This week was very fun. Part mess, part experiment, part success.
Design:
This week we modeled and cast. We had oomoo, plaster and other materials at our availability however the quantities were small so I didn't further anything specific for my monolith.
I decided to make a matchbox covering, with a grid indentation that one can solder on to give each caste a special finish. Due to issues in production, I haven't completed the second part of the 'customization' of the design. But -- incoming.
The plan was a two part 3D print mold with a tin alloy cast which through previous discussions with Shah, I know heated to a medium-high temperature which i (thought) would save the caste from destruction. This was only partially true and an *error* on my part.
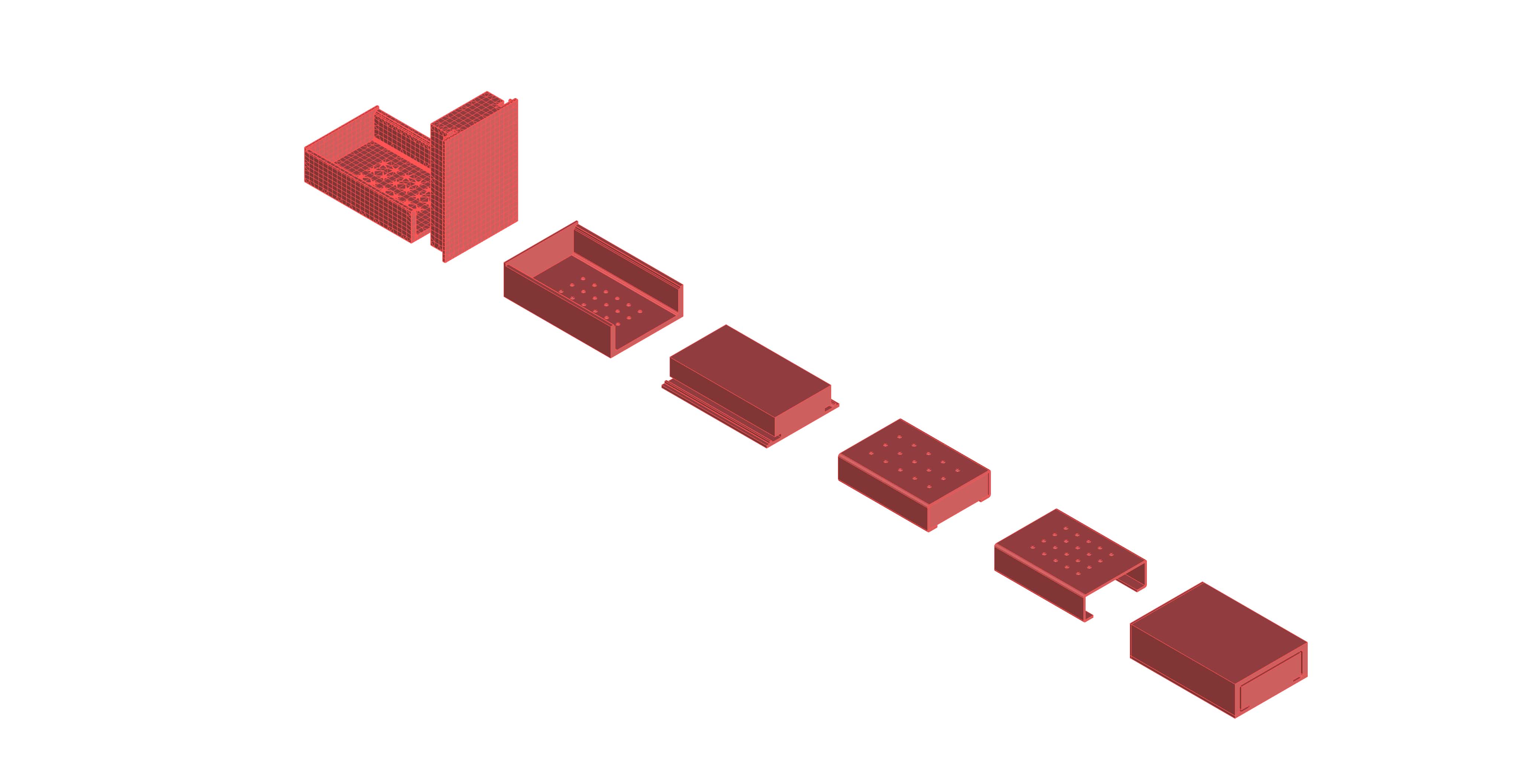
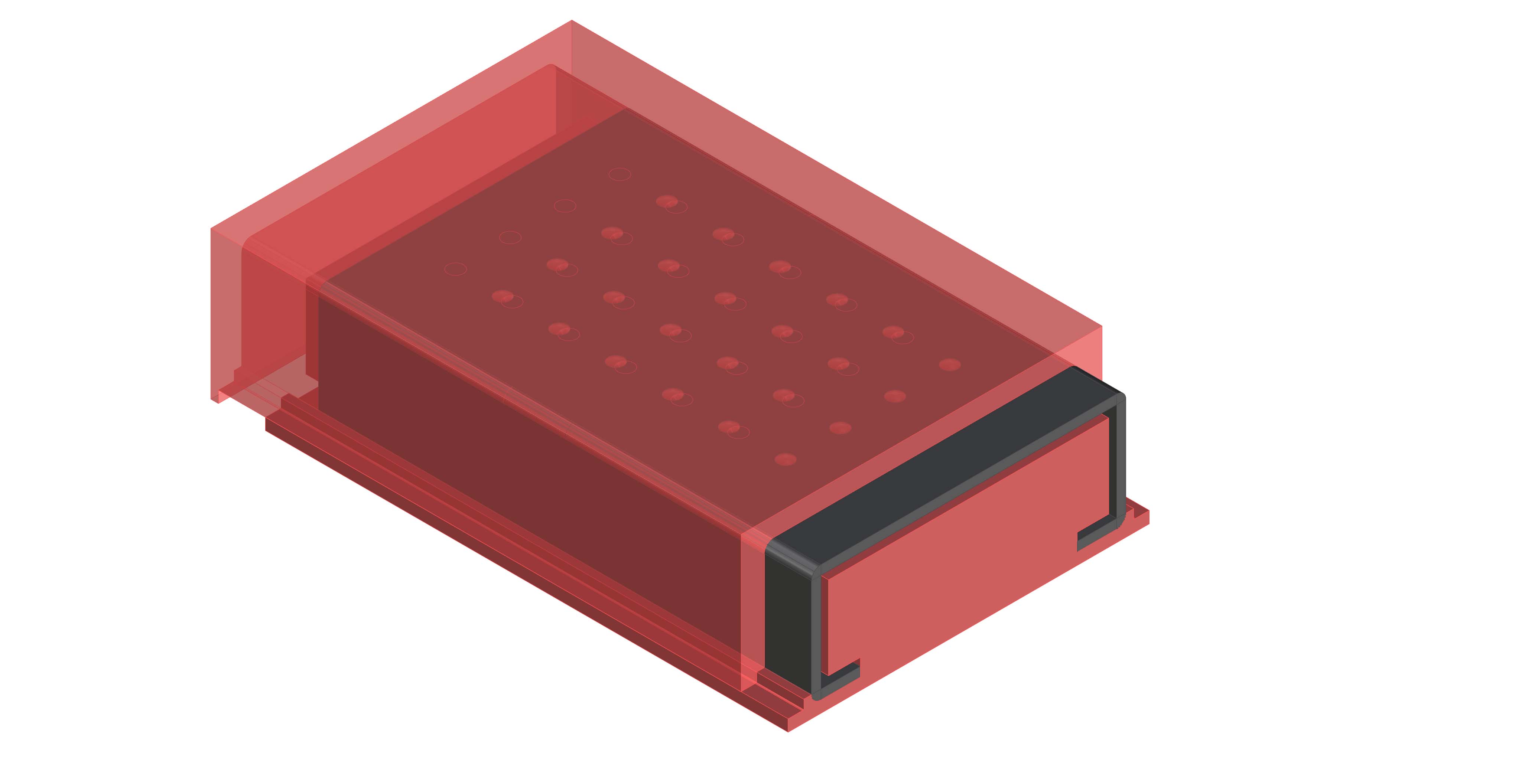
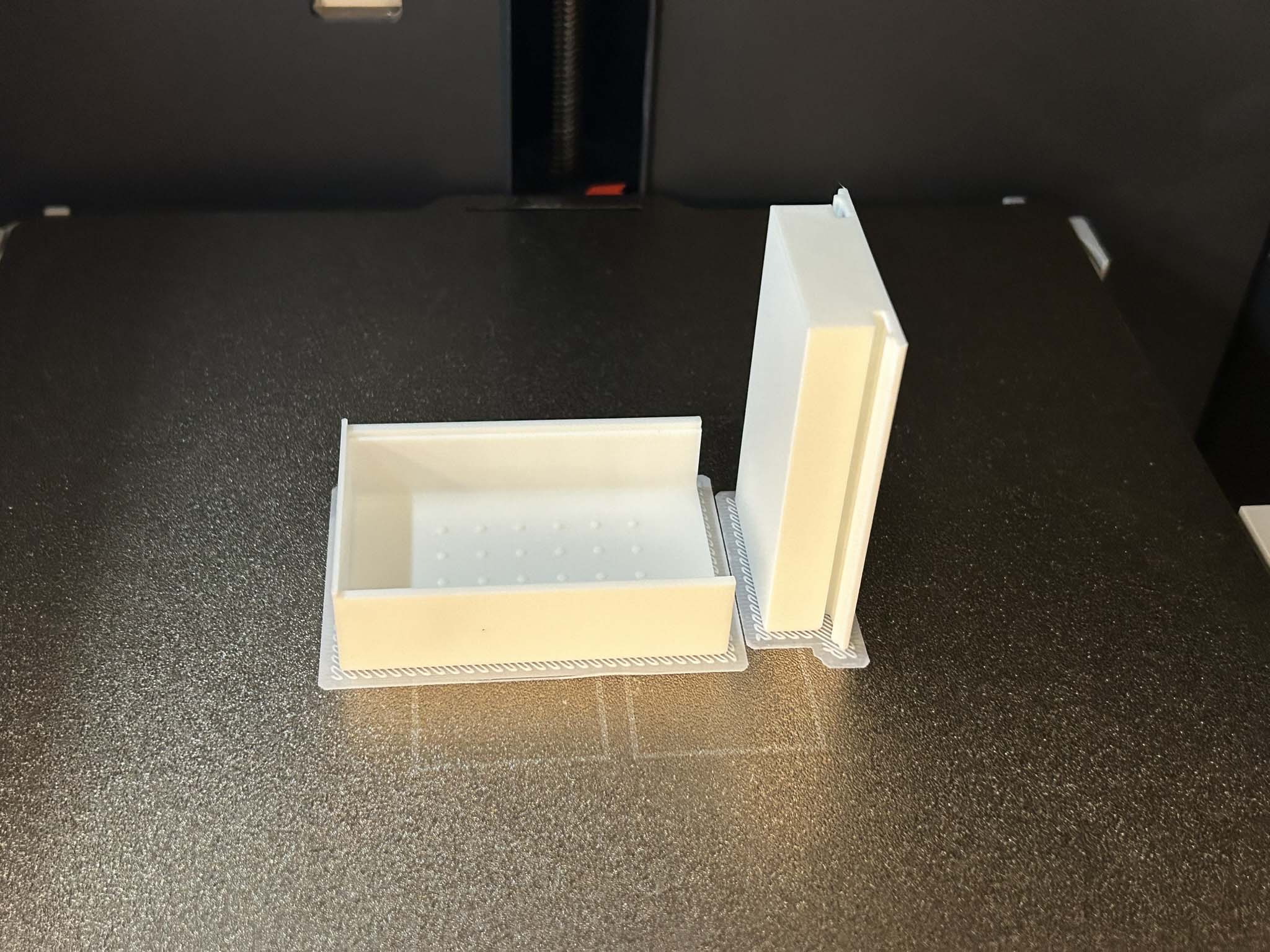
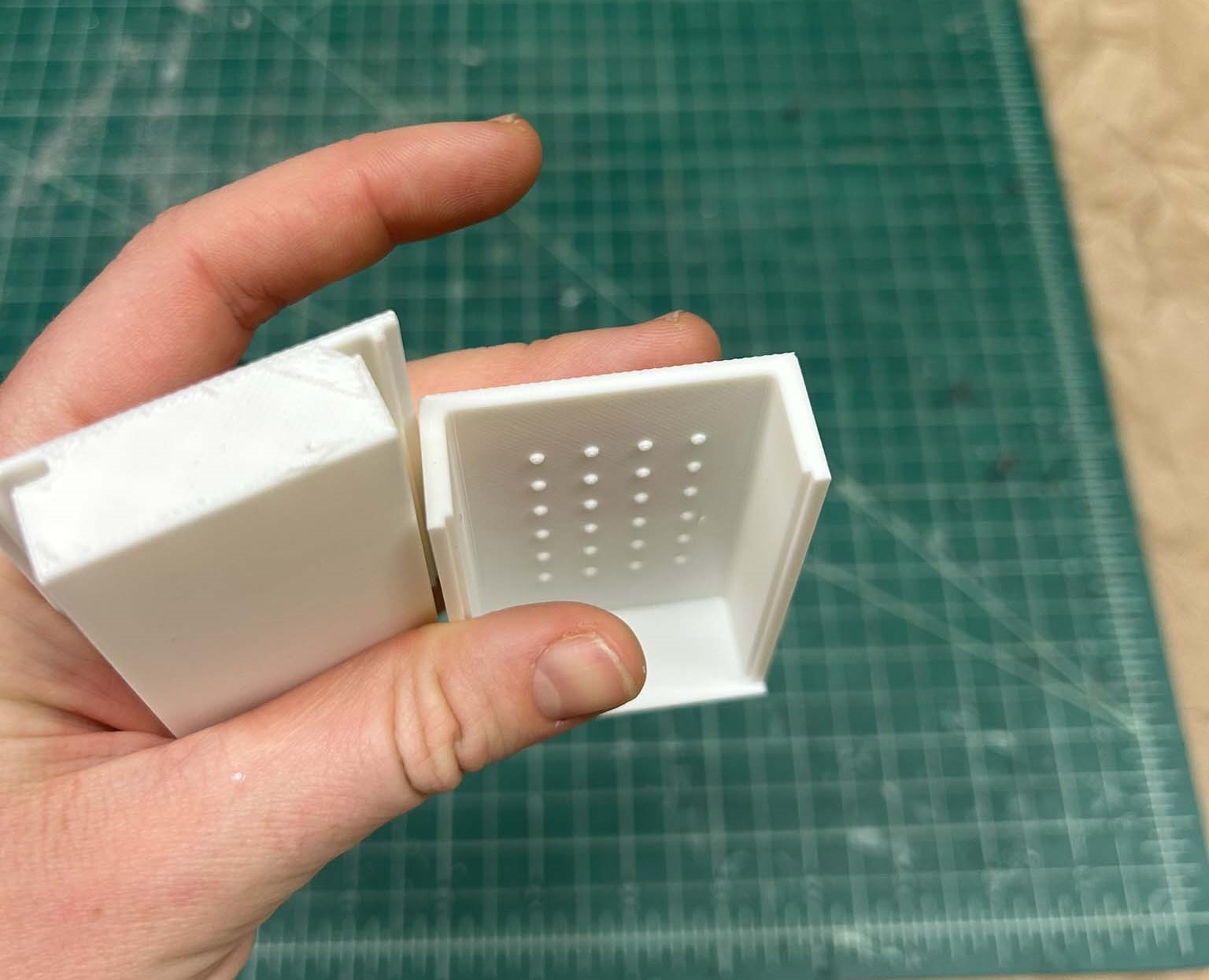
I started with modeling in Rhino. I looked up the American unit size for a matchstick (apparently there are lots of options). I modeled a case for it with my favorite Boolean operations (_BooleanUnion, _BooleanDifference). The important part was understanding how the cast would support itself:
The Details I considered:
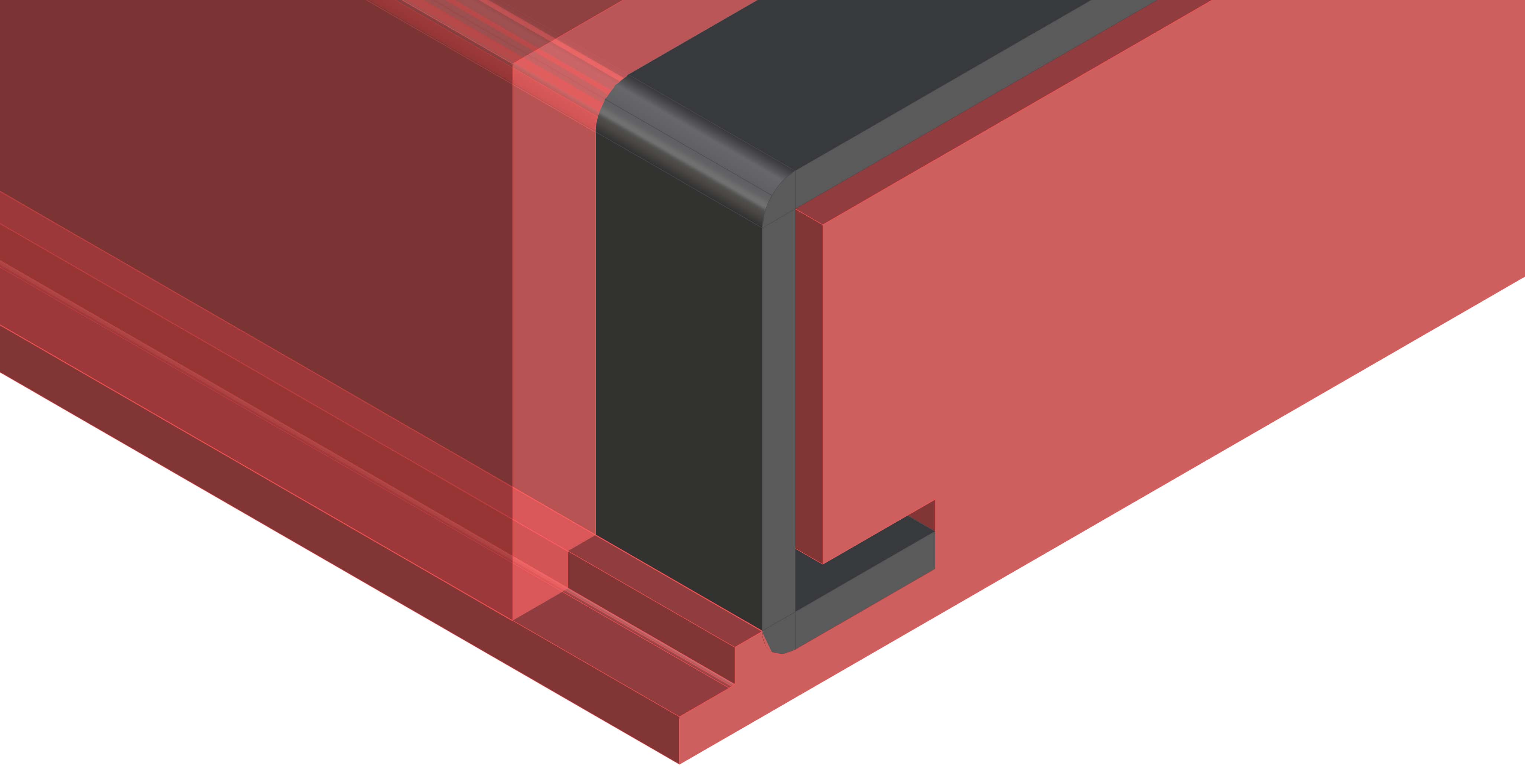
1. Since I was going to print in 3D and cast into it with tin, the cast had to have a non-flexible release. The top had a drawer-like joint to slide in and out. I consolidated the cast with a very strong band so it wouldn't open during the pour. This was later part of my downfall...
2. Certain kerfs/fillets to the edges so that nothing would stick.
3. I was casting a 'thin-shell' object, and so had to ensure I could pour efficiently into the mold. I ended up with 3mm.
 Issues I faced:
Issues I faced:
the mesh was smooth, but somehow when I converted the .stl mesh file to the Bambu printers, I couldn't print for the longest time.
Two things: make sure your PLA settings are correct to what the shop has installed (i didn't even check this since i assumed it was configured to the right setting, but this slices your print wrong and kept giving me bed heating issues.) Don't do this. I always reference the shop Bambu tutorial online to make sure my raft bed, quality and support settings and such are all correct.

Lessons on Casting:
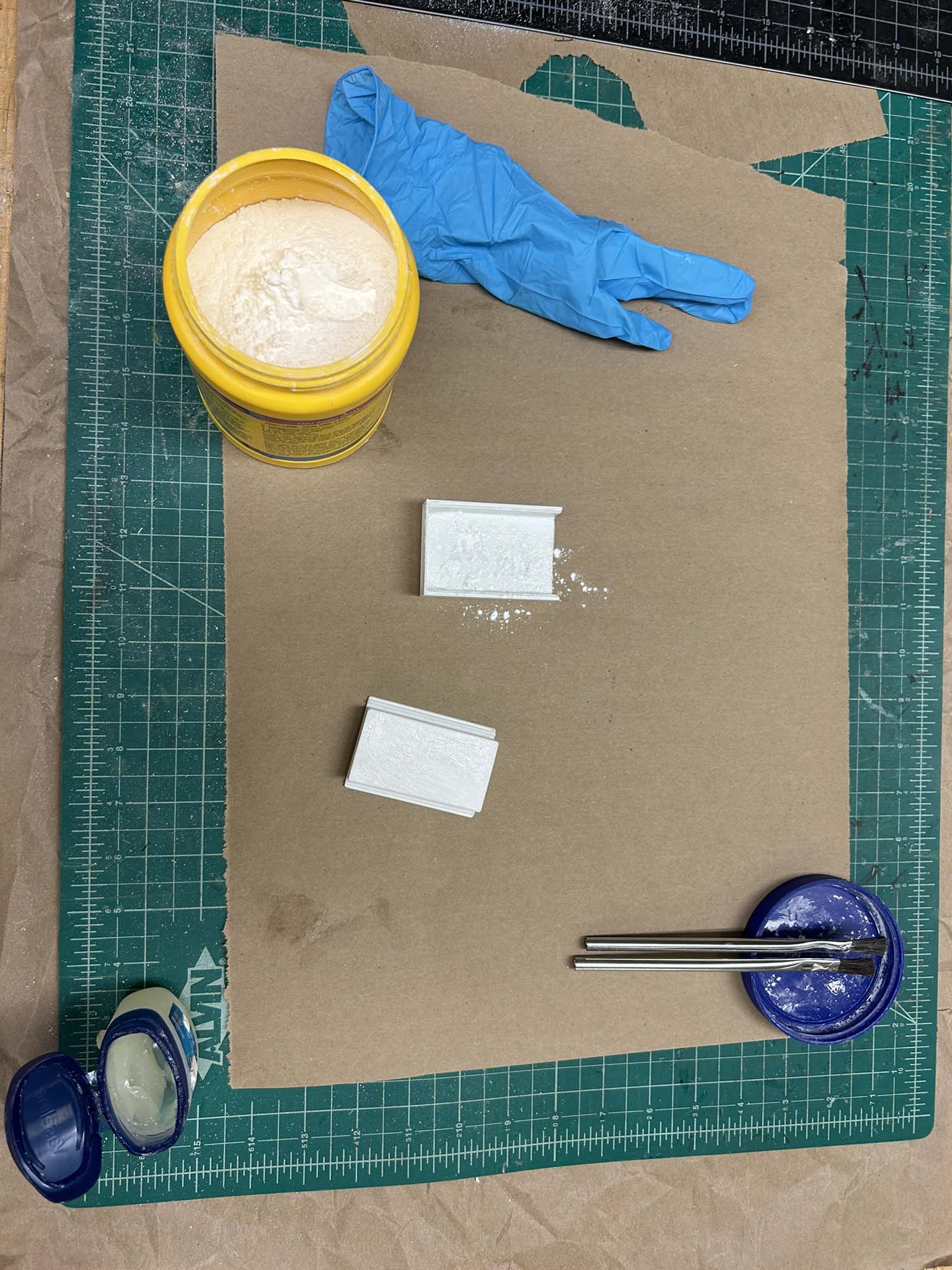
Do not Use both vaseline and baking soda on the mold.
Do not use vaseline at all, since the heat and the vaseline don't combine, and it would just melt / it's doing nothing for you. I realized it as I was lathing it on and decided to add baking soda on top as well. Not ideal. Failure #2: the tin alloy heats to 350degrees F, which is still too hot for a 3D print, espeically with minimal (12% infill) supports.
Use the oomoo silicone or other options (i've used wood too). This completely melted my cast after 10 seconds when I noticed it was bending from the strong bands I'd put on it. Thats why my matchbox has a curve to it, which design-wise is actually somewhat smart to hold the box of matches inside without sliding out, but not too much. Mine was definitely overdone since I had to cram/crease the box in improper ways to insert it.

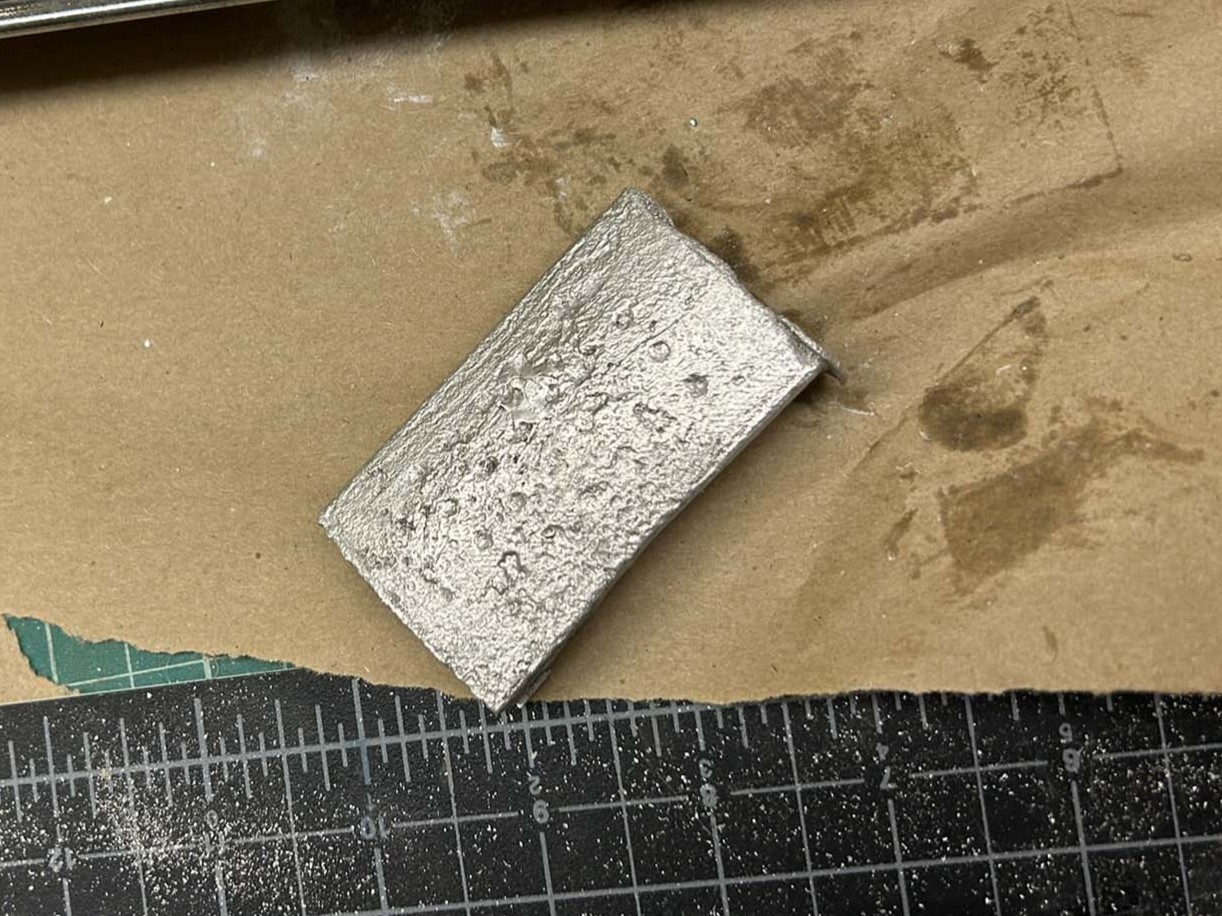
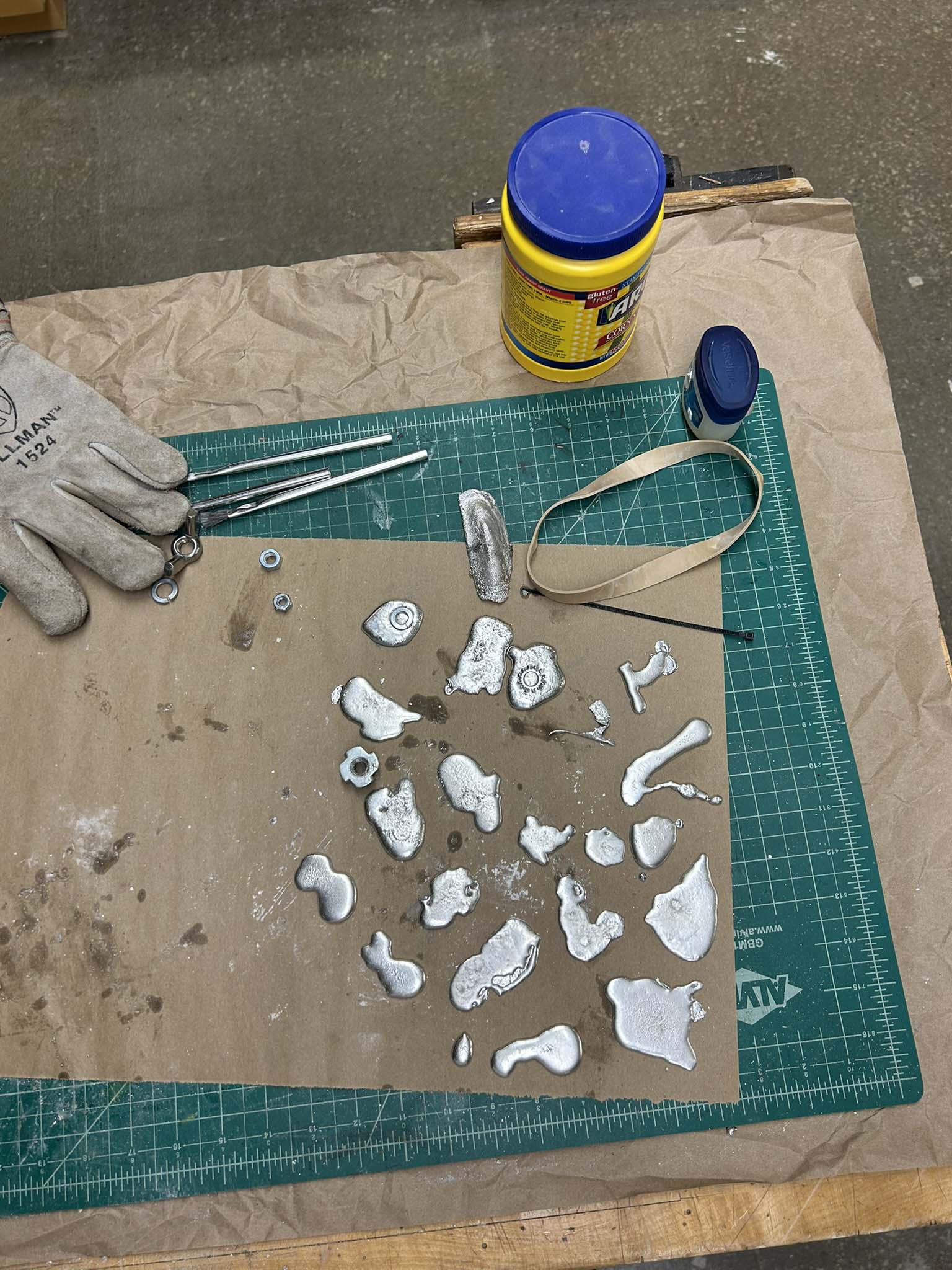
Experimentation:
I had some fun in the process and starting casting the tin alloy straight onto the pan.
This resembled my week 2 lasercutting project where a monolith/obelisk object came out of the ground. I enjoyed the material explroation of the tin and creating these natural forms.
It ended up making a very nice set: