<-- HTMSTMAA
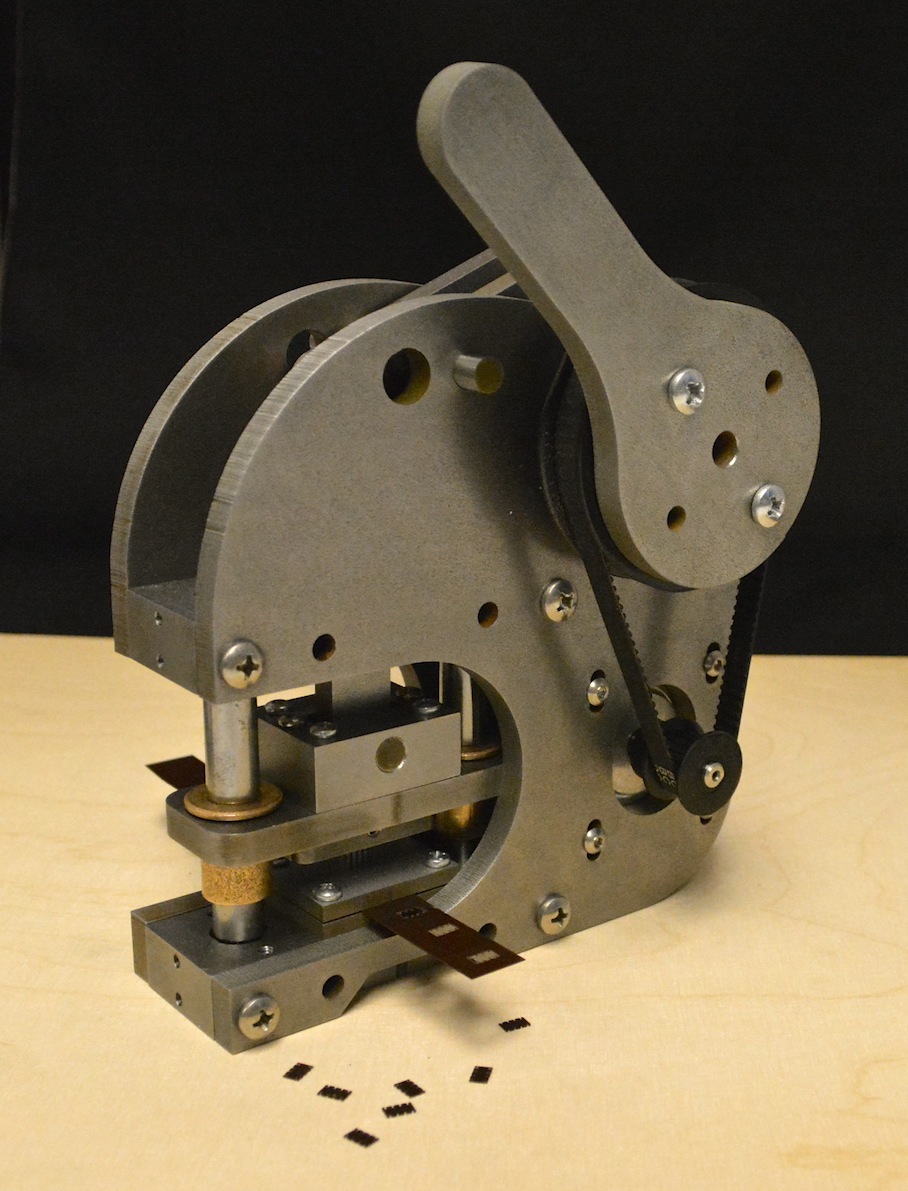
This week I decided to learn a little more about a machine that I've built: my desktop punch-press.
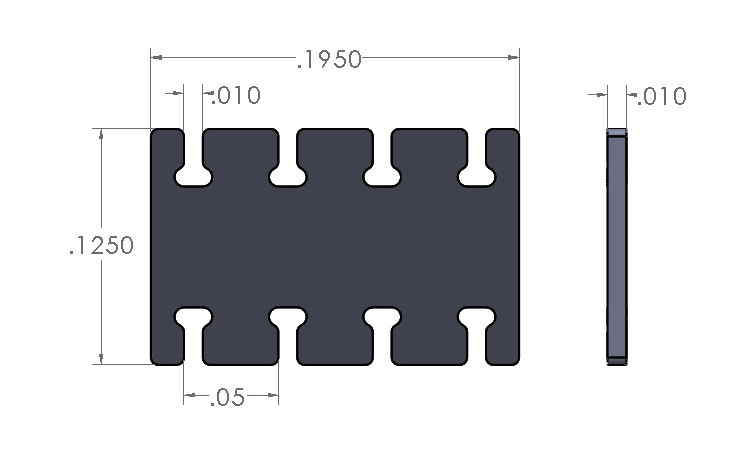
I typically use this machine to stamp out insulating Lego-GIK parts which are used to assemble electronic structures. They look like this:
In designing the machine I made some rough calculations regarding the amount of force required to stamp the part from various materials and designed it with the goal of producing 1kN both by hand and by stepper-motor. This week I wanted to investigate whether the forces my punch sees is actually close to those early calculations.
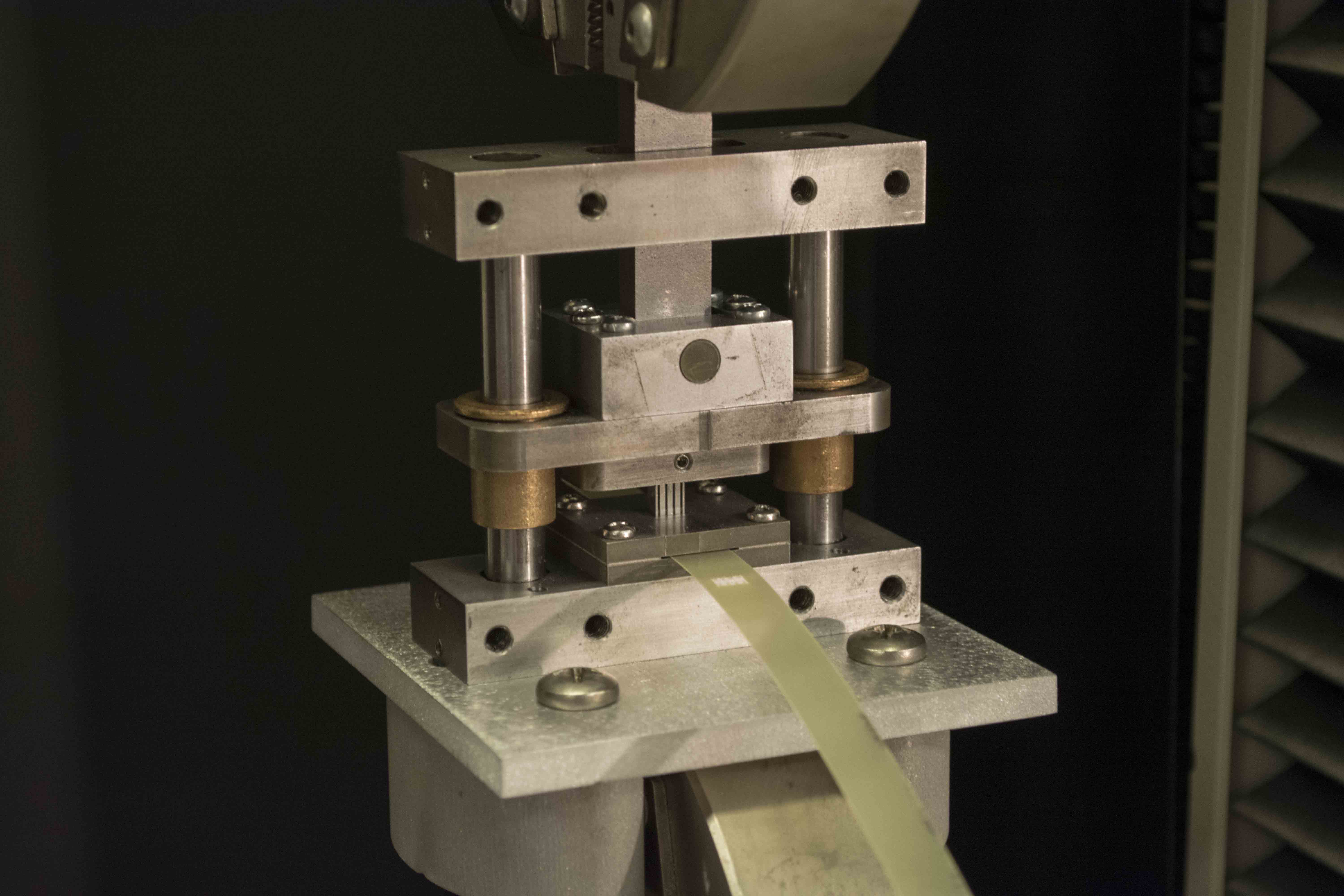
I installed the business-end of the punch-press in the instron (luckily, this was simply a matter of removing a few screws and making a fixture plate).
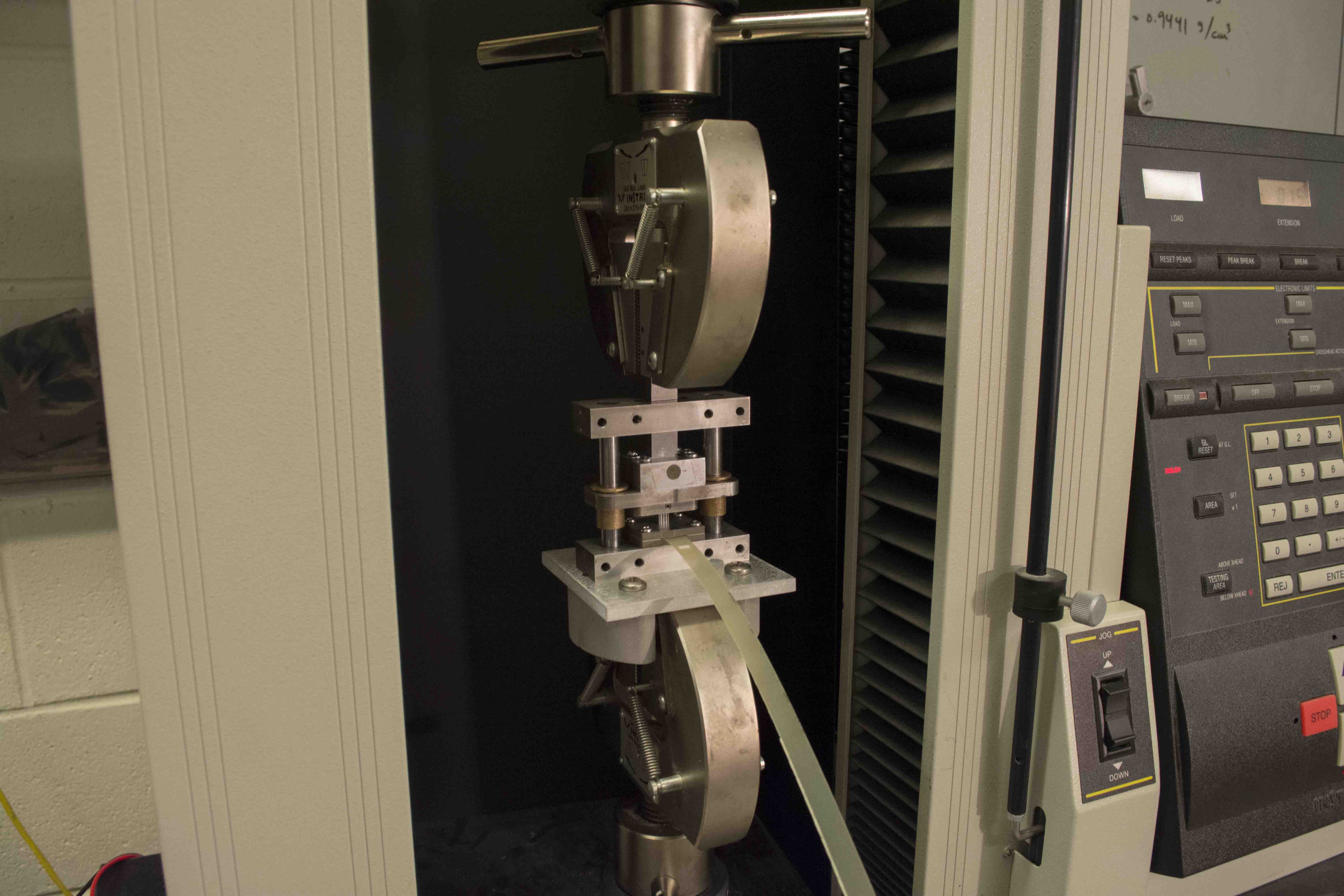
I tested four different materials: ABS plastic, G-10/FR-4 garolite composite, copper, and brass. The plot below shows the data from the tests plotted alongside the theoretical values (dashed).
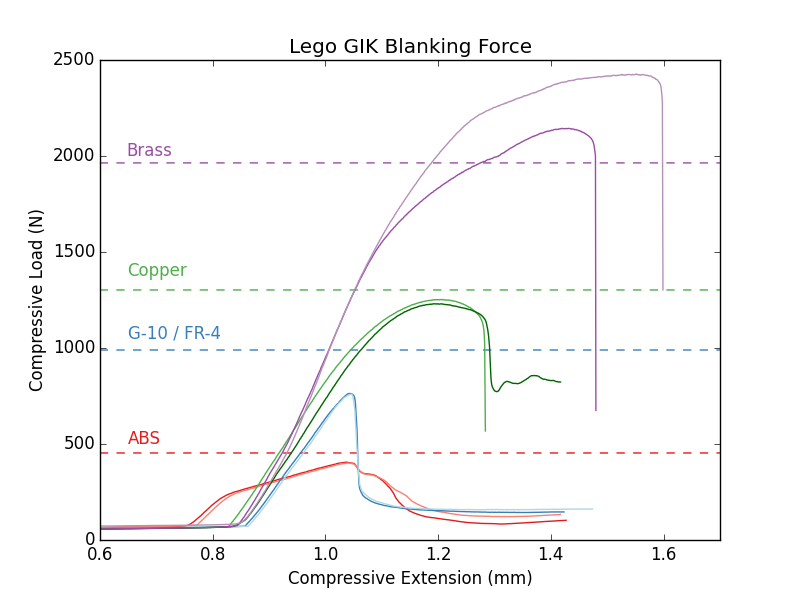
The expected/theoretical blanking forces can be calculated as follows:
`F = p t \tau `
Where p is the perimeter, t is the thickness, and Tau is the shear strength. In this case the perimeter of the shape is roughly 30mm, the thickness is 0.25mm, and the shear strength ranges from 60 MPa (for ABS) to 260 MPa (for Brass).
As is clear in the plot, the experimental data matched the theoretical predictions extremely well (especially given the variations in shear strength values for given materials). Plus, I got some more parts to play with:
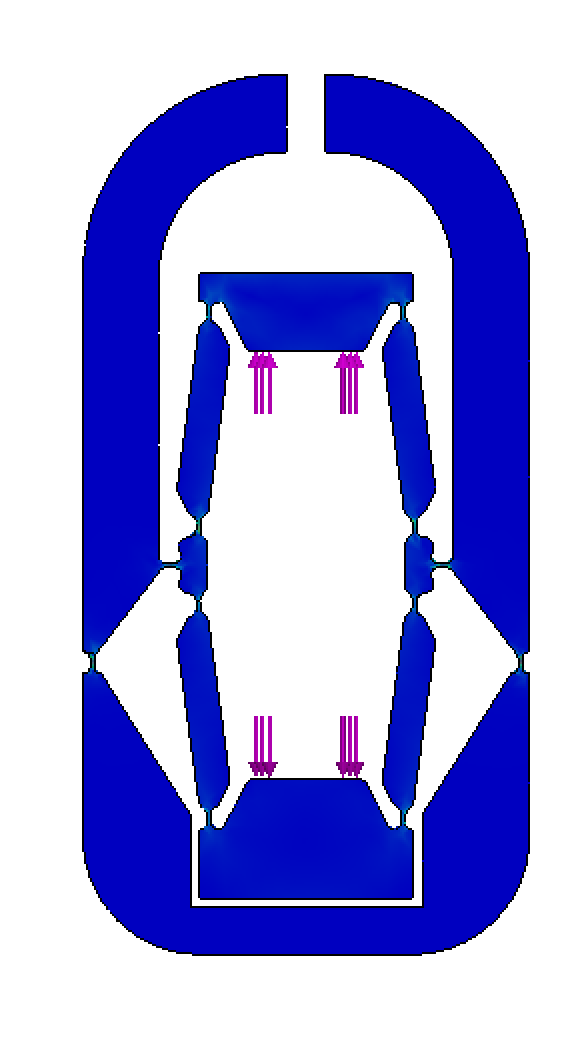
I also thought I'd try to characterize the compliance of a flexural gripper that I had previously designed. The gripper is designed to amplify a 10um extension of a piezo stack and turn it into a roughly 1mm gripping action at the tips.
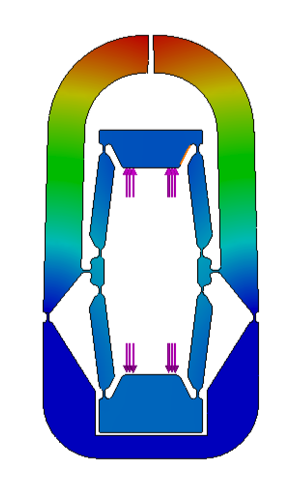
I made a simple fixture and mounted it in the instron:
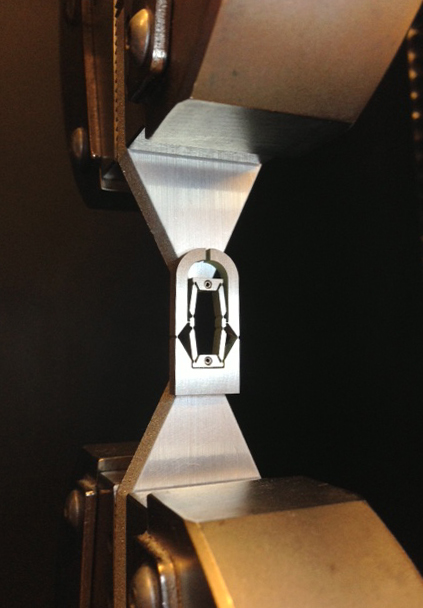
Unfortunately the slop in the fixturing jaws made an accurate measurement very difficult. This could be improved by making a more rigid attachment to the bottom of the instron.