Week 10: Composites
16 Nov 2016 · 5 min readThis week’s assignment was to make a 3D mold and produce a fiber composite part in it out of burlap and epoxy.
So far, I had been using Fusion 360 for most of my 3D modeling work in this class. I saw this week’s assignment as a good opportunity to get some exposure to a different tool. I decided to use Rhino for this week’s assignment. To help familiarize myself with the software, I went through the “Getting Started” tutorial on the Rhino website.
Design
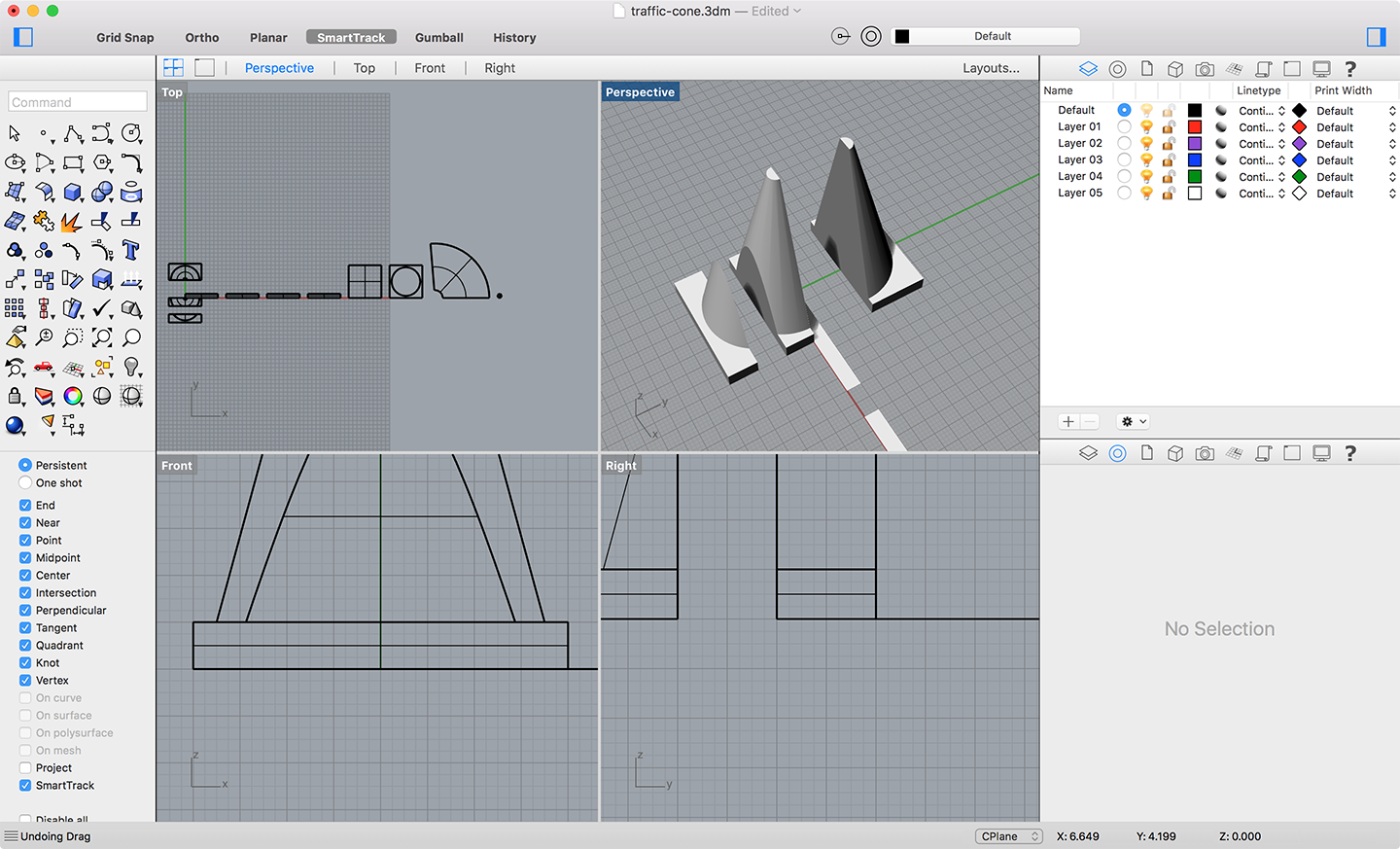
I decided to design a traffic cone. Basically, doing what I did a few weeks ago, but on a much larger scale:
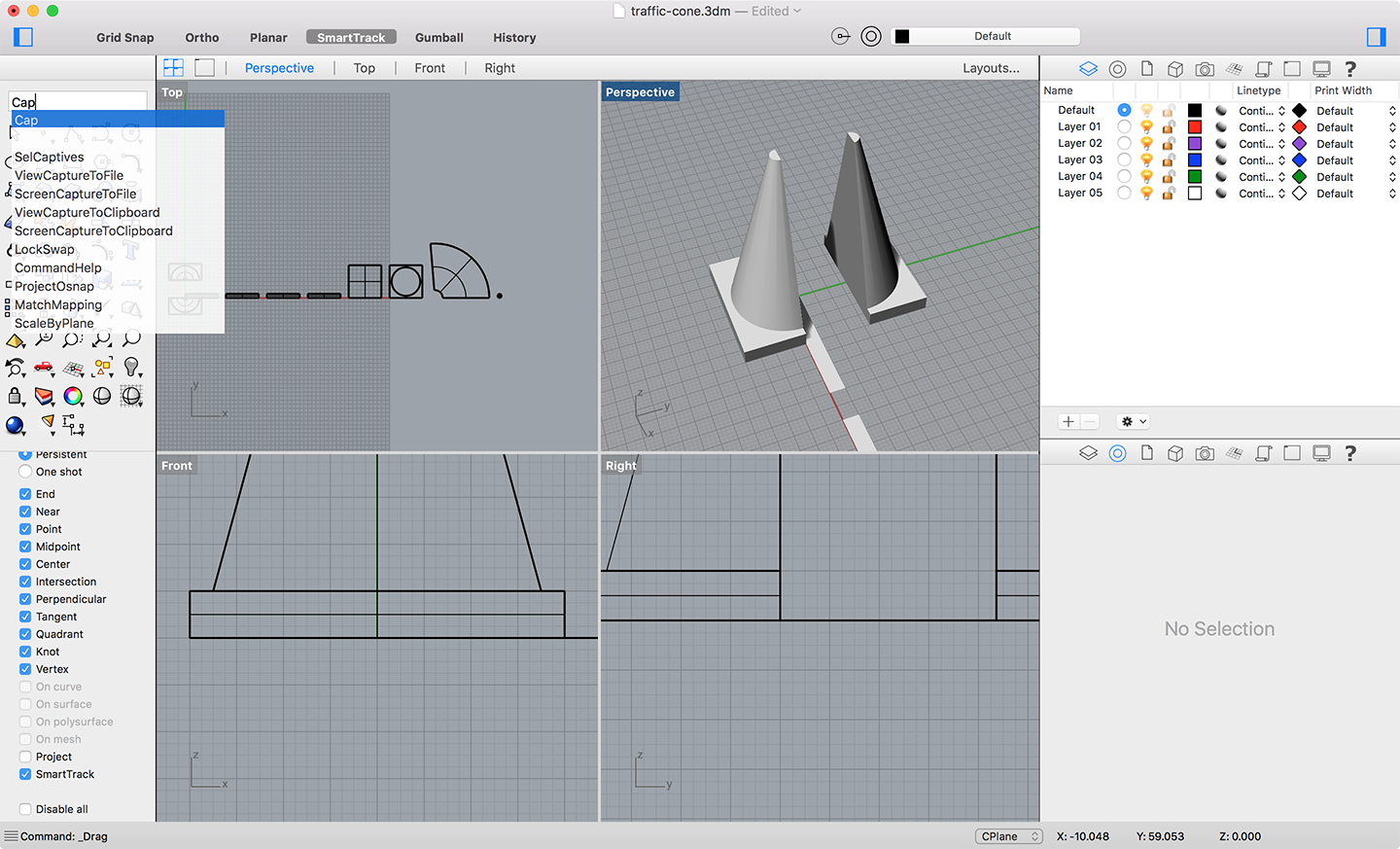
Designing the cone was pretty straightforward. After completing the basic design, I unrolled the mesh to produce 2D shapes that could be laser cut. I also split the cone into shapes that could be milled on a 2.5-axis milling machine. I ended up having to do some more slicing so that the depth of each slice would not exceed the total depth of the material I was milling (2 inches):
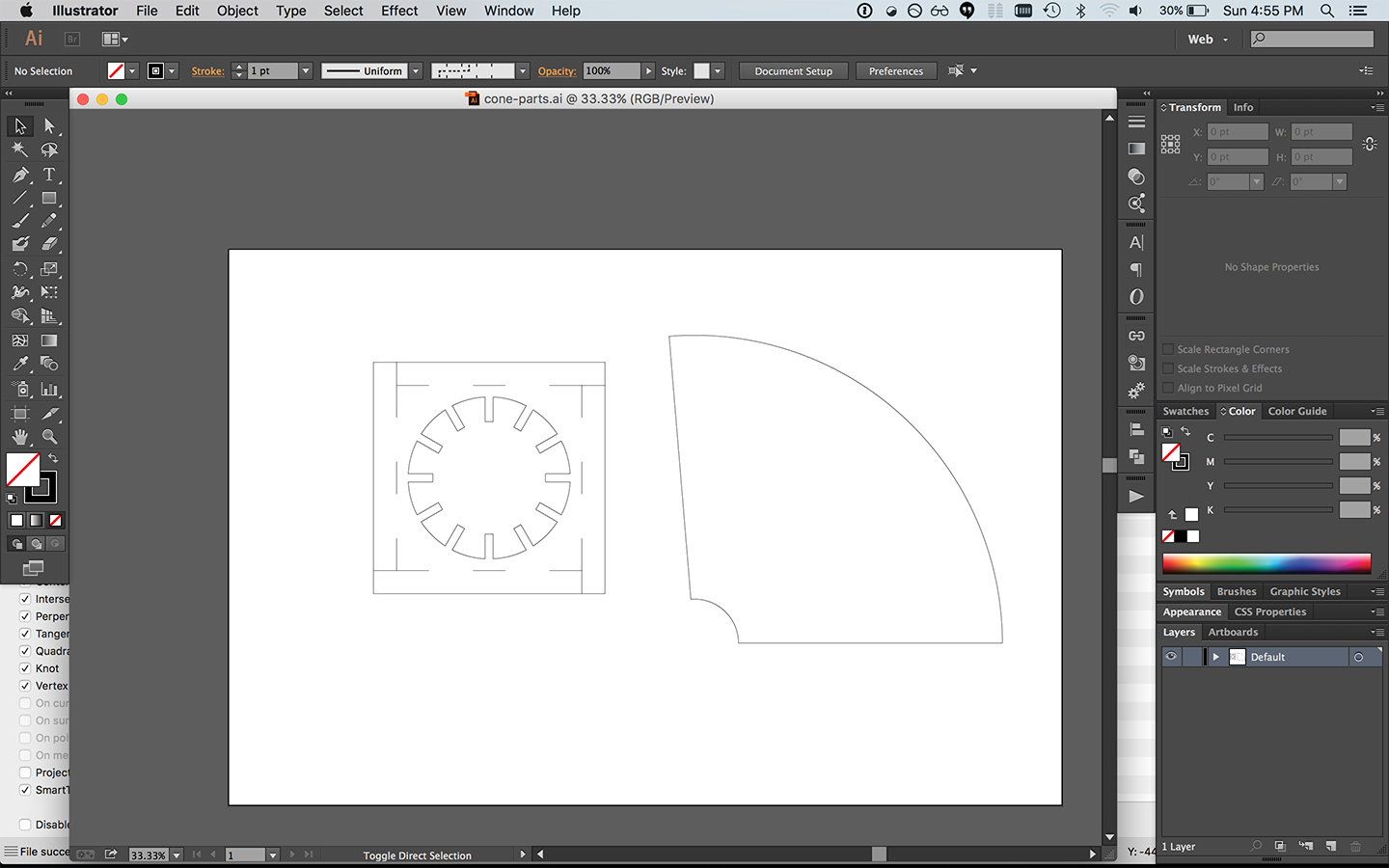
On the 2D side of things, I arranged my parts in Illustrator such that I would have two parts — the platform and the cone itself. I added some extra cuts for making it easier to fold parts, and I also added some extra material as support material:
Production
Foam Model
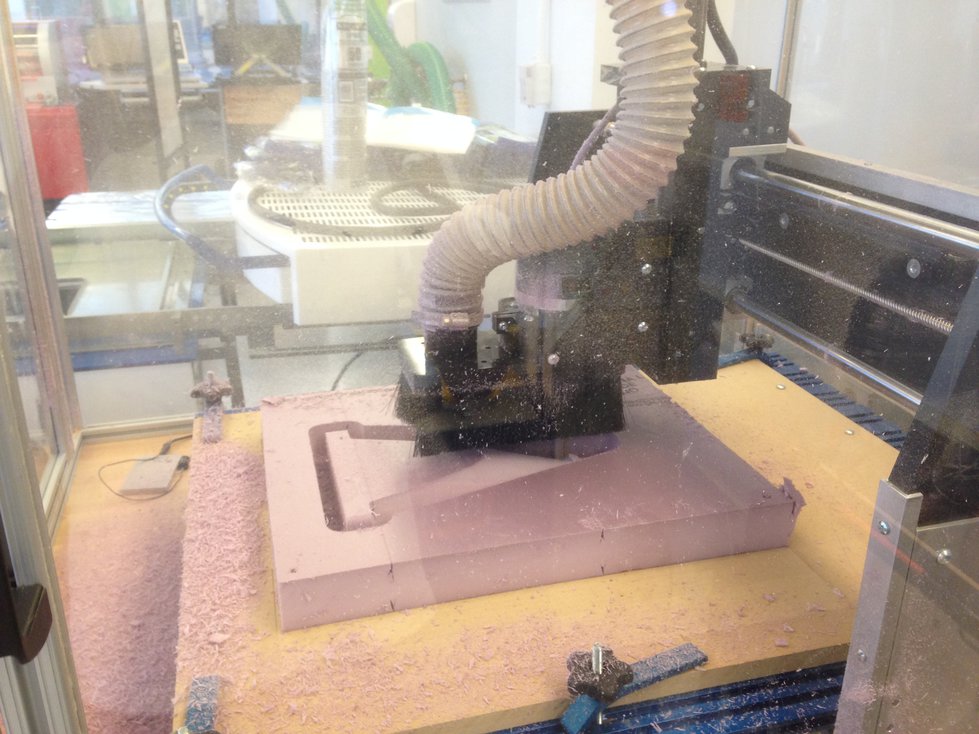
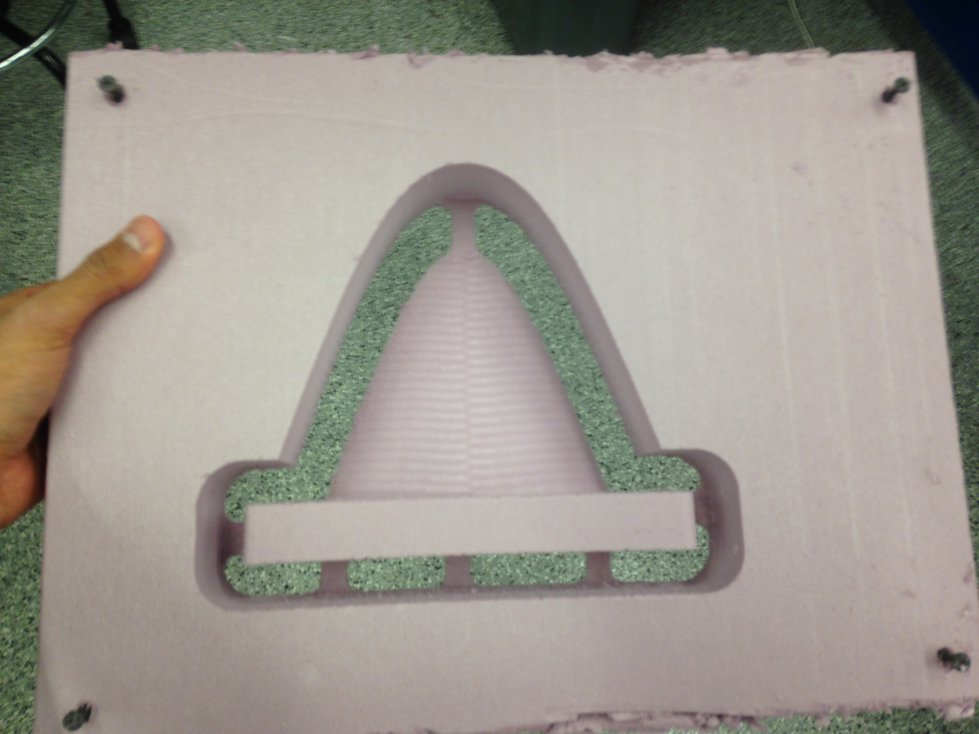
First, I made a foam model out of 2” thick building insulation foam. My piece was approximately 8” x 8” x 12”, so this I needed to produce my piece in 4 parts. I used VCarve Pro to design toolpaths for the CNC Shark. During this process, I added a couple tabs to the piece so it would stay in place during the job. I used a 0.5” flat end mill for the job. I chose this particular bit mainly because the bit was deep enough to cut 2” into the model without having the collet strike the surface of the material.
In terms of other settings, I had a pass depth of 0.4 inches, a stepover of 0.1 inches, spindle speed of 6000 rpm, feed rate of 200 inches per minute, and a plunge rate of 60 inches per minute.
Here’s a photo of one job in progress:
The CNC jobs went mostly according to plan, but there was one strange issue I had with the machine. During my finish cuts, there were times where the CNC mill would lose its Z positioning — it was always in the positive direction, so it would be cutting a few inches higher than it should have been. When the mill lost its Z positioning, it didn’t lose its X or Y positioning. So my pieces were never damaged as a result of this, but my jobs sometimes had to be restarted. After this happened a couple times, I figured out the cause of the issue. In some parts of my job, the end effector would go from Z = -2 inches to Z = 0 inches in a single G-code instruction. Because the feed rate was pretty high, the machine would move really quickly, and it would overshoot and lose its Z position in the process. A workaround was to reduce the movement speed for rapid movements in the Z direction — after making this change, I didn’t have problems with the machine losing its positioning.
My 4 machining jobs took a total of approximately 3 hours of actual machine time. Counting the time I spent setting up the toolpaths, setting up the machine, and debugging, it took a total of about 5 hours to produce the parts.
Here’s what a single part looked like as it came out of the machine:
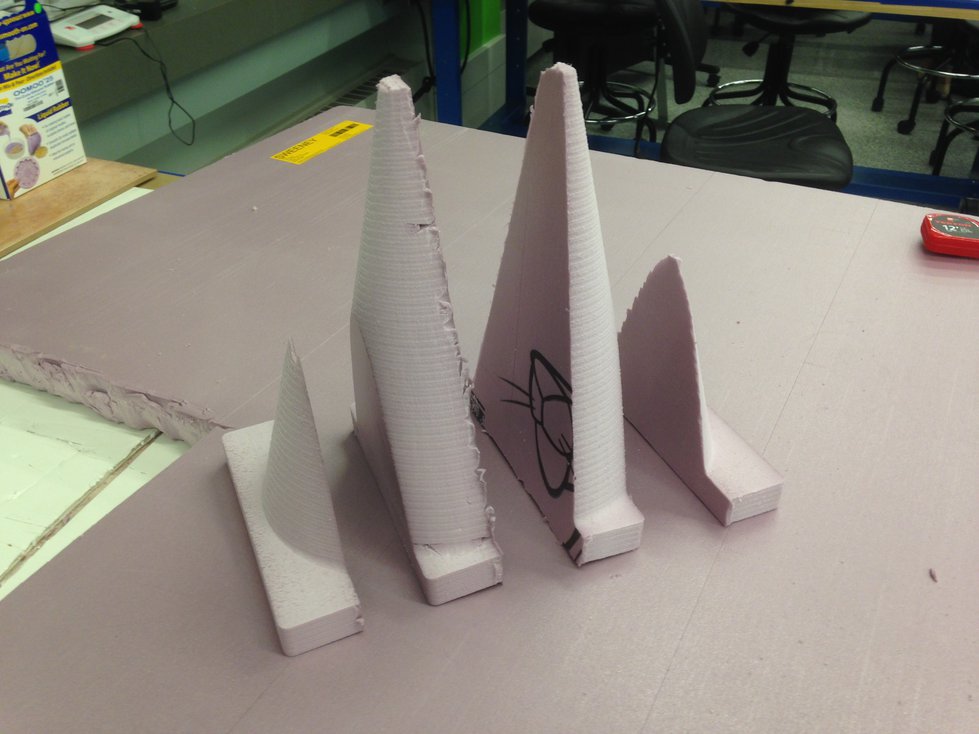
And here are the completed slices of the cone:
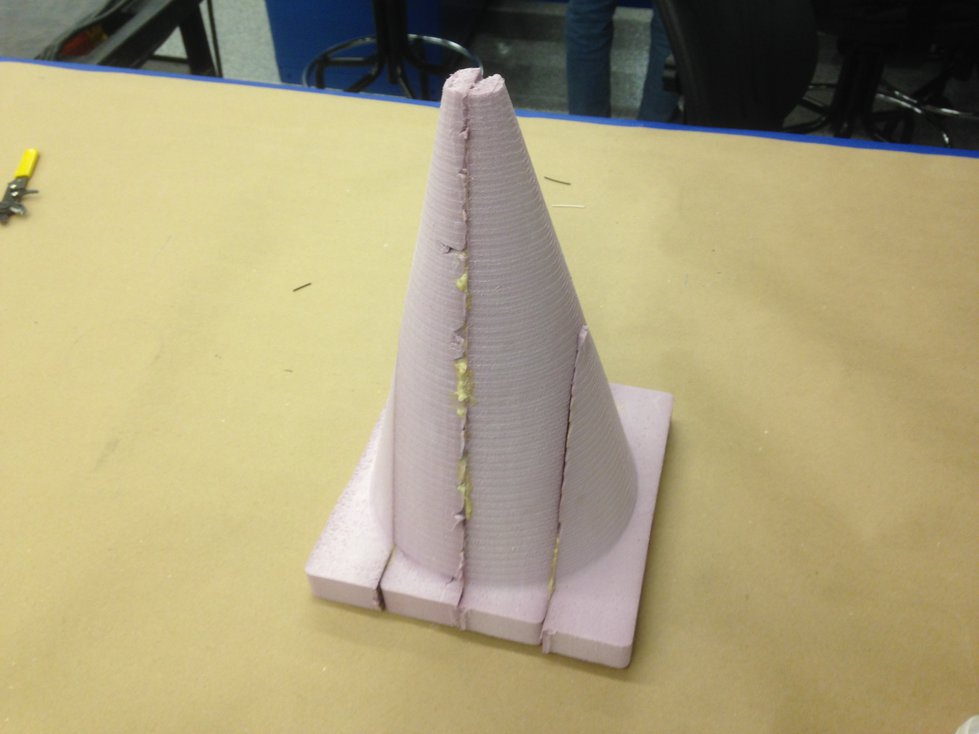
I used Gorilla Glue to assemble the slices into a single piece. Here’s the result after gluing and waiting 24 hours for a full cure:
Burlap Surfaces
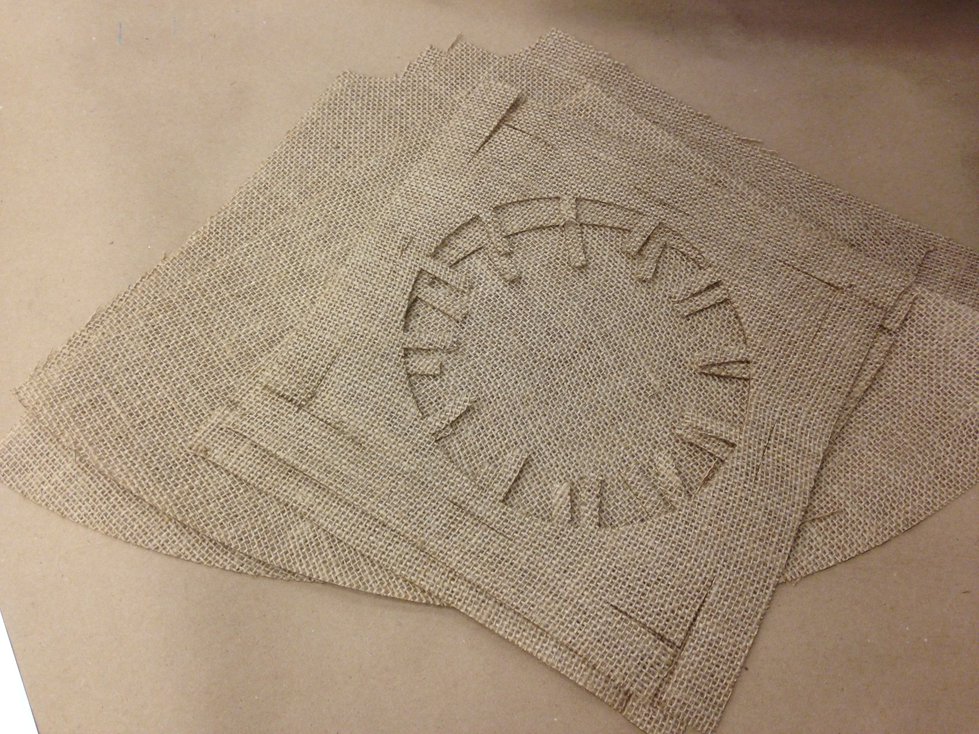
Next, I cut my 2D surfaces out of fiber using the Universal PLS6.75 laser cutter. It took several test cuts to get the settings just right, but eventually, I found settings that cut cleanly through the material. I used the materials database, selected “Denim” with a thickness of 0.035”, and added a “+50%” for vector cutting. Here’s the result of cutting 3 cone surfaces and 2 bottom surfaces (for layering):
Composite
Finally, I was ready to produce the composite, using burlap as my fiber and Entropy Resins Super Sap One as my resin.
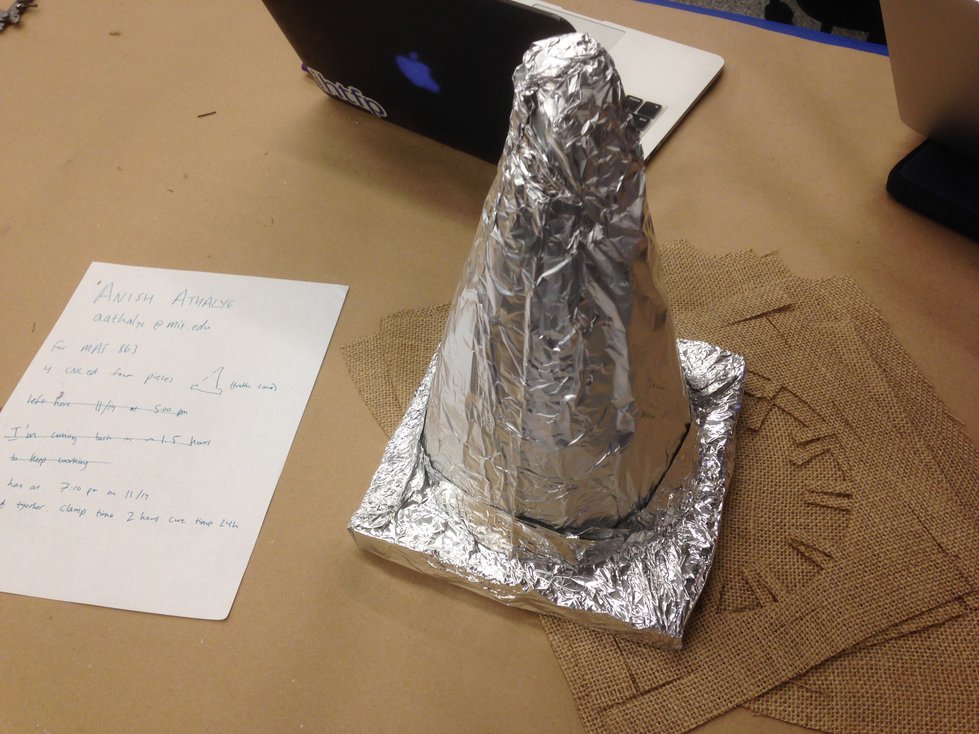
I started out by covering my foam with aluminum foil and then spraying that with mold release:
After that, I mixed epoxy, soaked my laser-cut burlap with the epoxy, and stacked the parts on my aluminum-covered cone. I used a total of 5 layers: a cone surface, then a base, then another cone surface, then another base, and then a final cone surface. I covered that with perforated film, covered that with breather material, and then placed that inside a vacuum bag. I pulled a vacuum with the ShopVac, and the result looked like this:
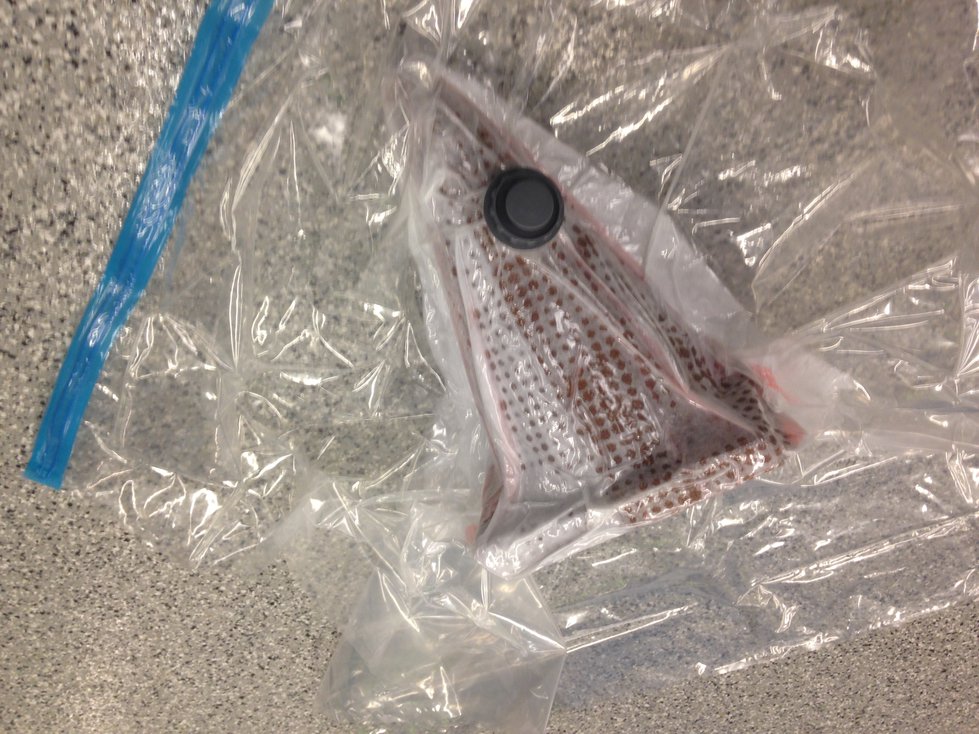
I was concerned that the bag wouldn’t conform to the shape of the cone, but it seemed to work reasonably well around the cone as well as the base.
Result
Here’s the final result:

Even though I used a generous amount of mold release on the aluminum foil, the inner foam mold proved to be difficult to remove from the completed piece. Currently, most of the foam is still inside the composite.