Week 4 -- 3D Printing and Scanning
10/01/12
This week we're getting to know our loved z-axis and exploring 3D scanning and printing. There's bonus points if we can 3D scan an item and then print it (this is apparently non-trivial, as created a watertight 3D from a scan can be tricky at times).
Printing
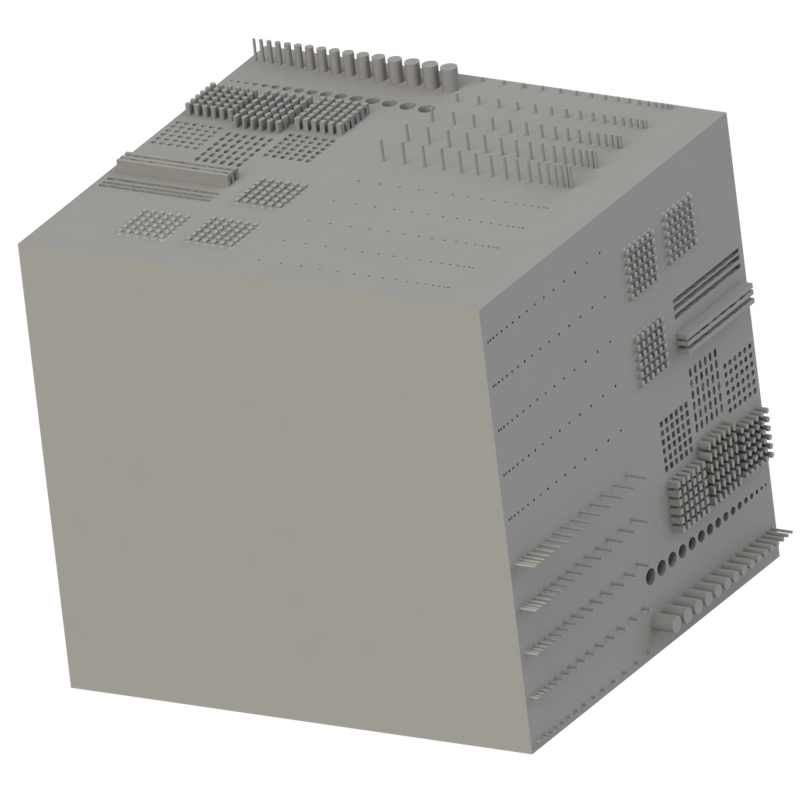
This week I'm using the printing assignment to further a bit of research that is already ongoing. I'm interested in designing computational surfaces and textures and I've been exploring the mechanisms in which these can be manufactured. To test the domain of 3D printing textures, I wanted to create a sample piece that would demonstrate the minimum features sizes that can be produced by the Invision printer available in the CBA shop.
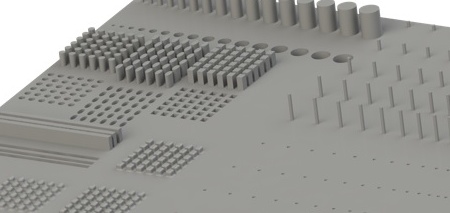
I started with a 1" cube and added an array of features to it' top facet. I based my range around the stated minimum DPI capabilities of the machine: 328x328x606 DPI (x,y,z). These yield minimum features of .003" and .0017" in the x,y, and z directions, respectively. Given the different capabilities in x,y versus z, I decided to also explore the minimum capabilities of defining textures on a vertical plane of the cube. I copied the pattern from top and mapped it onto the back plane of the cube.
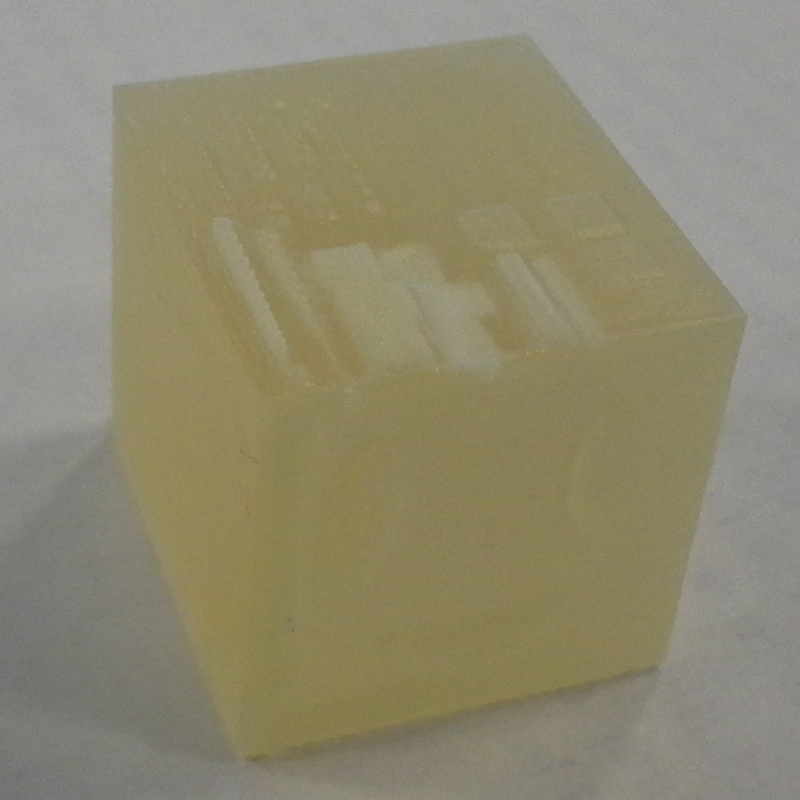
The cube came out of the printer completed. Immediately, I noticed some of the small individual posts that were created have become bent, mushed, or broken. Fotunately, the textured patterns that were packed closley together seemed to remain in tact and well maintainted. It seems like the dense clustering and wax filling were suffient support. Furthermore, the features printed on the side of the cube appear to have remained more in tact, suggesting that the scaffolding provides better support in that plane. The cube was put in the oven for about an hour to melt the excess wax. This process removed most of the wax scaffolding, but tiny bits of wax in between the small features remained. I was given the advice to put the piece in a warm corn oil bath (~175 F). After this process, the remaining wax was removed. Cleaned, it became clear to see that many of the smaller, individual features did not survive. This information is useful in understanding the true limits of what can be acheived with the machine (beyond the simple DPI specification).
Scanning
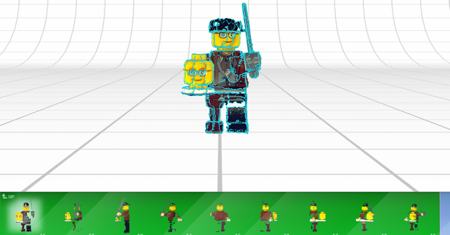
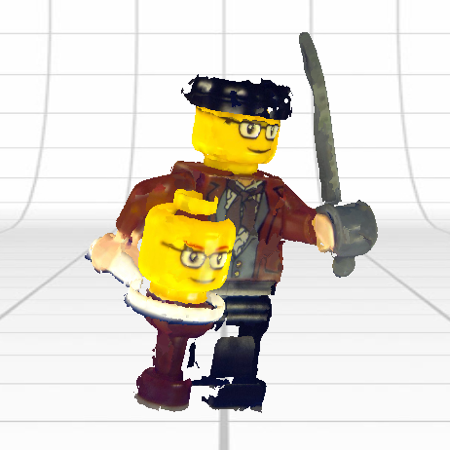
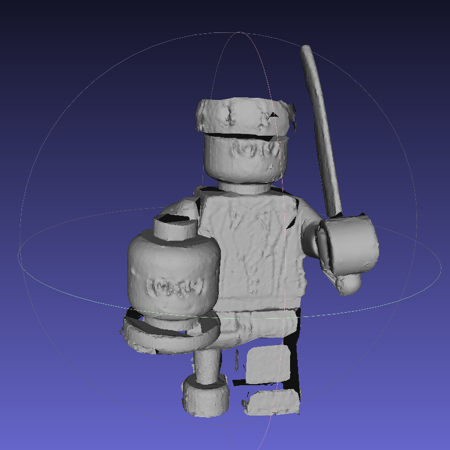
For the scanning assignment I used the NextEngine Desktop scanner. I scanned over 9 intervals at a macro distance of 6.5". The software aligned the scans well and the only real work I had to do to clean up the model was fuse the scans and then fill some remaining holes. The back leg of the LEGO man seems to have been the hardest part to scan (least data points), which could be explained by the black holes and small features that it contains.
When fusing holes, I found that Meshlab was much faster than the NextEngine Scanner software. Given that, it's advisable to export the scanned mesh as a .STL and perform the minor fixes in Meshlab, rather than trying to perform the entire workflow in the NextEngine software.