machine design
This week was a group project: Make a Machine!
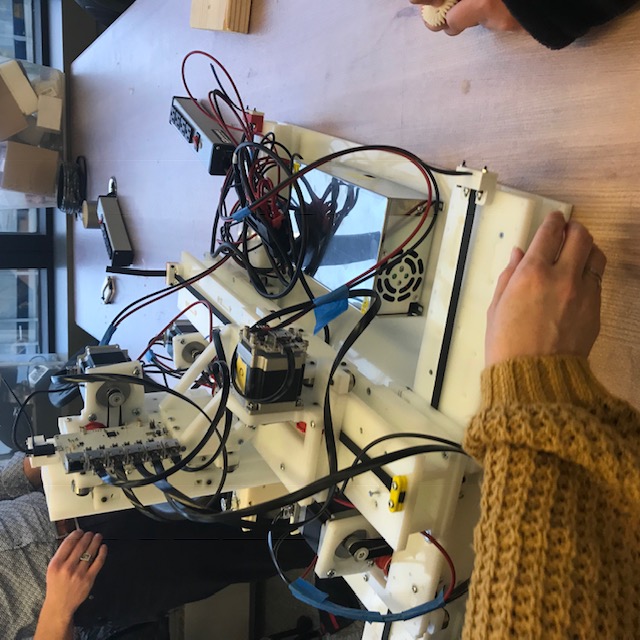
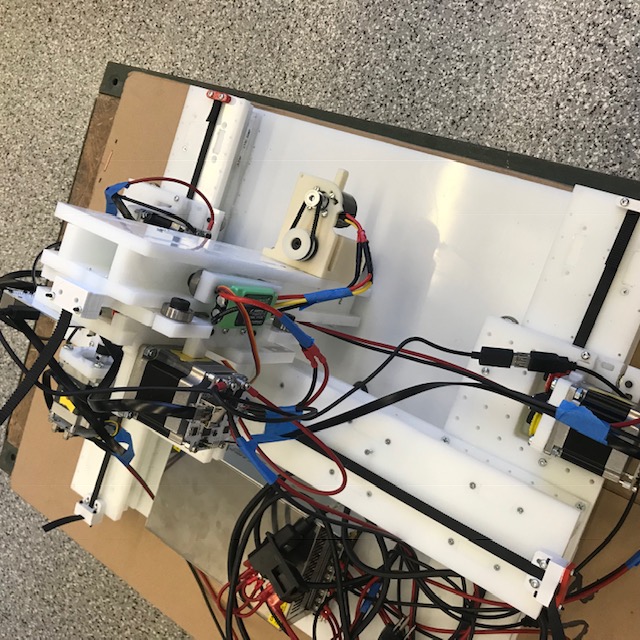
The EECS section made a 3-axis cnc mill, which is documented here. We split into two subteams, the CAD/fabrication group, and the firmware/software group. I was with the CAD/fabrication group. The CAD files are based on Jake Read's machine week parametric fusion 360 files. Additionally, Filippos's single axis guide was helpful. The parts were either cut out of HDPE on the N51 Onsrud, or 3D-printed.
Good things to note from cutting the pieces were that:
- Dogbones are parametric, and can have two possibly correct solutions– this means that you can end up with non-ideal shapes.
- The Onsrud, at least, is happier with points were it can drill down as opposed to dogbones, which it interprets as paths it wants to follow. Ditto for holes (points, not paths). To this end, we placed points everywhere we need a drill pass, and I would suspect that this is why we ended up missing a few holes that were supposed to have been cut.
- ABS is very brittle. And the Sindoh isn't the best 3D printer ever. This means that we fractured (all) of our bearing housings, save the ones which were printed with PLA. This also meant that the raft layer was basically inseperable from the ABS pieces, which changed part dimensions.
- Another thing, we accidentally cut out the bearing shapes as well. Because all of the flat pieces were laid down on the sheet. This doesn't really mean anything.
- For cutting these parts, onion skins were very useful (the router leaves a, well onion-skinned, width of material behind). This is because even with the vacuum bed, smaller part can get thrown around.
- Also, go slow, as in multiple passes. The EECS section broke several end mills, which is actually dangerous on a machine of this size.
Some photos: