Week 9: Molding and Casting
Project Plan
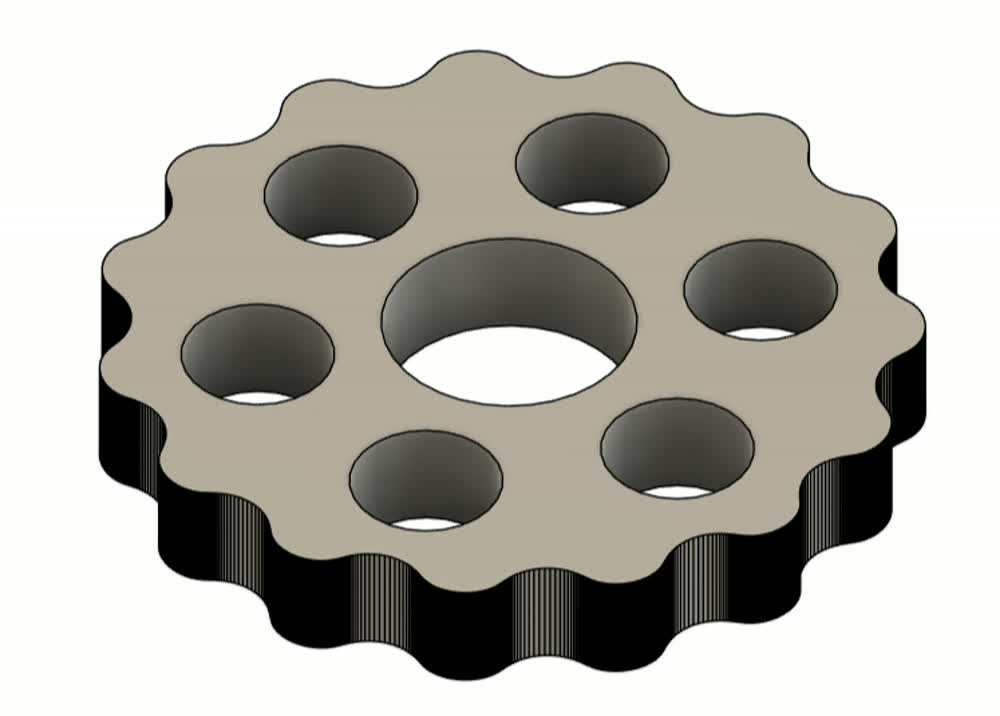
For molding and casting, I thought it would be interesting to try and cast one of the cycloids in the cycloidal drive. I figured that
I could likley cast them out of materials that had much better structural integrity than a simple 3D printed part. I am working on the
next iteration of the drive itself and so I figured it would be fine to mold and cast a scaled down version of the previous design to
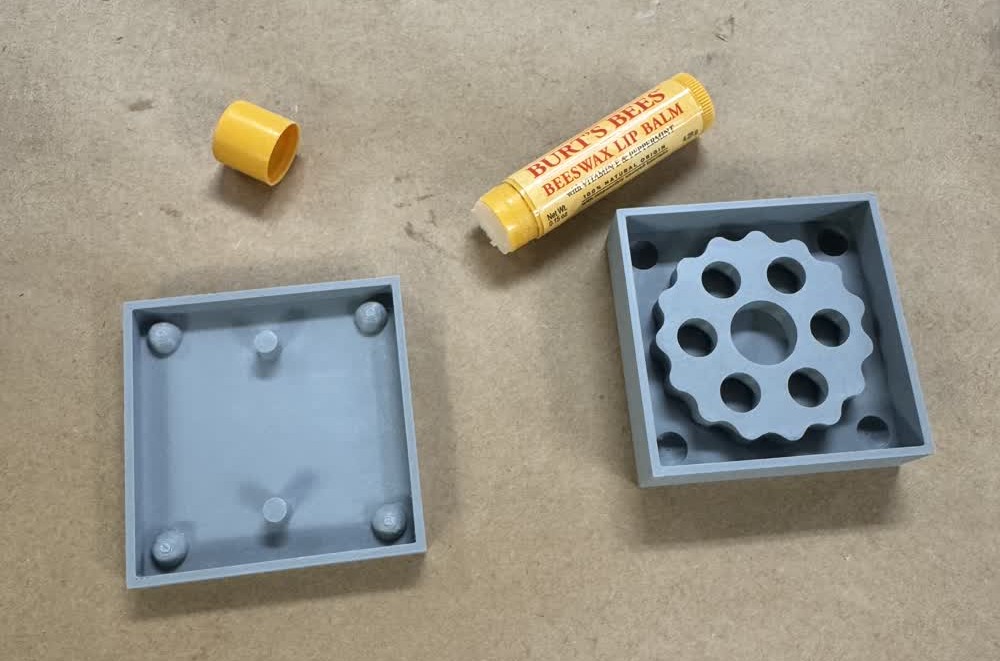
test if it would work. For reference, this is the cycloid that I am talking about.
I knew that I was going to be short on time this week becasue I was leaving Saturday morning and would get back mid day Monday which
did not leave me very much time to work on it.
The Training
I went to the training that Gert hosted on Thursday demonstrating how to pour and cast. There wasn't anything particularly interesting, he just heavily emphasized the need to remove as many bubbles as possible. I am a mentor in The Deep, a makerspace on campus and they have a vaccum chamber which I figured could be useful for this.
Execution
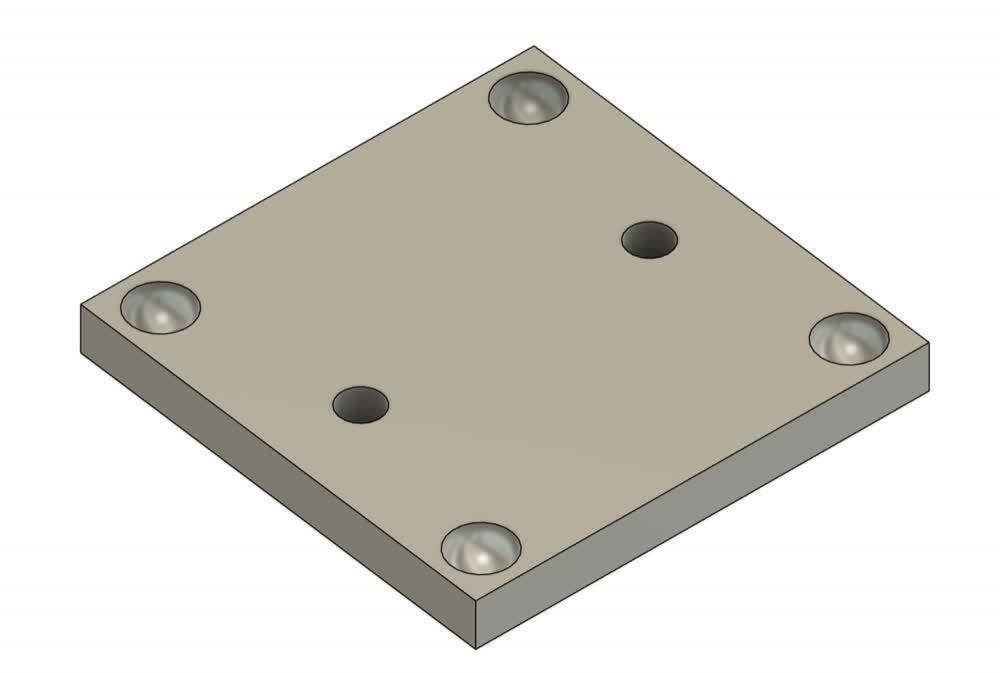
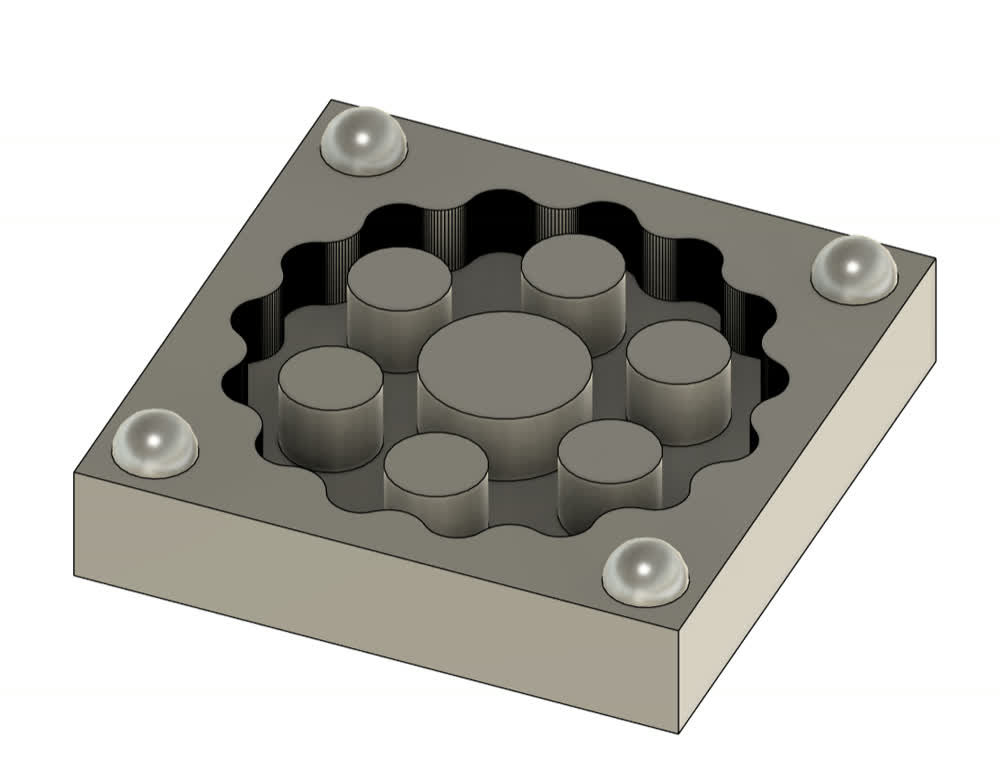
To create the double negative mold, I figured I would start with the existing model of the cycloid that I wanted as the result, and then
subtract it from a body to get the first negative. I already had the 3D model for what I was trying to cast, and so I was able to jump right in.
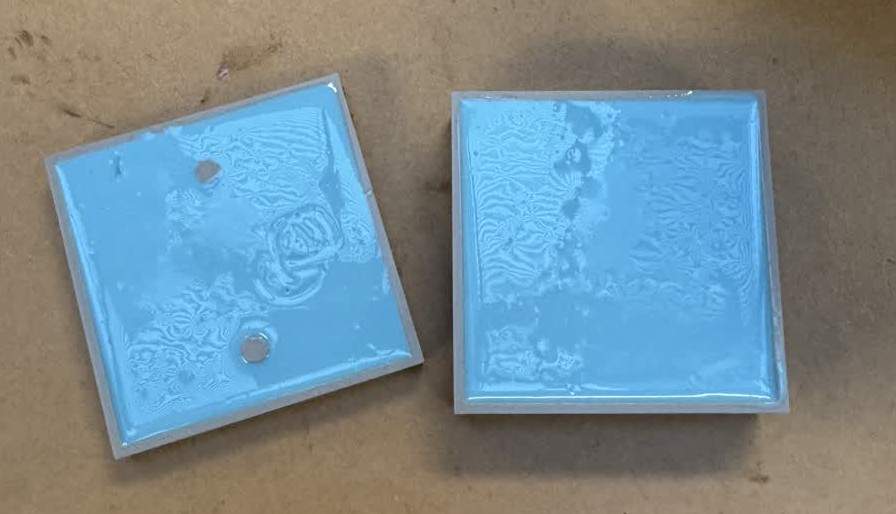
The instructions on the back say that it takes about 30 mins to cure. It also suggested a ratio of 2 parts plaster to 1 part water. I tried that initially and
determined that it was too viscous and I wouldn't be able to pour it into my mold. I slowly added water until I felt that it was worth a try.





Thoughts and Reflection
I definitley fell behind this week. I poured my mold on Tuesday and started casting attempts early Wednesday morning. I'm quite furstrated with myself, but at the end of the day
it was a learning experience. I probably should have printed and made my initial mold before I left for the weekend and then I would have been fine when I came back. Of course, that
was the goal but I just couldn't execute on that.
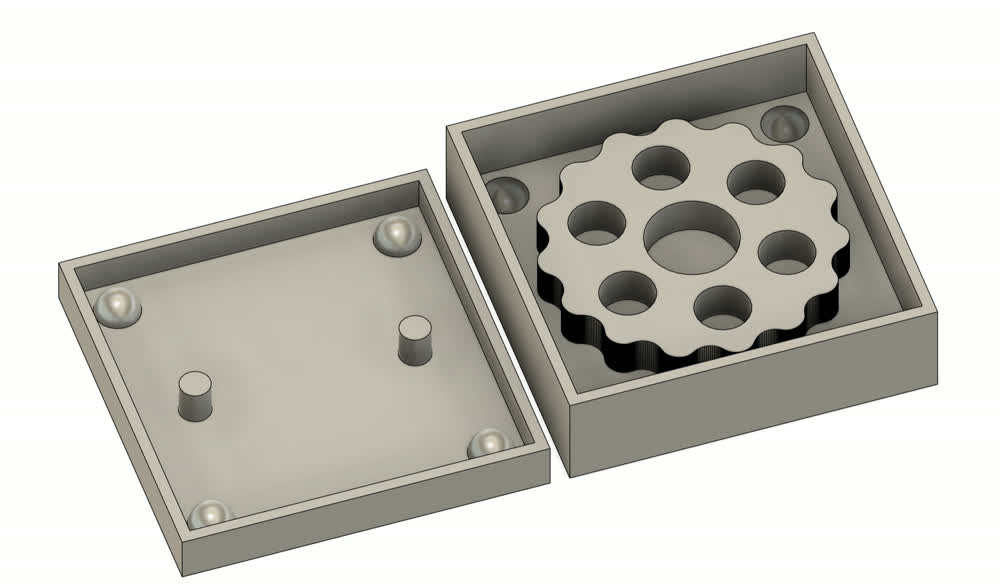
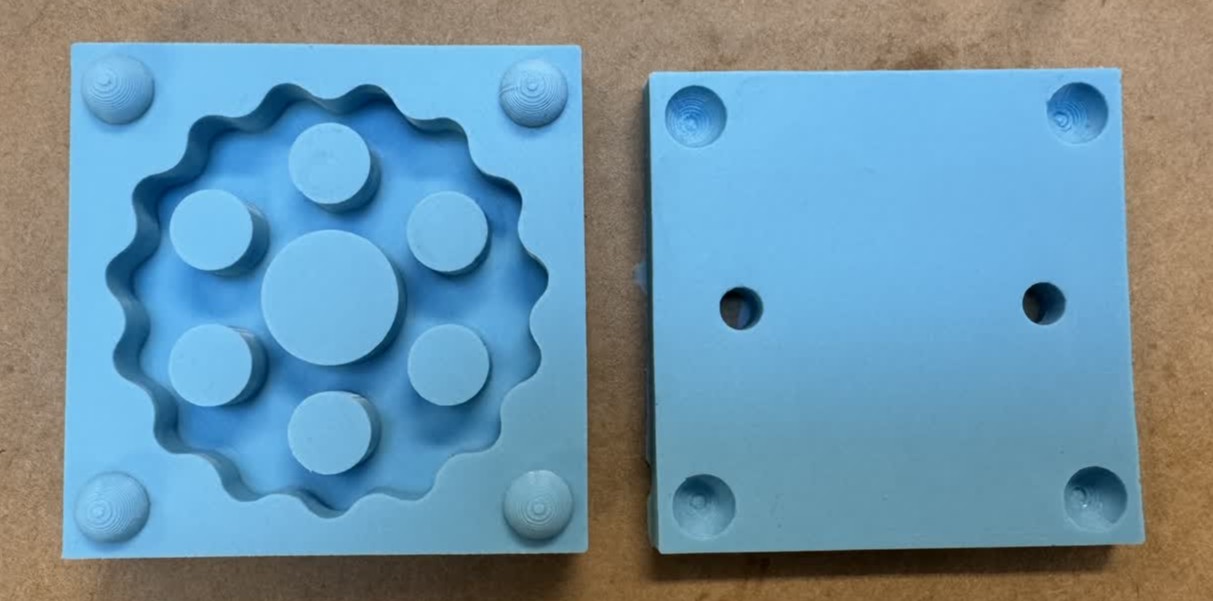
All that is in the past and doesn't matter anymore. Regarding the actualy project for the week and the experience of molding and casting something, I was quite pleased. I'm really
happy with how my mold came out and I think it would be great to cast the final design of the cycloidal drive out of resin. I think it would have much better structural integrity when
compared to a 3D printed counterpart and it would also just be really satisfying to see clean, professional looking parts in my final project.
I'd like to revisit molding and casting once I have a final design of the drive system figured out and I look forward to refining my skills as I continue. I feel like I barely scratched the surface.