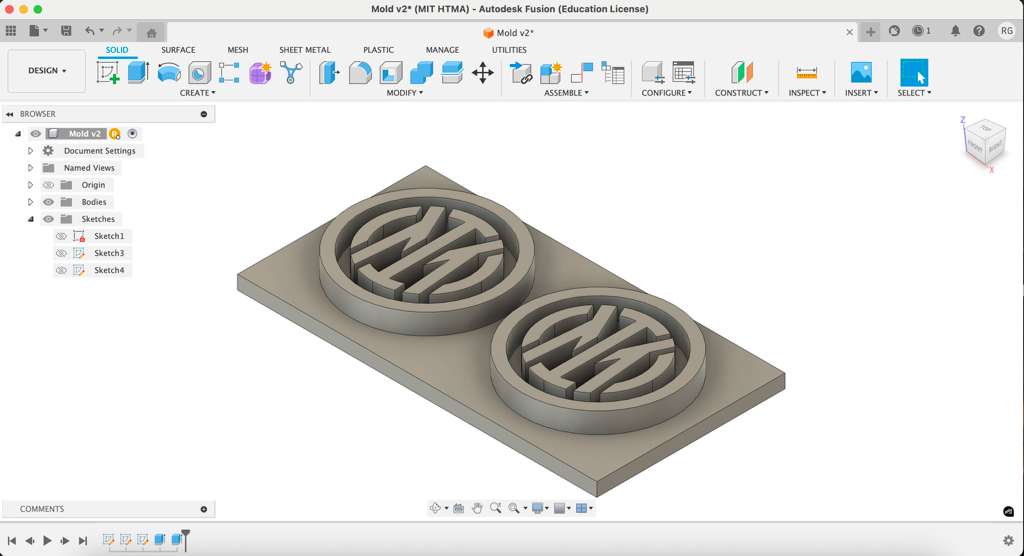
This week, I wanted to improve upon my vinyl cutting assignment to mold and cast my favorite soccer team logo: Inter Milan. The interesting part of the assignment is that you have to make a mold for the mold which strikes me as a double negative. To make a mold of a mold, you pretty much have to make the part. Isn't the whole point of making a mold to make a part? Seems like a chicken and the egg problem to me. Anyways, I thankfully have access to 3D printing which I can use to make the part. I started a sketch in Fusion to make the 2D logo outline, copying it to make sure I can make the top and bottom part of the mold. I then extruded the logos out of the page by 30mm and the base layer by -20mm to make the necessary outline. The final output was a 3D anti-mold that I will use to pour my mold material into.
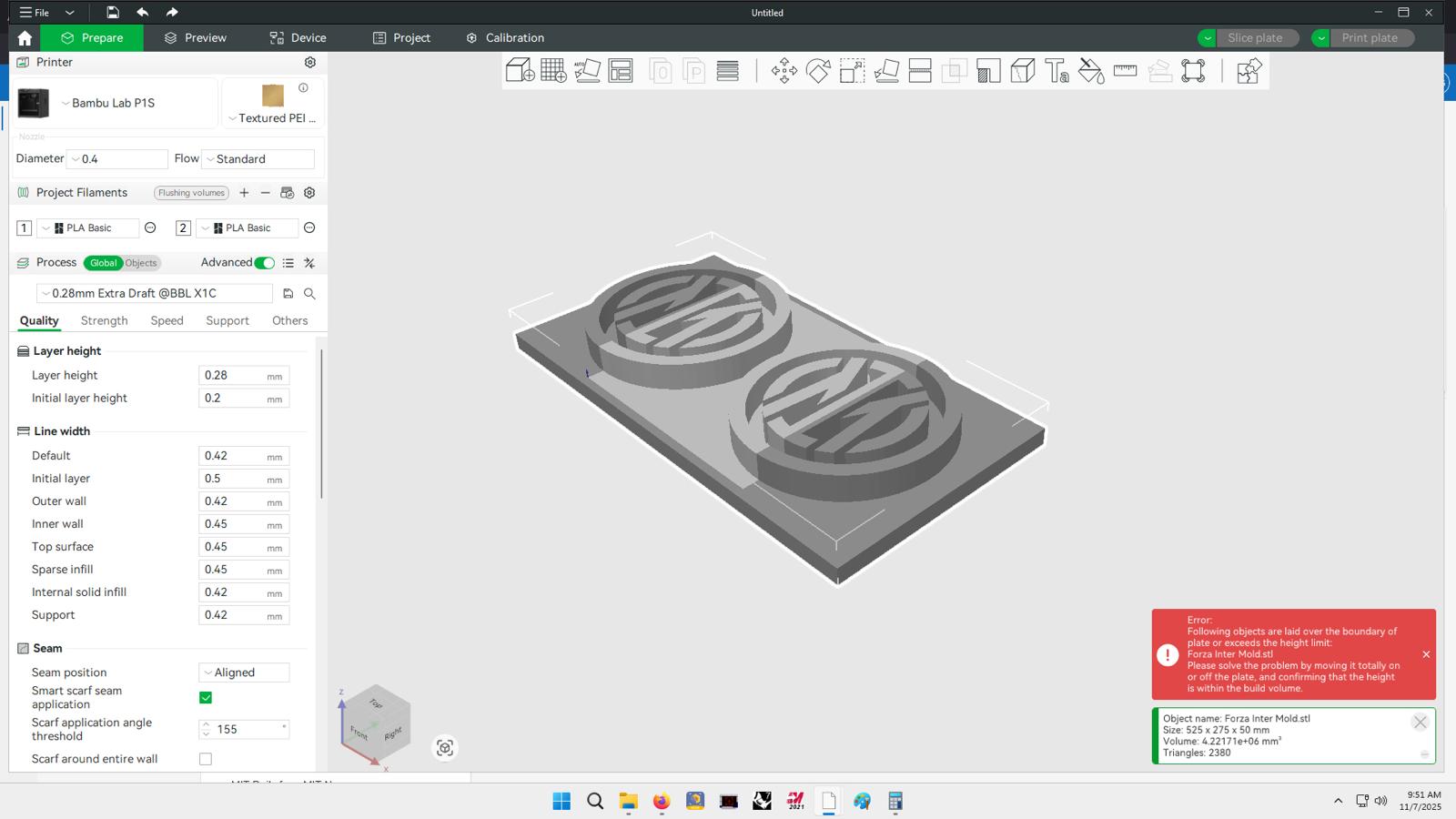
The next step was exporting the Fusion project as a .STL file and uploading it to Bambu Studio software on the Archshop desktop. I imported the design there and quickly realized the dimensions were off, so I resized and rescaled the design uniformly to fit onto the printer bed (150mm x-width). I added 2 raft layers to prevent slipping, and I enabled the Ironing (Top Surfaces) feature to provide that smooth surface finish that Prof. Gershenfeld is looking for. This adds a final pass of the heated nozzle to melt a thin layer of the PLA.
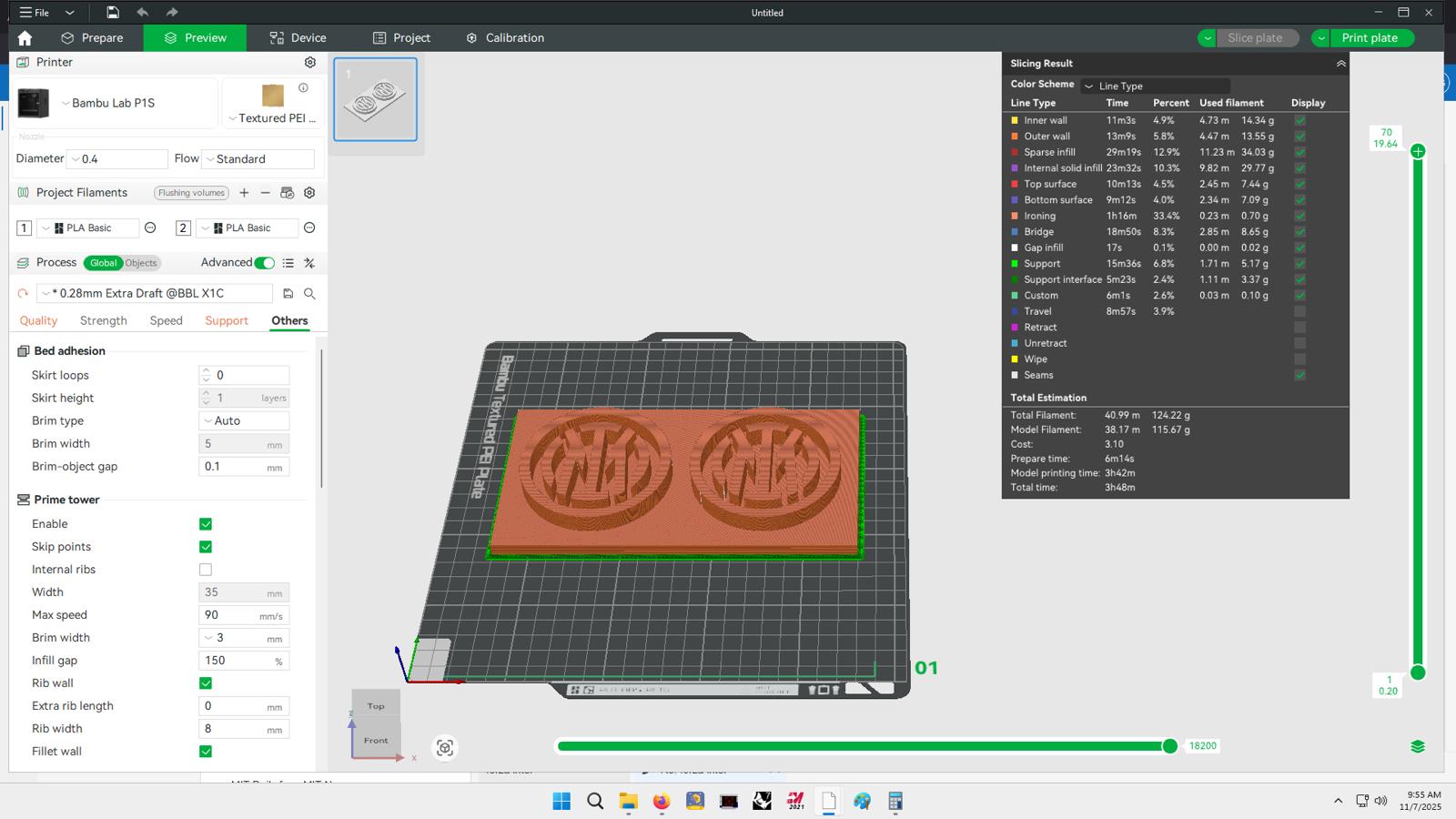
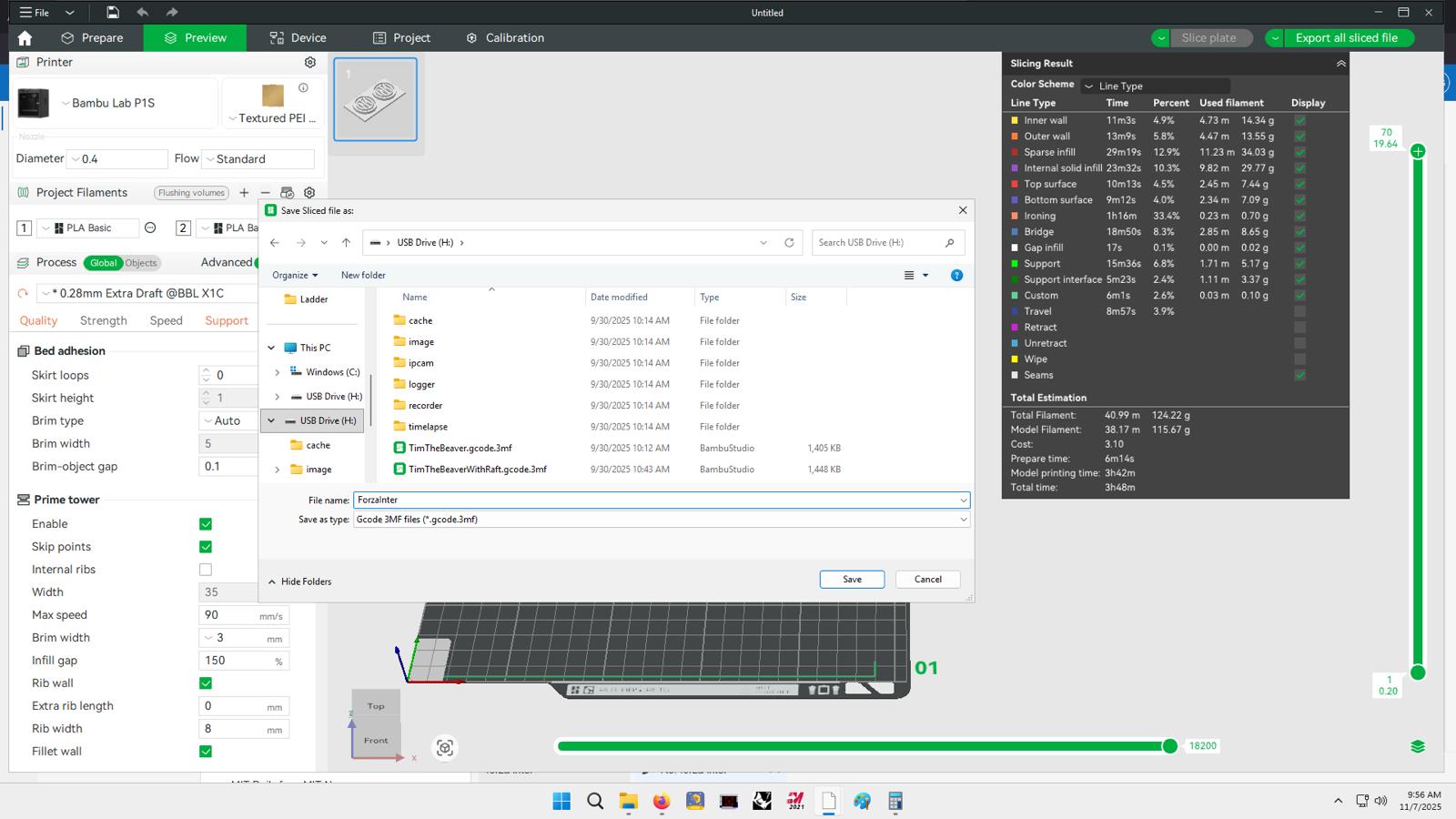
I sliced the plate to render the 3D model the printer needed, and then exported my build as a .3mf file type and uploaded it to my microSD card. This provides the machine with the gcode necessary for the 3D motion print. I cleaned the printer bed, inserted the SD card into the printer, and selected the print job to start. The machine got to work heating the nozzle and filament, slowly adding material in the positive Z-direction. After about 4 hours, the print was done and I removed the material from the printer and cleaned it for the next person.
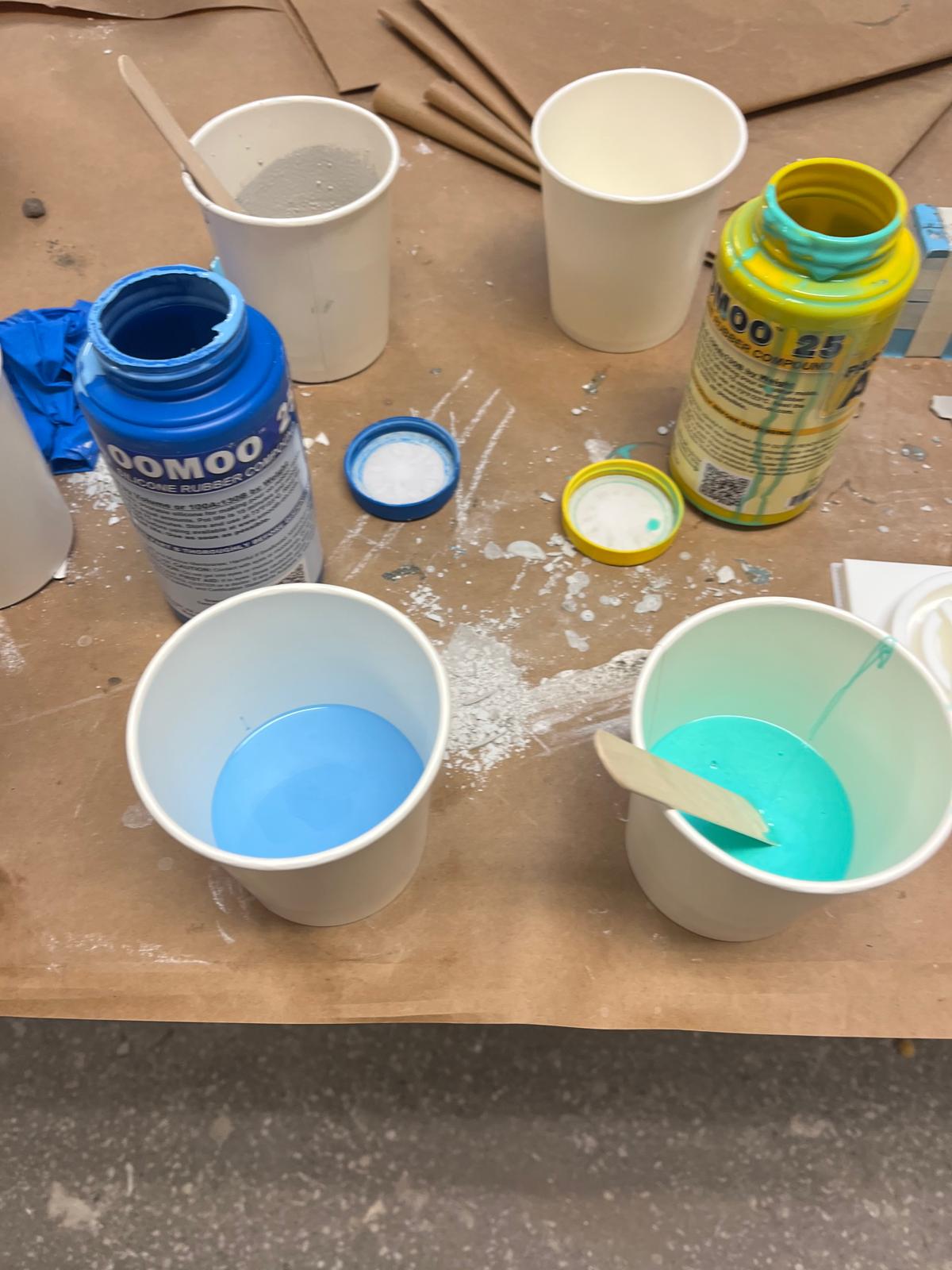
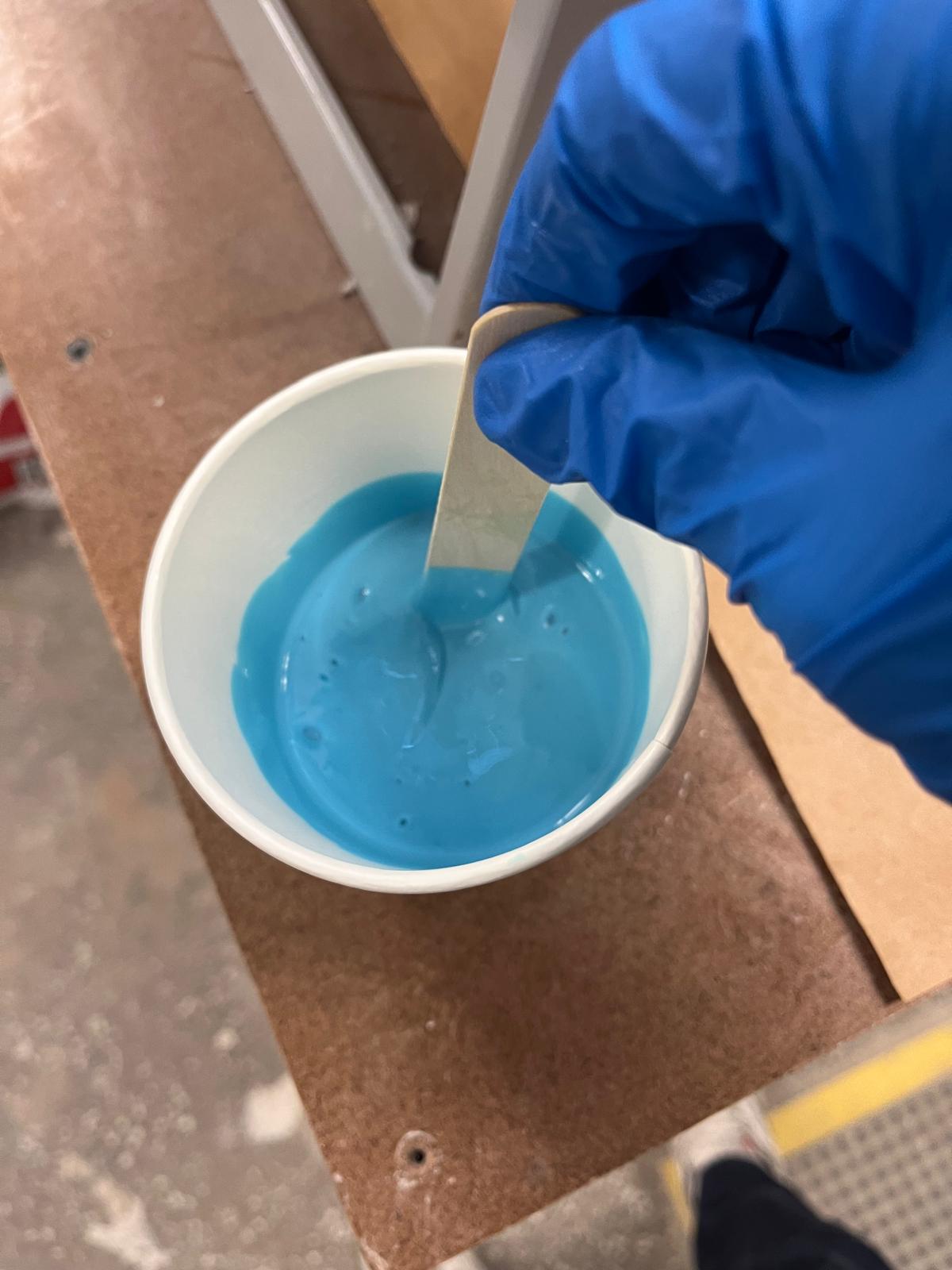
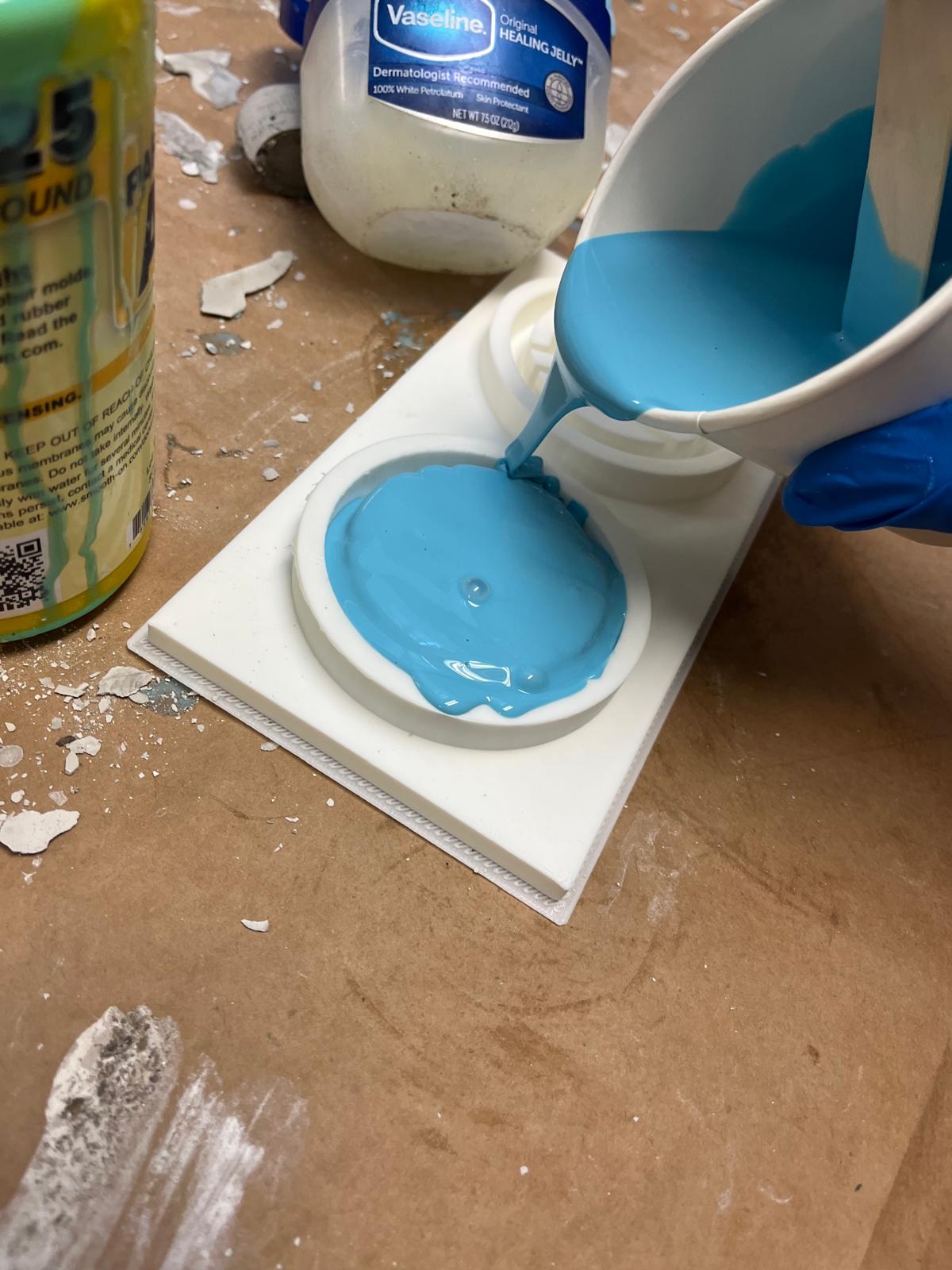
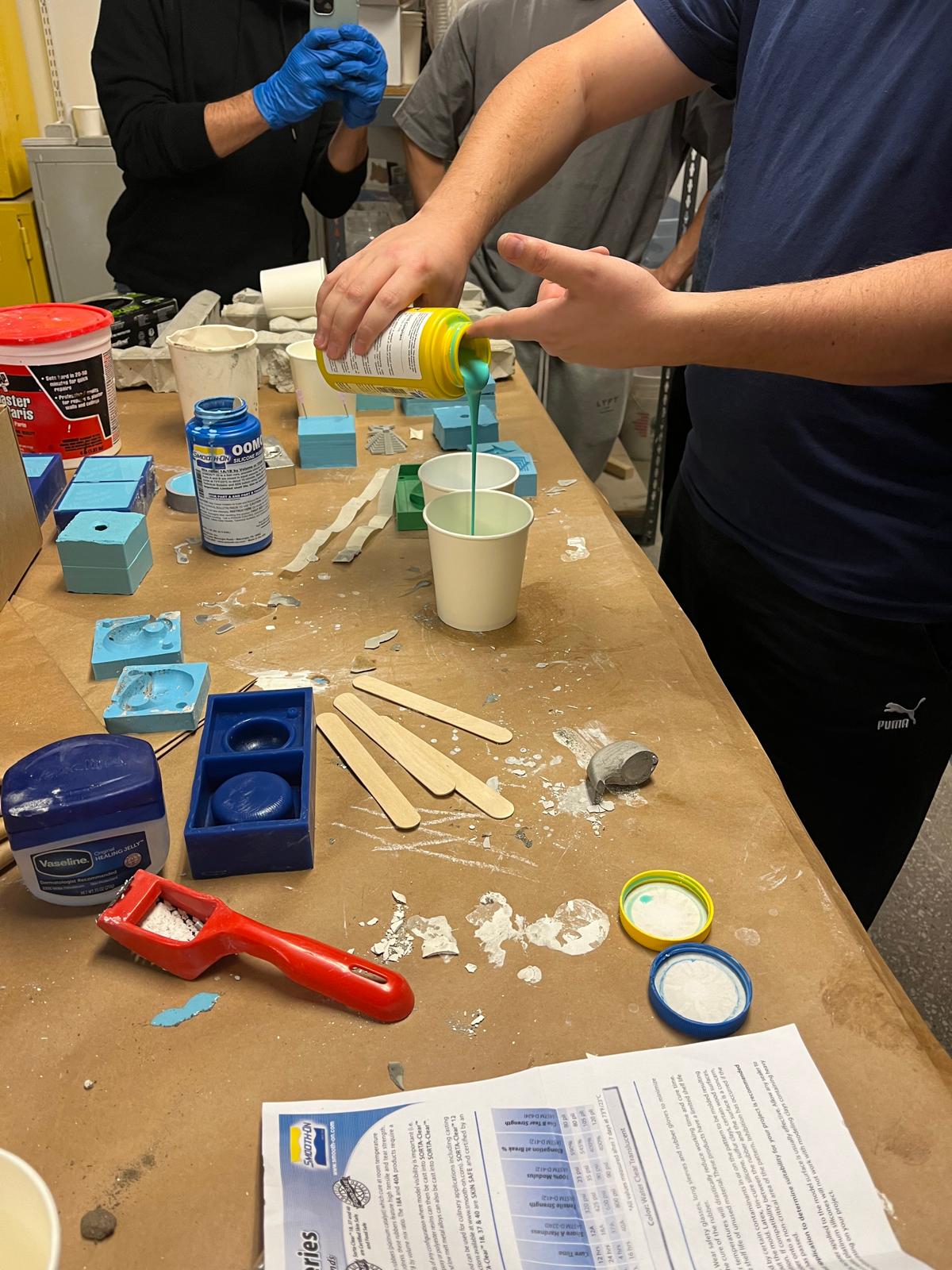
I brought the 3D print over to the other architecture shop room with Oomoo silicon material to make my mold. After a training session with Gert, I learned the process was straightforward. Taking the blue and yellow bottles with questionably viscous liquid, I mixed them equal parts using the wooden stick. The most important part of the process is to not have any air bubbles, which are removed by tapping the cup for 10 minutes on the table. Think of it ase tapping a baby on the back as you wait for them to burp. Once the liquids were mixed into this blue turquoise soup, I prepped the mold by layering thin vaseline to help with removing it later.
I began pouring the mixture onto my 3D print slowly, to make sure no bubbles were introduced in the process. It was a delicate pour in between the 3D parts, with some stuff left over on top. I took the wooden sticks and paper towels and cleaned up the composite. Once the mold looked clean and bubble-free, I set it over to the side and let it sit for a day for the silicon to take shape. In the meantime, there was some mixture left over which we poured into one of Gert's previous molds.
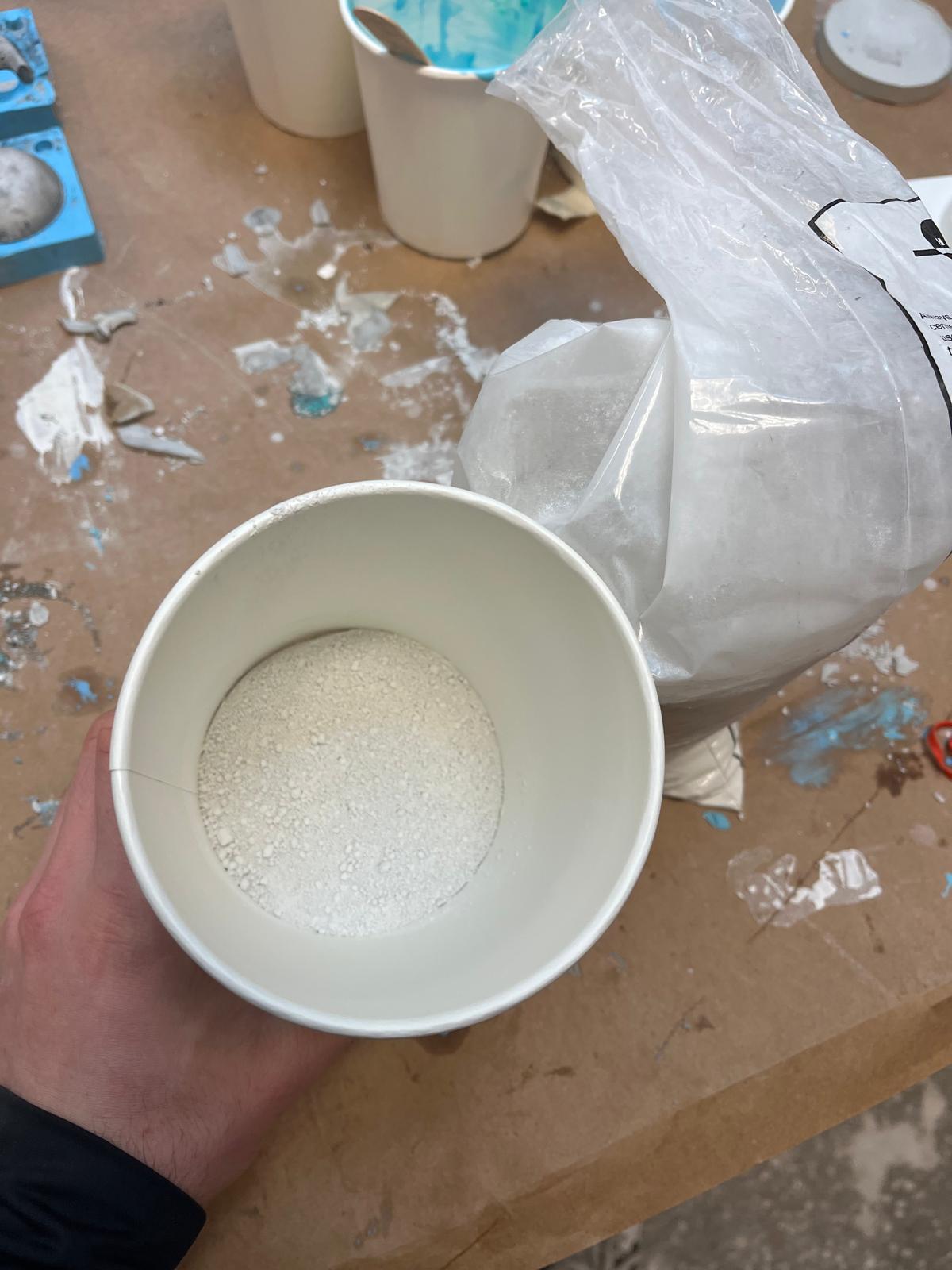
After a day of rest, the mold was ready to be taken out. I carefully used a metal tool to slip past the sides and pry the mold out. The mold design was very difficult to remove carefully due to the thin body and circular edges. After a bit of trial and error, I was able to lift the mold out of the 3D printed material. The silicon mold was floppier than I expected, so I had to make sure not to teaer it as it came out. The next step was making rockite to pour into the mold. I used 4 parts rockite powder to 1 part water, and mixed it together until it reached a thick pancake batter consistency. This step also required some tapping to get the air bubles out.
I poured the batter into the mold and cleaned the edges up. The rockite dries really fast, so it took roughly 10 minutes before I was able to take the parts out of the mold. This process was much easier than the earlier one because the outer silicon mold is very flexible, so just a bit of force pushed the parts out. They came out and I assembled them in the right logo formation, with a sleek look on the top. I think this was definitely an improvement to the vinyl cutting week, with an accurate design. Forza Inter!