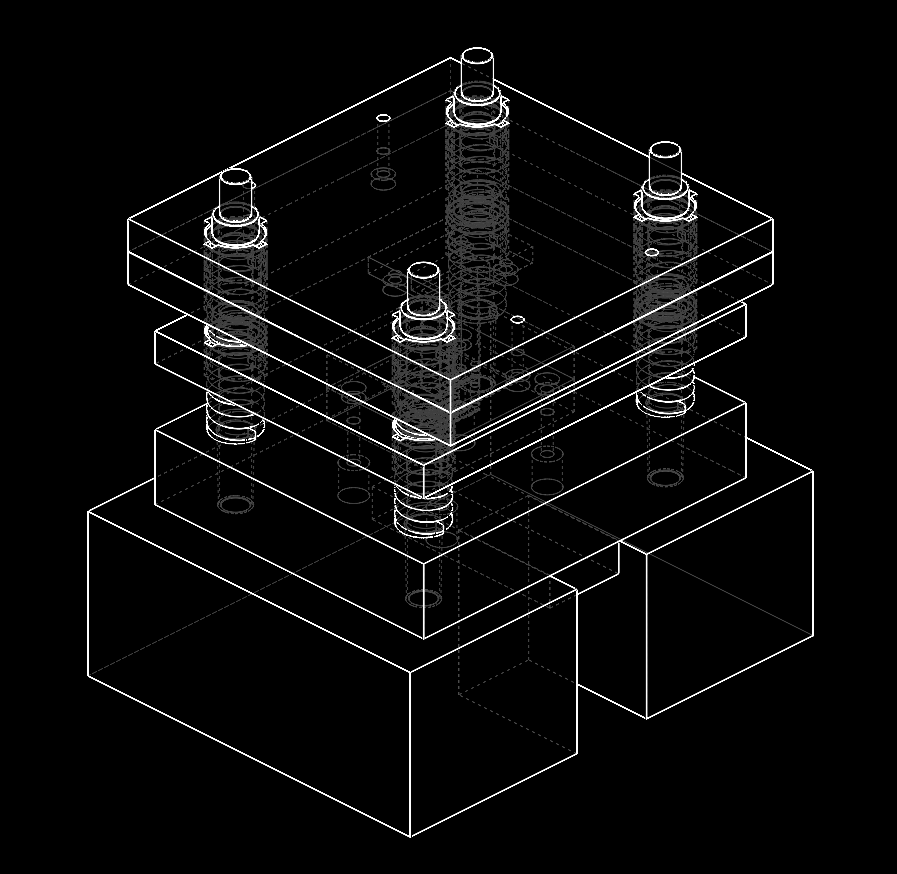
to achieve this, several stages must be aligned and mated. tool stackup, top to bottom:
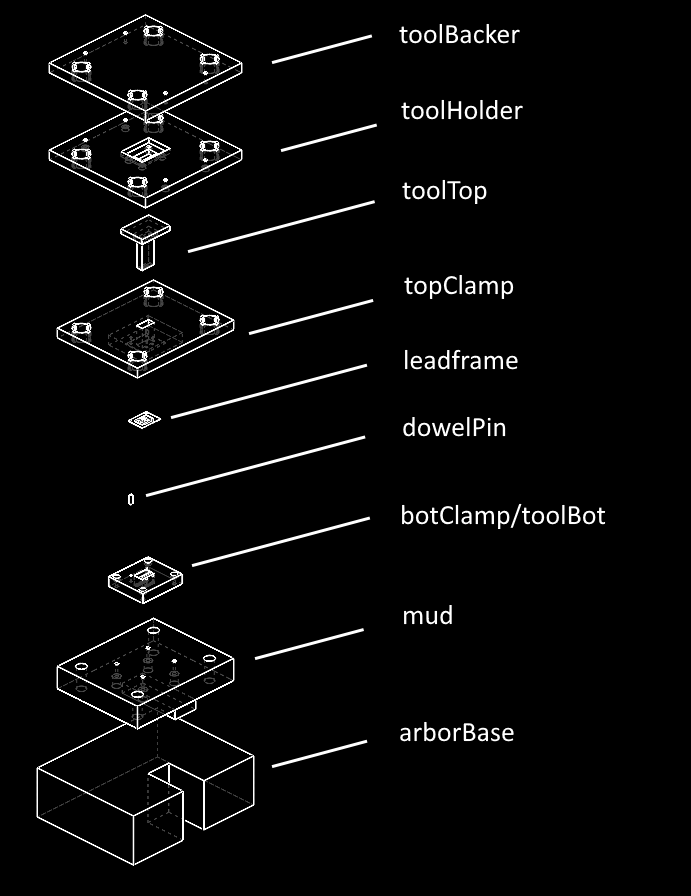
- toolBacker - constrains toolTop within toolHolder
- toolHolder - holds toolTop
- toolTop - designed with form geometry to fit compliant pin profile
- topClamp - clamps down on leadframe from top
- botClamp - other mating half of the clamp and includes pins for registration, also holds toolBot
- toolBot - mates against toolTop to form the leadframe
- mud - modular unit die, botClamp is installed using screws and can be swapped out; (term not used completely correctly here)
- https://www.dme.net/MUD/
- arborBase - base of the arbor press
taking stock of the components we have in inventory, designed the forming tool using 3/8” linear shafts and plain flanged bushings, which are plentiful and cost-effective should I decide to order more.
to constrain the bushing into each moving stage (toolBacker, toolHolder, topClamp), I iterated on a 1 deg drafted/tapered hole press-fit geometry which makes it easy to insert the bushing, but press-fits at the end of the geometry. under compression, the bushing is kept constrained in the stage. the geometry is modeled after crushribs, where the contact surface is reduced a bit using cuts for compliance. I found that 6 cuts were sufficient, and 4 still worked. adding additional cuts caused the press-fit to deteriorate.
the flanges caused some issues, leading to surfaces butting against each other prematurely, but I fixed that by adding some additional drafted/tapered hole standoffs.
after forming, the form tool appears to have transferred the geometry to the leadframe, creating a compliant pin geometry. however, a fix is wip because the action window wasn’t big enough, and due to the system not being flush, I ended up bending some of the idc contacts intended for displacing wire.
 PXL_20240412_160117901.cmp
PXL_20240412_160117901.cmp PXL_20240413_200032872.cmp
PXL_20240413_200032872.cmp PXL_20240413_200035023.cmp
PXL_20240413_200035023.cmp PXL_20240413_200036780.cmp
PXL_20240413_200036780.cmp PXL_20240413_200039496.cmp
PXL_20240413_200039496.cmp PXL_20240413_200045468.cmp
PXL_20240413_200045468.cmp PXL_20240413_200107258.cmp
PXL_20240413_200107258.cmp PXL_20240413_200113679.cmp
PXL_20240413_200113679.cmp PXL_20240414_221714050.cmp
PXL_20240414_221714050.cmp PXL_20240416_022202124.cmp
PXL_20240416_022202124.cmp PXL_20240416_022822707.cmp
PXL_20240416_022822707.cmp PXL_20240416_022903774.cmp
PXL_20240416_022903774.cmp PXL_20240416_033522926.cmp
PXL_20240416_033522926.cmp PXL_20240416_223839354.cmp
PXL_20240416_223839354.cmp PXL_20240418_163319002.cmp
PXL_20240418_163319002.cmp PXL_20240418_163357136.cmp
PXL_20240418_163357136.cmp PXL_20240418_163414362.cmp
PXL_20240418_163414362.cmp

















here’s a ct scan of the resulting leadframe:
ring oscillator - Shravika’s design, 4x4 concept design and 3d implementation >
Shravika (my UROP) worked on a ring oscillator application circuit and has it almost working; intended to test resonance frequency of the FETs we’re using for the SERV cpu.
3-layer 4x4 concept design for compressing the ring oscillator from 8x8 to 4x4.
 PXL_20240413_200055577.cmp
PXL_20240413_200055577.cmp PXL_20240416_214004117.cmp
PXL_20240416_214004117.cmp PXL_20240417_230625194.cmp
PXL_20240417_230625194.cmp PXL_20240418_164104310.cmp
PXL_20240418_164104310.cmp PXL_20240418_164107808.cmp
PXL_20240418_164107808.cmp PXL_20240418_164113741.cmp
PXL_20240418_164113741.cmp PXL_20240418_164309129.cmp
PXL_20240418_164309129.cmp







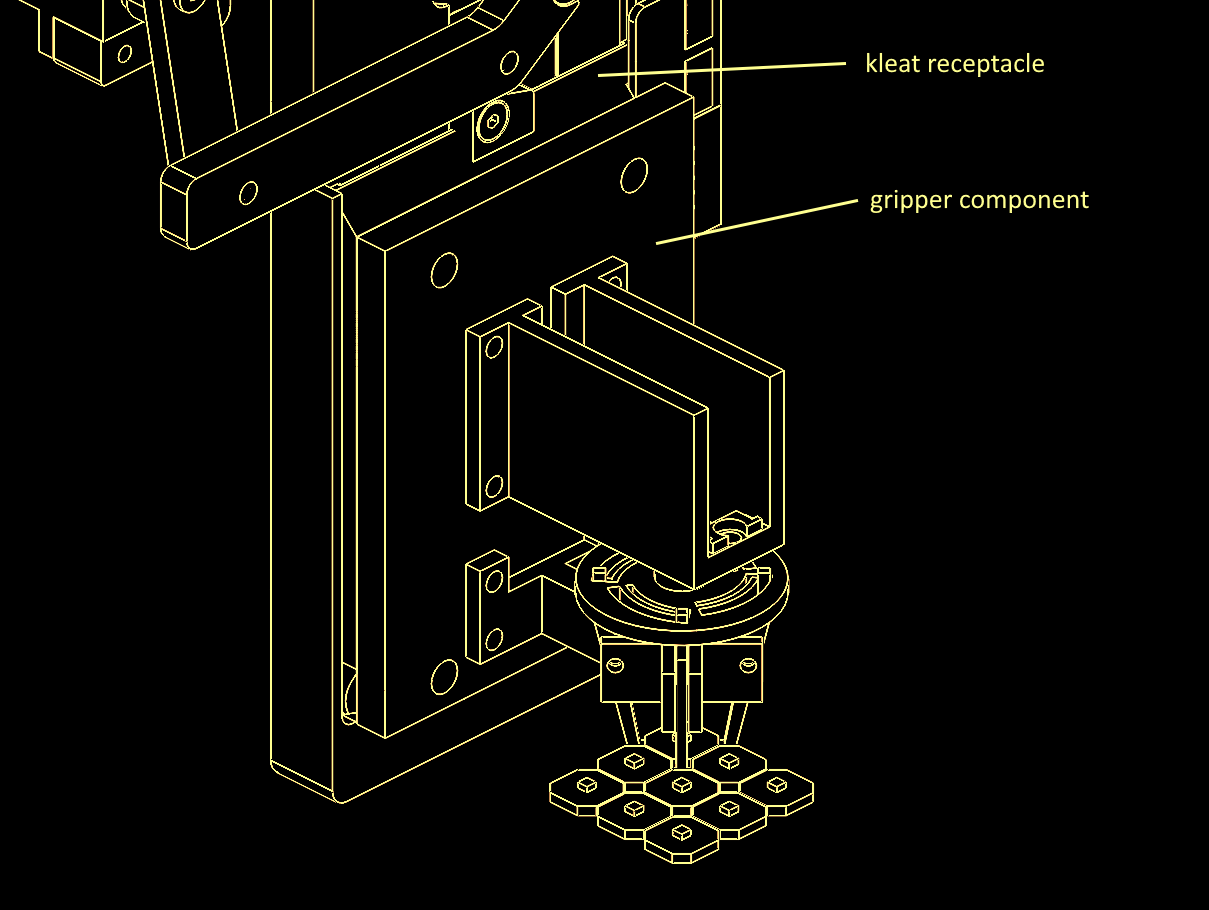
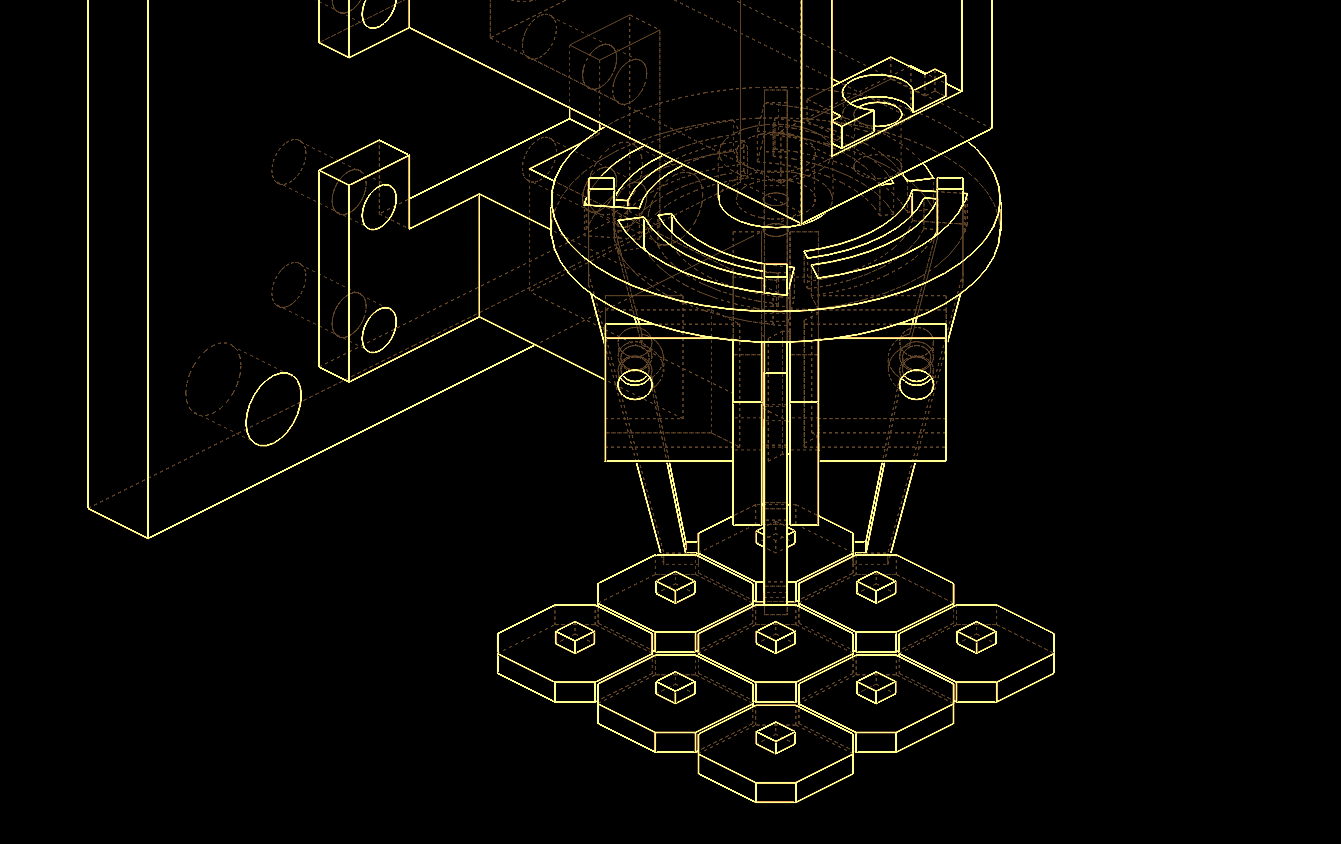
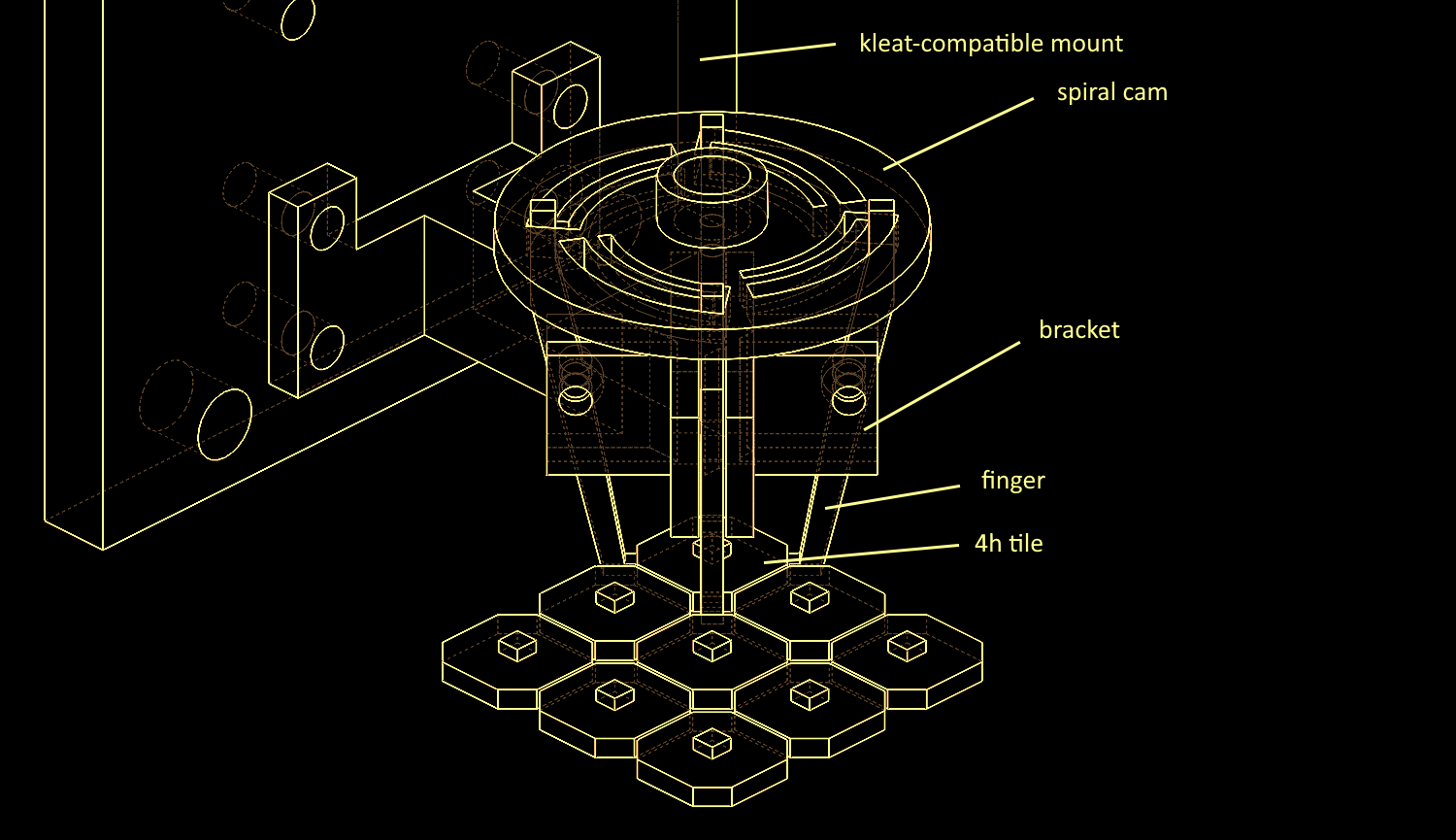
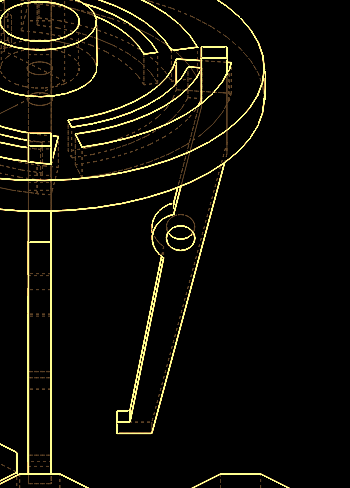
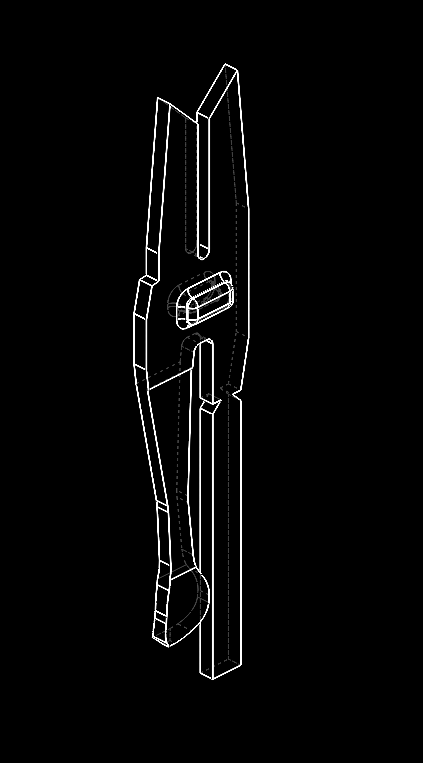
claw gripper - documentation >
the claw gripper is driven by a servo and intended for 4h_power geometry, which is 9.5 x 9.5mm.