Week 4 - Group Assignment Summary
Embedded Microcontroller Test Equipment Observation
Assignment Overview
This page summarizes the group assignment for Week 5, where we used test equipment in our lab to observe the operation of an embedded microcontroller. This hands-on experience provided valuable insights into microcontroller behavior, signal analysis, and debugging techniques.
For complete detailed information, visit: Week 4 Group Assignment Section
Group Assignment: Test Equipment Observation
Use the test equipment in your lab to observe the operation of an embedded microcontroller.
Test Equipment Available
The following test equipment was utilized to observe and analyze microcontroller operation. Multimeter and oscilloscope provide 99% of the information needed for comprehensive analysis.
Multimeter
Essential for basic measurements - voltages (slow, twice a second), resistances, and current (in series)
Oscilloscope
High-speed analysis - voltages (fast, 5 million times a second) and digital signal decoding
Logic Analyzer
Digital signal analysis - both cheap and professional models available, can also be done on oscilloscope
Function Generator
Signal generation for testing receiving ends of boards - most scopes have built-in generators
Power Supply
Controlled power delivery for stable microcontroller operation
Breadboard
Circuit prototyping and testing platform
Test Equipment Procedures & Observations
Detailed procedures and observations using various test equipment to analyze microcontroller operation:
Multimeter Measurements
Ideal for measuring supply voltages and DC levels
Essential for continuity testing and fault finding
Critical for power consumption analysis
Press function twice for portable multimeter operation
Oscilloscope Analysis
Captures fast transients and digital signal transitions
Proper grounding essential for accurate measurements
Higher than expected noise levels observed
Consistent ripple characteristics across voltage rails
Electrocardiogram (ECG) Testing
Essential for clean ECG signal acquisition
Optimal for detecting cardiac electrical activity
Potential application for final project development
Digital Signal Decoding
Systematic testing of serial data transmission
Proper configuration essential for signal interpretation
Manual decoding reveals transmitted data content
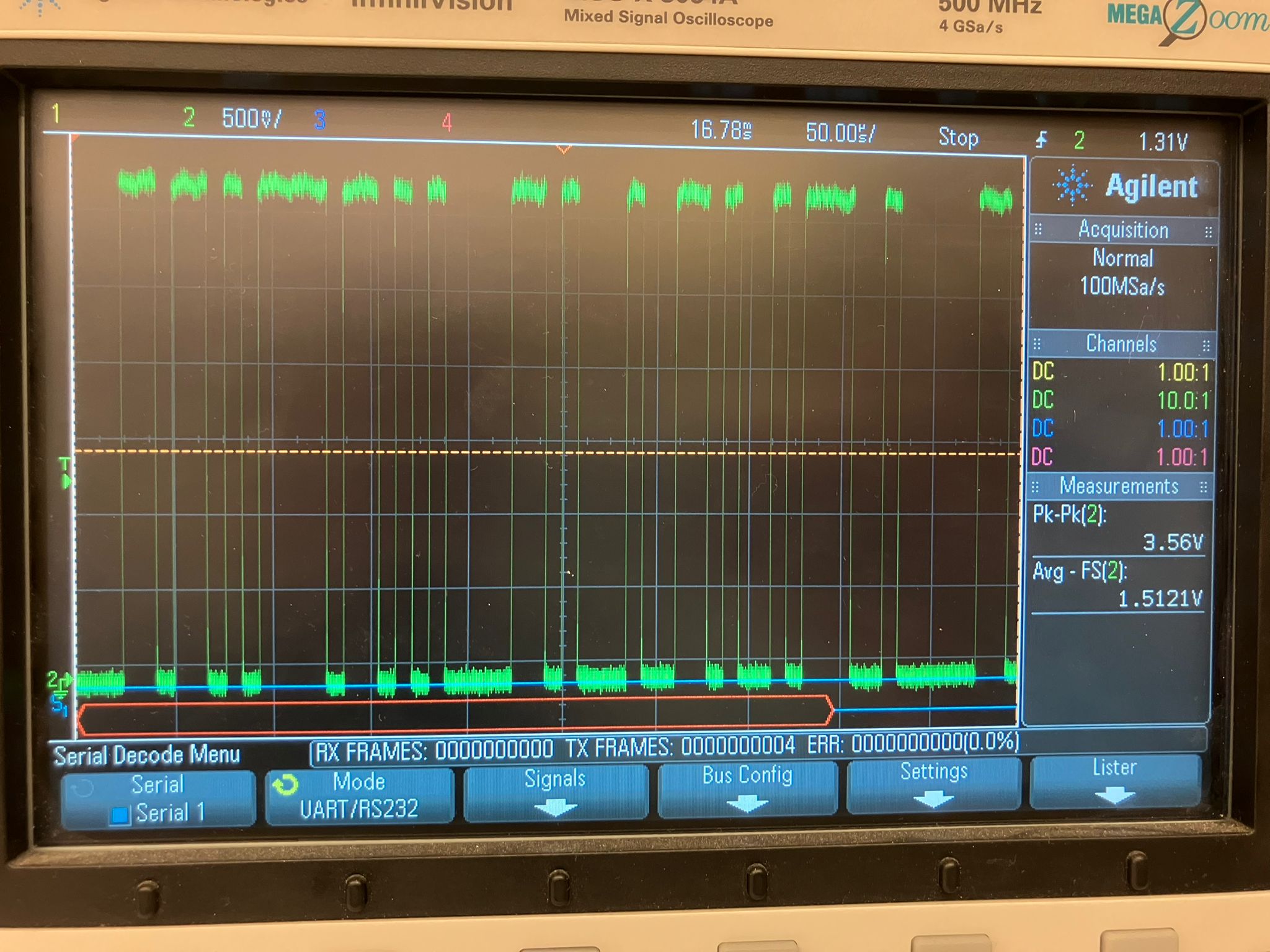
Serial Signal Analysis: Oscilloscope capture showing digital serial communication signals with clear 1s and 0s pattern, enabling ASCII character decoding and protocol verification.
I2C Communication Analysis
Standard I2C clock frequency for fast mode
Data changes on SCL falling edge, stable during SCL high
Confirms correct I2C implementation
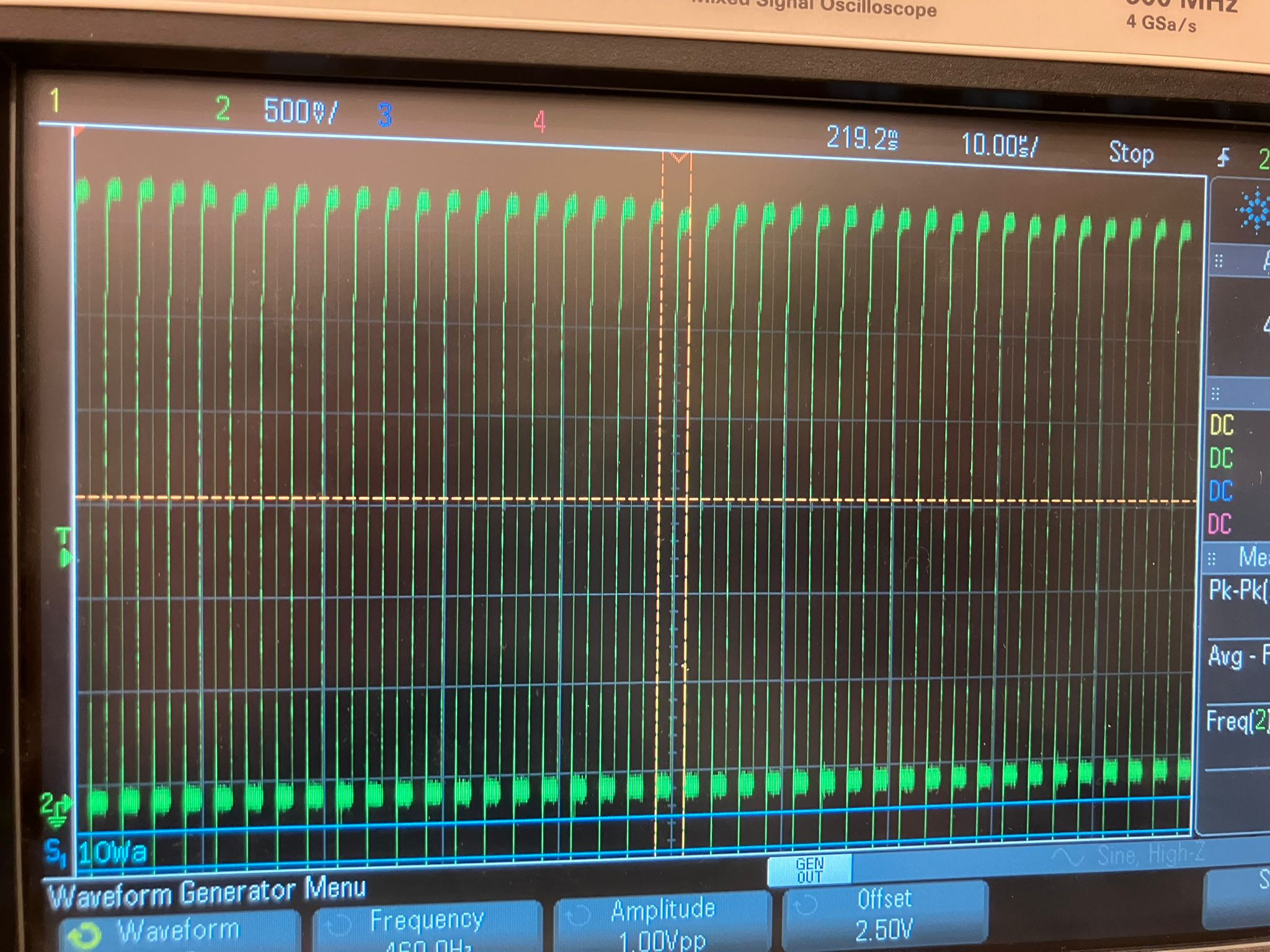
SCL Clock Signal: Oscilloscope capture of I2C SCL (Serial Clock) line showing clean 400kHz square wave with proper falling edge timing for data synchronization.
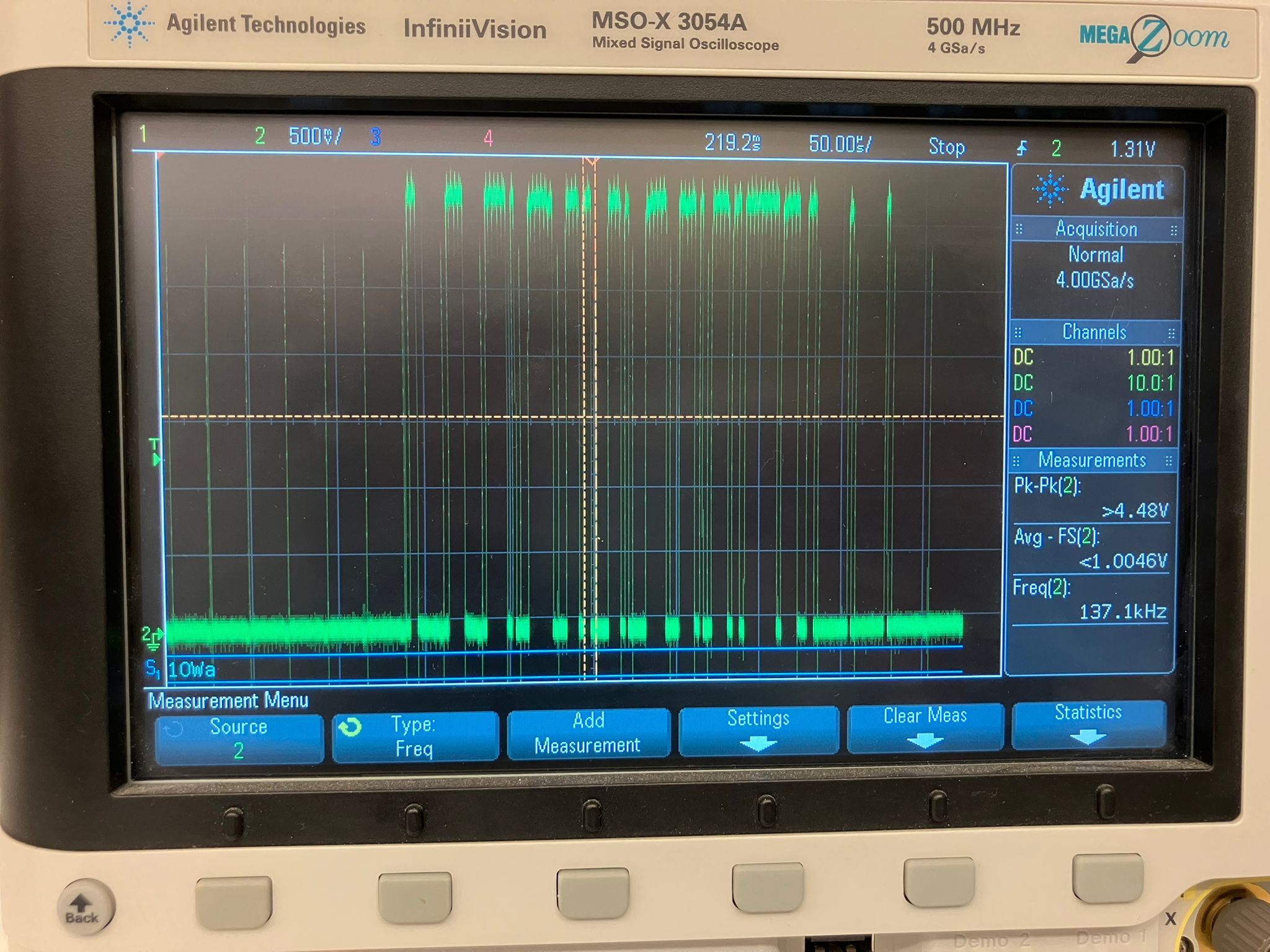
SDA Data Signal: Oscilloscope capture of I2C SDA (Serial Data) line showing data bits changing on SCL falling edges, demonstrating proper I2C protocol timing and data transmission.
Signal Generation Testing
Validates input circuit functionality
Convenient all-in-one testing solution
Enables advanced biomedical signal analysis
Test Equipment Setup Procedures
Oscilloscope Probing Setup:
- Plug alligator clip of ground probe to ground reference
- Use main probe clip to probe signal pins
- Adjust oscilloscope view for optimal signal display
- Start with 5V supply pin for initial voltage verification
Multimeter Continuity Testing:
- Set multimeter to resistance mode
- Press 'select' function for continuity mode
- Device beeps when resistance is under 50 ohms
- Press function twice for portable multimeter operation
Measurement Techniques
Systematic Approach: We employed a systematic approach to observe microcontroller operation, starting with basic power supply verification and progressing to complex signal analysis. This methodology ensured comprehensive coverage of all critical operational aspects.
Each measurement was documented with specific test conditions, equipment settings, and observed results to provide a complete picture of microcontroller behavior under various operating conditions.
Key Findings & Practical Applications
Comprehensive analysis of test equipment effectiveness and real-world applications:
🔌 Power Supply Analysis
📊 Multimeter Effectiveness
📈 Oscilloscope Capabilities
📡 Serial Communication
🔗 I2C Protocol
❤️ ECG Signal Capture
⚙️ Equipment Integration
🎯 Equipment Selection
Special Thanks to Our Section
We would like to express our sincere gratitude to all members of our section for their invaluable collaboration throughout this group assignment. Your contributions were essential to the success of this comprehensive microcontroller observation project.
Collaboration Activities
- Equipment setup and calibration
- Measurement coordination and data collection
- Signal analysis and interpretation
- Documentation and result sharing
Knowledge Sharing
- Test equipment operation techniques
- Measurement best practices and tips
- Signal analysis methodologies
- Troubleshooting strategies and insights
This collaborative effort demonstrates the power of teamwork in technical education and hands-on learning. The collective knowledge and shared experiences significantly enhanced our understanding of microcontroller operation and test equipment usage.
References
- Course Materials
Embedded systems lecture notes and technical documentation - Lab Equipment Manuals
Oscilloscope, multimeter, and logic analyzer operation guides - Microcontroller Datasheets
Technical specifications and electrical characteristics - Test Equipment Documentation
Equipment-specific measurement procedures and best practices - Full Assignment Details: https://fab.cba.mit.edu/classes/863.25/people/SaleemAldajani/week4.html#group-assignment
Complete detailed documentation and results
Ethical AI Use
Documentation of AI tool usage for this week's group assignment summary and website development work.
Week 5 - Group Assignment Summary Development
This session covers the development of the Week 5 page for the embedded microcontroller test equipment observation group assignment, including content structure, technical documentation, and comprehensive coverage of microcontroller analysis areas.
AI Development Documentation
Complete development transcript documenting the AI-assisted creation of the Week 5 group assignment page, including content structure, technical documentation, and website development process.
Key AI Activities
- Content Structure
Creation of comprehensive HTML structure for microcontroller observation documentation - Technical Documentation
Development of detailed sections covering various aspects of microcontroller analysis - Equipment Integration
Implementation of test equipment information and measurement techniques - Navigation Integration
Addition of Week 5 link to main index page for seamless course navigation
AI Tools Used
- Cursor AI
Code generation, content structuring, and website development assistance - Technical Content Generation
Creation of comprehensive microcontroller observation documentation - Website Design
Implementation of consistent styling and responsive layout