process diary: 05/16/12
status
safety
laser
electronics
motors motor control
body
build tips
questions
status
laser: see prashant's update. we safely fired both diode and CO2 lasers: paper,cardboard and acrylic perforated.'
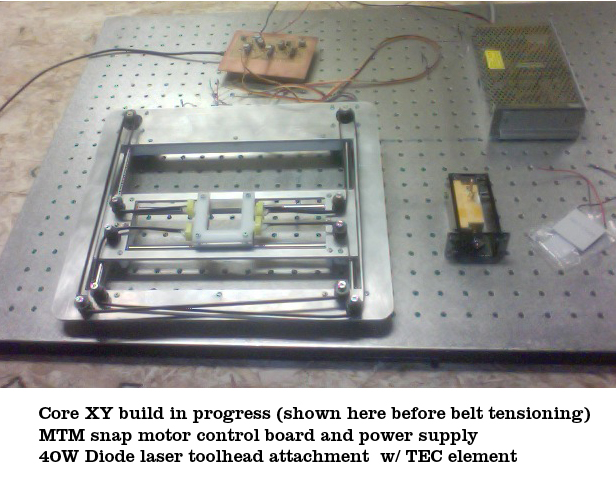
electronics: MTM snap motor control board milled, stuffed, tested with motors on power supply. Prashant has both laser options powered.
motors: working, need to modify motor control software pipeline for H-bot CoreXY kinematics.
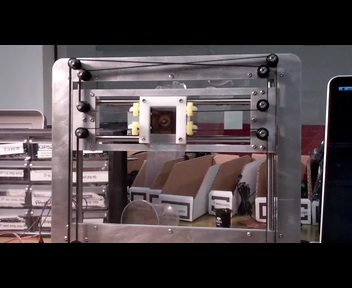
body: using CoreXY for the XY table, team is working on enclosure
class 4 to class 1 conversion process
:O.D.-appropriate eyewear for 803nm laser
:material selection
:enclosure kill switch (exterior?)
exhaust system
:air filter
:motorized fan
:exhaust plan
easy clean tray for byproducts
diode 40W
fiber optic delivery to tool-head via actuated carriage
psu for laser
integration with control logic board, enclosure safety switch, exhaust fan
motors
:motor selection principles
use Jonathan Ward’s spreadsheet
account for friction, OVERengineer
based on torque curve, NEMA 17 screw pattern to match CoreXY and power we chose an inexpensive OSM stepper for $14 and spoke with supply chain to arrange volume discounts (alltronics.com)
Fab it (status: board milled, stuffed and tested)
software pipeline in place, can jog the motors but need to explore code to ensure compliance with CORExy's kinematics.
microstep it (board doubles steps, i.e. 200 actual steps = 400 microsteps)- more?
body
we have completed the CORE xy in aluminum. See Ariadne's page for more on experiments in pouring cement into molds for the frame
rigidity not so important in comparison to MTM snap CNC
HDPE or cheaper plastic possibly wrapped in aluminum foil or Lithco laser-safe film
desired laser work area = 30x18
strive for high (>80%) working area/machine area ratio
See: Fab in a box
ultimaker 3d printer (super fast)
clothesline design: smallest pulley possible in a capstan drive
direct drive: attach ea. motor to *smallest* pulley that mates the shaft
note: increasing diameter increases speed but lowers the resolution and torque. Resolution is lowered by the motor missing steps.
complete the clothesline by attaching a timing belt from the motor’s pulley to an
idling pulley on the opposite side.
actuate the moving carriage by securing it to the belt with a u-bolt.
tension the belt
-z up/down on bed
master tips:
look for slop everywhere
-feel for unwanted DOFs while assembling/holding parts
-When building the CoreXY, when you are ready to affix the carriage with epoxy, be careful as the entire assembly will be balanced and pivoted on the carriage. Constrain the CoreXY during this phase of production. Using a level surface like an optical table if you can.
MTM site