Lasers
What is a laser?
LASER = Light Amplified by the Stimulated Emission of Radiation
 (source: Jordan Edmunds (Youtube))
(source: Jordan Edmunds (Youtube))
Atoms exist in a cavity (or resonator); a light source is provided to the cavity (the pump) and the atoms in the cavity are excited to a higher energy level by absorbing these initial photons.
 (source: MeetOptics Academy)
(source: MeetOptics Academy)
These atoms decay quickly to another metastable state (here, labelled as N2) with a longer lifetime. Some of the atoms in the N2 state will decay back down to the ground state spontaneously, emitting photons at the laser energy into the cavity. Note that the laser energy is always less than the pump energy (e.g. Nd:YAG is pumped with 808nm and emits at 1064nm); this is known as the quantum defect.
After some time, there should be more atoms in the excited N2 state than in the ground state; this is known as population inversion. Some of the initial laser photons generated from the spontaneous emission are now bouncing within the cavity and will stimulate the emission of two photons at that frequency; this is the amplification process and the gain of a laser is a measure of how efficient it can amplify the input light.
One of the cavity mirrors is typically made to be partially reflecting, so that some of the coherent light on-axis within the cavity escapes; this is the laser beam produced by a laser.
 (source: MeetOptics Academy)
(source: MeetOptics Academy)
Types of Lasers
Lasers can be fabricated with a wide variety of gain media, or choice of system of atoms that can amplify light. Various different materials and phases of matter can be used as gain media, each with their own strengths and disadvantages.
Gas
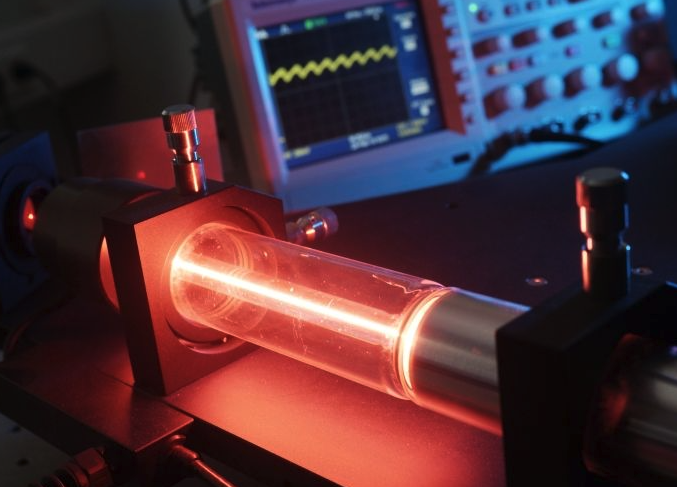
The most common gas laser is a CO2 laser. A CO2 laser involves a glass tube filled with CO2, nitrogen, and helium, with some high-voltage electrodes across the length of the tube and optical mirrors fused on to the ends. The nitrogen molecules are ionized by an electrical discharge and excite the CO2 molecules via collisions. These collisions excite the CO2 molecules to a higher energy vibrational state, which then decay and emit the energy difference as light (HeNe and argon lasers work on a very similar principle). CO2 lasers are often used for laser cutting for several reasons:
- They emit at 10.6um, which a wavelength that is absorbed by almost all materials
- They are energy-efficient, usually 10-20% electrical-to-optical efficiency
- They reasonably simple to fabricate
- It is easy to achieve very high power levels in a CO2 laser
 (source: PhysicsOpenLab)
(source: PhysicsOpenLab)
Another important kind of gas laser is the excimer laser, which involves stimulated emission from excited dimers (excimers), such as ArF, KrF, or XeCl. An excimer is a transient excitation of an association of a halide gas atom with a noble gas atom, which is a process that involves a significant amount of energy. The reason that excimer lasers are particularly useful is because this energy difference is emitted as photons during decay; because the energy is so large, these photons are in the DUV or EUV range, and thus are often used in the semiconductor fab process for photolithography or in precision micromachining applications.
Liquid
The most common form of liquid laser is the dye laser. Dye lasers involve a gain media made of an organic dye (e.g. Rhodamine, Pyridine, Fluorescein), which are chosen due to their extremely broad absorption and emission bands. This means that such lasers can be pumped with a wide range of light and also can emit over a very broad range, often on the order of 100s of nm. This makes them very useful for spectroscopy and atomic physics, but they tend to be inefficient and low-power and thus are not used much in machining.
Solid
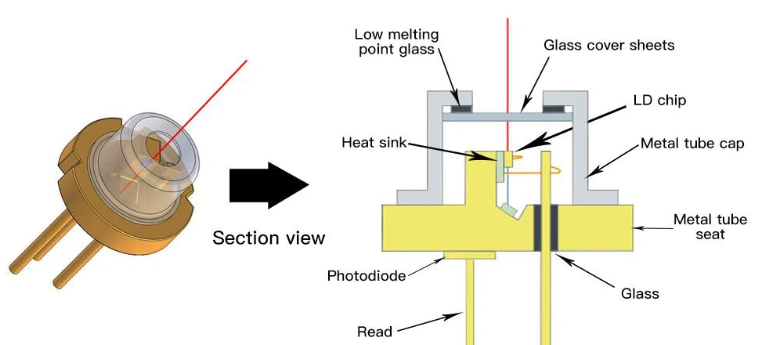
The most common type of solid-state laser is the semiconductor laser or diode laser. This involves the injection of electrons into a semiconducting material through a p-n junction; when electrons and holes recombine at the junction, they release energy in the form of photons (radiative recombination). A laser diode is fabricated with a small cavity, typically in a format called the "TO can" (transistor-outline can). As of recently, these lasers have been scaled to higher and higher powers and are more commonly used in laser cutting machines.
 (source: Elite Optoelectronics Ltd)
(source: Elite Optoelectronics Ltd)
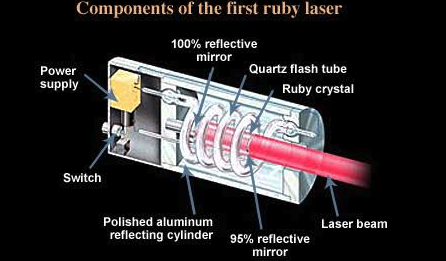
Another common type of solid-state laser is the bulk laser, which refers to a gain medium made of a bulk doped crystal, most commonly neodymium-doped yttrium aluminum garnet, aka Nd:YAG. These crystals must be pumped by an external light source, typically either:
- A flash lamp, which is a pulsed lamp emitting broadband light, some of which is absorbed by the medium
- A semiconductor diode, where a diode is aligned with the crystal to provide pump light, in which case the laser is referred to as diode-pumped solid-state or DPSS.
 (source: OpenPhysicsLab)
(source: OpenPhysicsLab)
These are also often used in manufacturing as they can be operated in pulsed mode (more on that below), can be built into larger cavities allowing for more complex optical configurations, can have higher gain and slower gain dynamics, and have better beam quality and power stability than semiconductor lasers.
The third most common type of solid-state laser is the fiber laser. Many fiber lasers are just DPSS lasers coupled into an optical fiber; however, properly speaking, a fiber laser is a laser where the gain medium is the fiber itself, which is doped with some ions that can act as the amplifiers of pump light. These lasers are very commonly used in laser cutting as they are very high efficiency due to low loss of pump light and because the surface area to volume ratio is very high, meaning that forced-air cooling is often sufficient for operation.
Operational Modalities
CW Lasers
The most common and simple form of laser operation for subtractive machining is in the continuous-wave (CW) mode, where the power is constant over time. In this case, the laser is just acting as direct energy transfer, and material is melted via heat input to the system.
These systems tend to be very simple and cheap but have many disadvantages:
- To cut metal, you need very high powers to melt it, meaning that the laser is more expensive and less efficient and requires more electrical power
- CW power transfer means that heat is dissipated through the work peice as you are trying to cut it; for metals with high thermal conductivity this can quickly lead to warping
- Molten material can re-fuse to the cut region, leading to incomplete cuts or further warping
- Material stays hot for longer periods of time, leading to significant oxidization of the stock
Pulsed Lasers
The alternative to CW operation is pulsed operation. A pulsed laser beam is commonly generated by pulsed pumping (e.g. flash lamps or QCW diodes), Q-switching (AOM/EOM or passively), or mode-locking.
In Q-switching, the quality factor (Q factor) of the cavity is kept low, preventing photons from building up in the cavity (high losses). More and more atoms are excited in the gain medium as fewer are stimulated to emit. Then, the Q factor is increased quickly, leading to the emission of all photons in a short burst.
In mode-locking, precise interference of photon modes are engineering within the cavity such that a sharply peaked pulse is formed (in the time domain). Light is only amplified at this peak, leading to emission at typically ultrashort (picosecond or faster) pulses emitted from the cavity at some fixed frequency.
Nanosecond
The simplest way to achieve a nanosecond pulse duration is with a passive Q-switch, most commonly a saturable absorber (SA). When the energy in the cavity is low, the SA absorbs most of the light, preventing it from reflecting back through the cavity. However, at some threshold, the SA no longer absorbs, and the stimulated emission of many photons happens over a very short timespan, usually on the order of nanoseconds.
A nanosecond laser may be labelled by its average power (e.g. 10W) but also its pulse energy (e.g. 1mJ) and pulse duration (e.g. 1ns). A 1mJ pulse over 1ns yields a peak power of 1MW! But 10W average power with 1mJ pulse energy means that the repetition rate is 10W / 1mJ = 10kHz. These lasers can be used for laser cutting of metals at much lower average optical power (and thus lower footprint, cost, and electrical power) but tend to take much longer to cut through materials. At these short pulses and high energies, non-thermal effects such as non-thermal ablation and plasma formation occur, which is not the case for CW lasers. However, the pulse durations are still long enough to generate non-negligible amounts of heat in the workpiece.
Nanosecond lasers are also commonly used for laser welding of metals, precise soldering and drilling, and so on.
Ultrafast
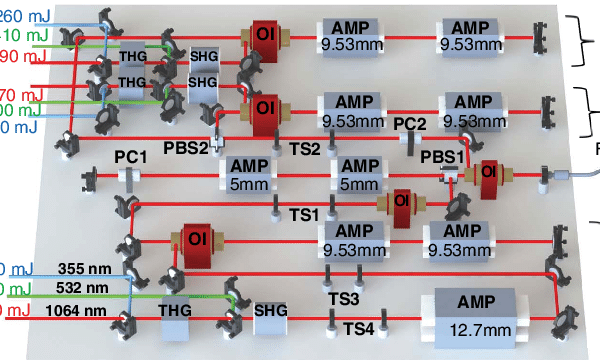
Ultrafast lasers have picosecond pulse duration or faster. Even small average power and pulse energy ultrafast lasers can have immense peak power; for example, 10uJ at 10fs would yield a GW pulse! At these speeds and powers, the material physics changes substantially.
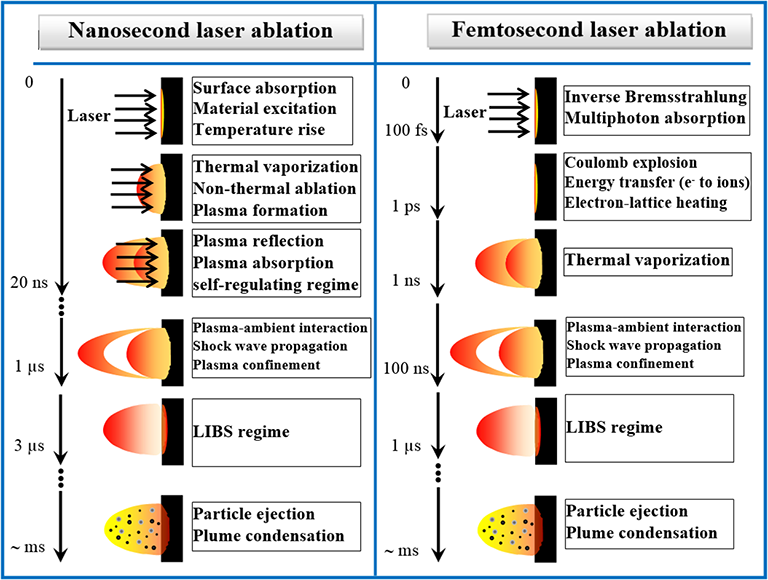 (Source: IntechOpen)
(Source: IntechOpen)
Instead of melting and ablation, the main subtractive process arises from the Coulomb explosion, where the electrons of the atoms in a material are violently ejected from a system, leading to a positively charged ionic lattice that rips itself apart due to Coulomb repulsion.
This creates a strong athermal plasma jet; macroscopically, this means that material is ablated without any actual heat transfer into the material itself, leading to the phenomenon of cold ablation. This is also a main reason why femtosecond lasers are used for LASIK and other forms of surgery.
Ultrafast lasers can cut extremely hard and brittle materials because there is no heat transfer and thus no thermal shock. They can also make extremely precise cuts because there will be no warping and no molten pool, again due to cold ablation.
Stealth Dicing
One cool example of novel machining capabilities enabled by ultrafast lasers is stealth dicing, where the laser is focused inside the material (the wavelength is chosen to be non-absorbing); at the extremely high field intensities at the focus, even the small proportion of photons absorbed is enough to crack the material, leading to a weak internal layer that can then be "snapped" apart with no surface defects or vaporized material spray.

Instant Coldbrew
Cold brew usually takes 16-24 hours to make – until now!
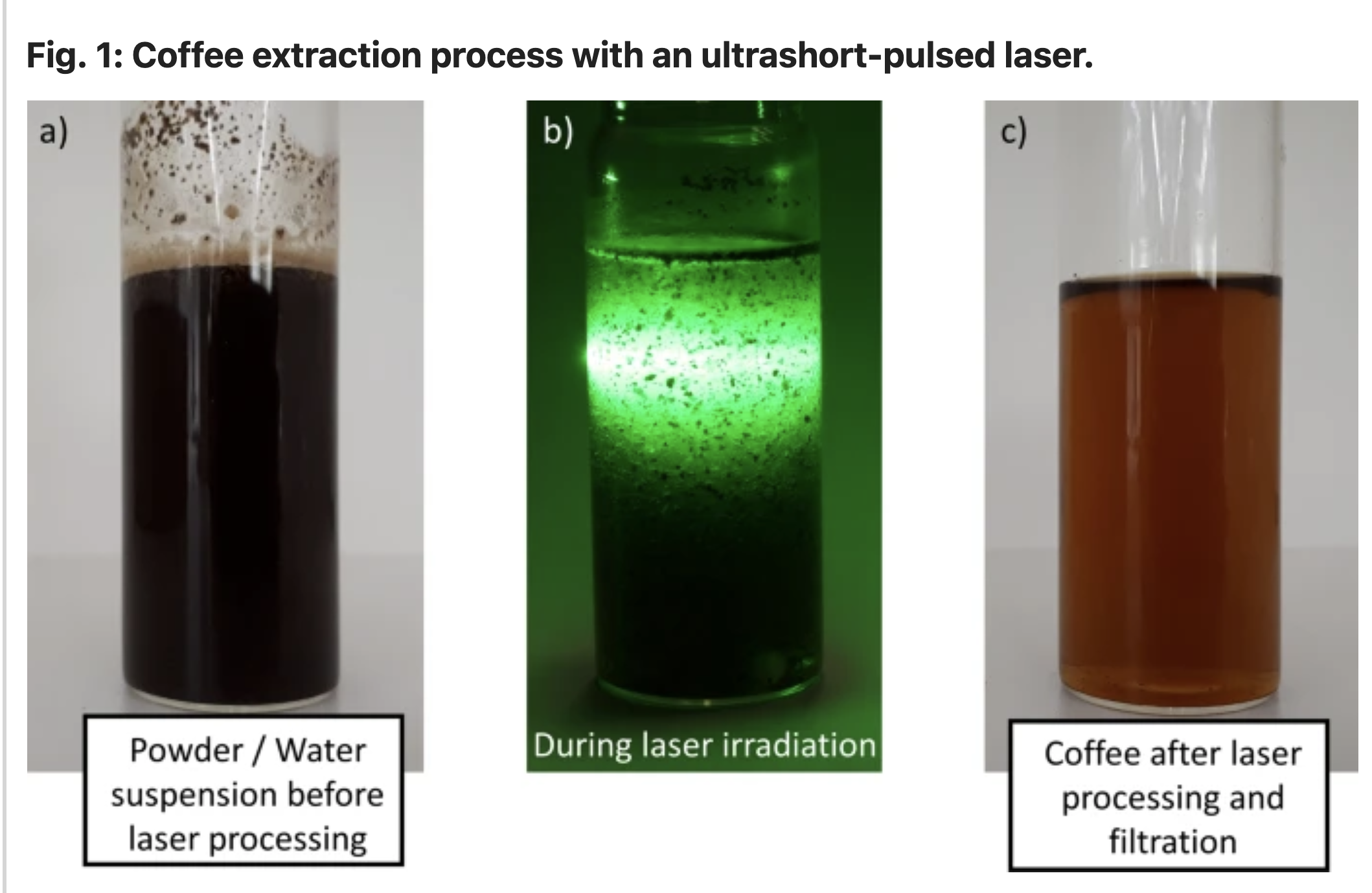
(source: CENIDE, Germany)
Caffeine and other aromatic substances are extracted directly from beans/ground powder by ultrashort pulses of light; the absence of direct heating leads to far less acidity than with hot-brewed coffee. It is also claimed that the resulting coffee is far less bitter than both traditionally cold-brewed and hot-brewed coffees.
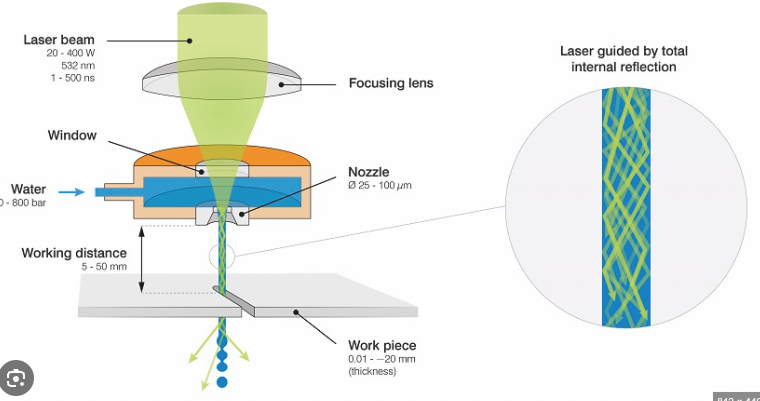
Laser Microjet (Waterjet-Guided Laser Cutter)
This is a configuration for a laser cutter that seems to solve all the issues with both traditional laser cutters as well as waterjet cutters.
What are the issues with waterjet cutters?
- Abrasive is annoying and erodes the orifice
- Waterjet pressure needs to be extremely high, making the machine bulky and power hungry
- Cuts become conical as the waterjet disperses
- Kerf is large as the waterjet can only be made so thin
What are the issues with metal laser cutters?
- High powers lead to material warping
- Molten pool can re-solidify in the cutting zone
- Cuts become conical as the beam diverges
- Material oxidizes quickly due to high temperatures
How does a laser microjet work? Laminar flow water can act as a fiber optic; a high power laser is fiber-coupled into a medium-pressure (10ksi) extremely small diameter waterjet (<50um).
How does the laser microjet solve the above problems?
- No abrasive needed; the waterjet is no longer the cutting tool
- Since the waterjet doesn't cut, the pressure can be lower
- The kerf is much smaller as the waterjet is thinner
- The heat input into the workpiece is instantly dissipated by the waterjet it was carried by
- Cuts are as straight as the waterjet all the way through the thickness of the material