Machining
Machining is one of the most popular way to get access to the upper right coner of this ashby chat. (Source)
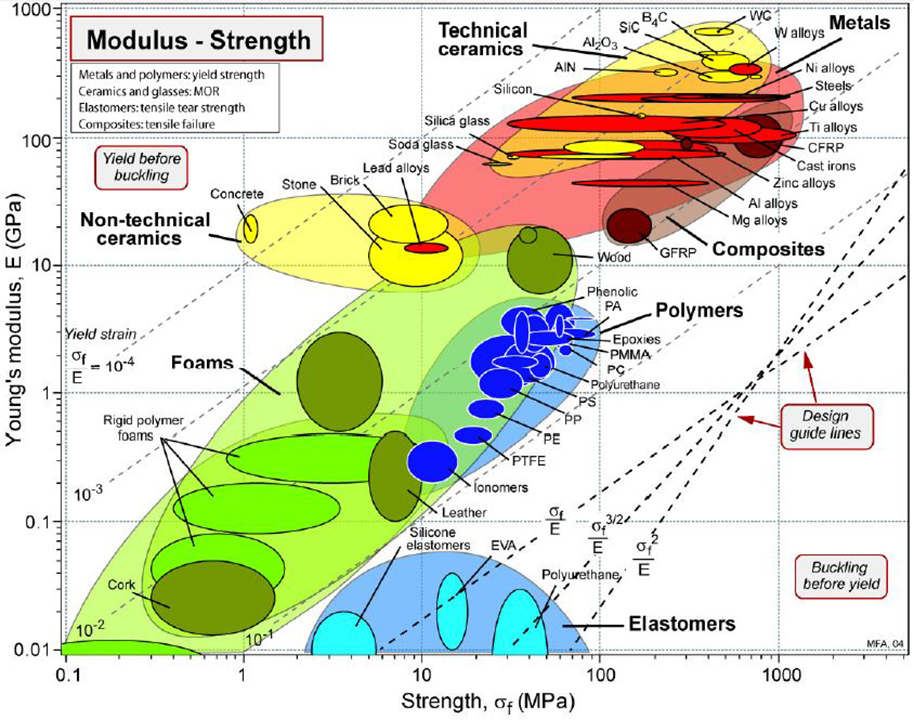
It works by forcing a tool into the material to form chips caused by shear deformation. (source: Kalpakjian, Serope, and Steven R. Schmid. Manufacturing Engineering and Technology. Seventh edition., Pearson, 2014.)
Machining has never been so fast, accurate, and versatile. This article will guide you through some important breakhroughs in the field. Firstly, let’s look at this 5-axis program to feel about modern machining.
Faster
In the industry, Material Removal Rate (MRR) is an important number. The higher the MRR is, the faster one is removing material. It’s limited by factors like tool, spindle, setup rigidity. Let’s calculate MRR limited by spindle horse power to feel about MRR.
\(\text{Horse Power} = \text{MRR} \times \text{Unit Horse Power}\)
Unit Horse Power is a experience variable that can be taken off chart. Here’s a sample for common materials (source: Kalpakjian, Serope, and Steven R. Schmid. Manufacturing Engineering and Technology. Seventh edition., Pearson, 2014.)
| Material | Unit Horse Power (\(\frac{\text{hp} \cdot \text{min}}{\text{in}^3}\)) |
|---|---|
| Aluminum | 0.15-0.4 |
| Steel | 0.7-3.4 |
| High Temp Alloys | 1.2-3 |
Therefore, for a 100 Horse Power spindle, see an example here, machining Aluminum, if the spindle horse power is the limiting factor, the MRR can be as high as \(400 \text{ in}^3/\text{min}\) (asuuming Unit Horse Power = 0.25\(\frac{\text{hp} \cdot \text{min}}{\text{in}^3}\)).
To further increase MRR, one can simply increase spindle number. For example, this dual tool design double double the MRR if the limiting factor is the tool.
And your guess is correct, you can further double the MRR by having 4 turrets if the limiting factor is the tool.
And yes, you can further increase MRR by upgrading to Swiss Lathe. This type of machine also minimize tool change time.
One trick that commonly seen on Swiss Lathe is custom tooling. By making tools match the shape one wants to achieve, instead of using single point turnning, we now have “multipoint turning”.
Usually the custom tooling is made with Wire EDM. It’s worth noting that it can be done with Focused Ion Beam for micro level machining.
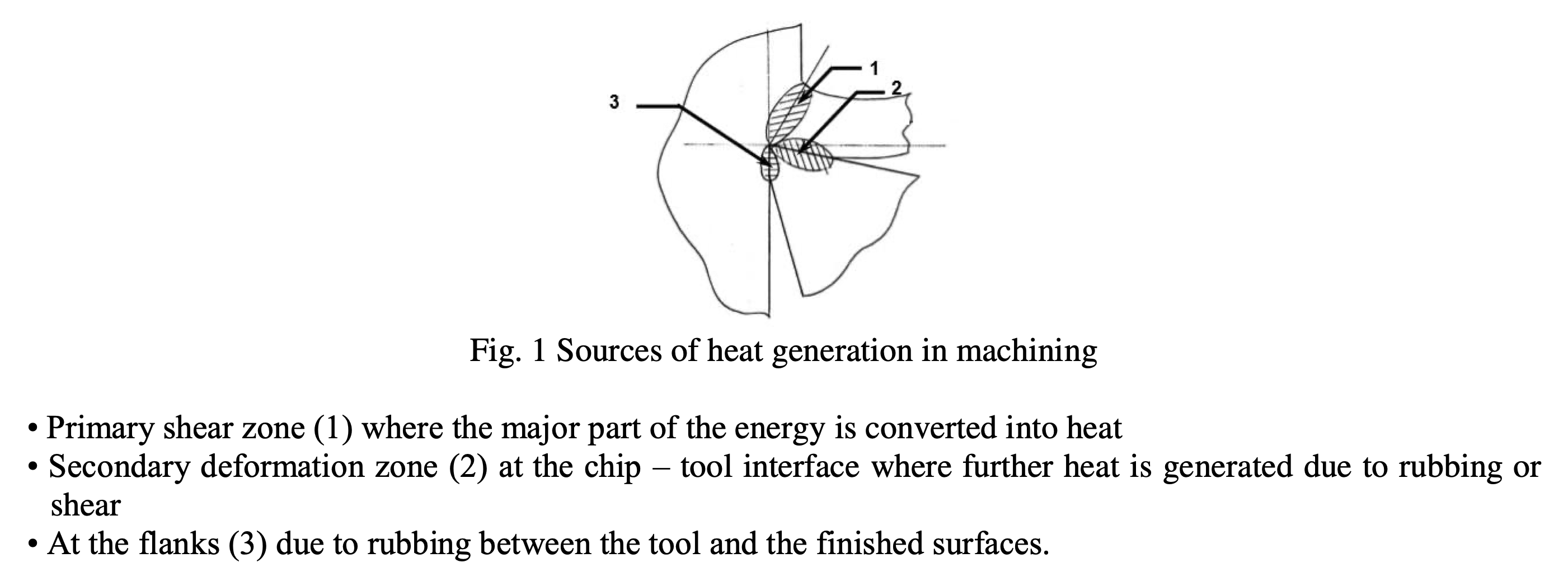
Another limiting factor for MRR is heat dissipation. A signifigant amount of energy from spindle is transferred into heat. (Source: Akhil, C. S., et al. “Measurement of cutting temperature during machining.” IOSR Journal of Mechanical and Civil Engineering13.2 (2016): 108-122.)
And here’s a FEA simulation for this process.
As extreme high temperature will signifigantly lower the performance of the cutting tool, better heat dissipation or heat resistance is required. (source: Kalpakjian, Serope, and Steven R. Schmid. Manufacturing Engineering and Technology. Seventh edition., Pearson, 2014.)

A great example of heat resistance is the application of ceramic endmills.
A great example to improve heat dissipation (and lower friction & better chip evacuation) is Through Spindle Coolant (TSC). We can now have TSC for drill bits as small as 1 mm Diameter. Here’s an exmple of TSC on roughing indexable cutters to deliver coolant at cutting surface at way higher flow rate.
To further push MRR, numerical modeling might be required. Here’re 2 reviews if interested:
- Shi, Bin, and Helmi Attia. “Current status and future direction in the numerical modeling and simulation of machining processes: a critical literature review.” Machining Science and Technology 14.2 (2010): 149-188.
- Malea, C. I., E. L. Nitu, and M. D. Iordache. “A brief review of numerical simulation in process machining.” IOP Conference Series: Materials Science and Engineering. Vol. 1009. No. 1. IOP Publishing, 2021.
MRR affect machining time, or spindle on time. Beside machining time, setup time is also signifigant. To minimize setup time, high end Mill-Turn machines now offers B-axis: a counter spindle that allows full 6-sided machining done without human setup in between.
An exmplae for similar idea on mills are these smart fixtures.
A more advanced version can be found on DMG MORI’s E-Pallet system which integrated RFID, electricity, singlals, and hydraulic.
To make the automated systems run longer time without human intervention, AI has been introduced to control some processes. One example is AI chip removal system.
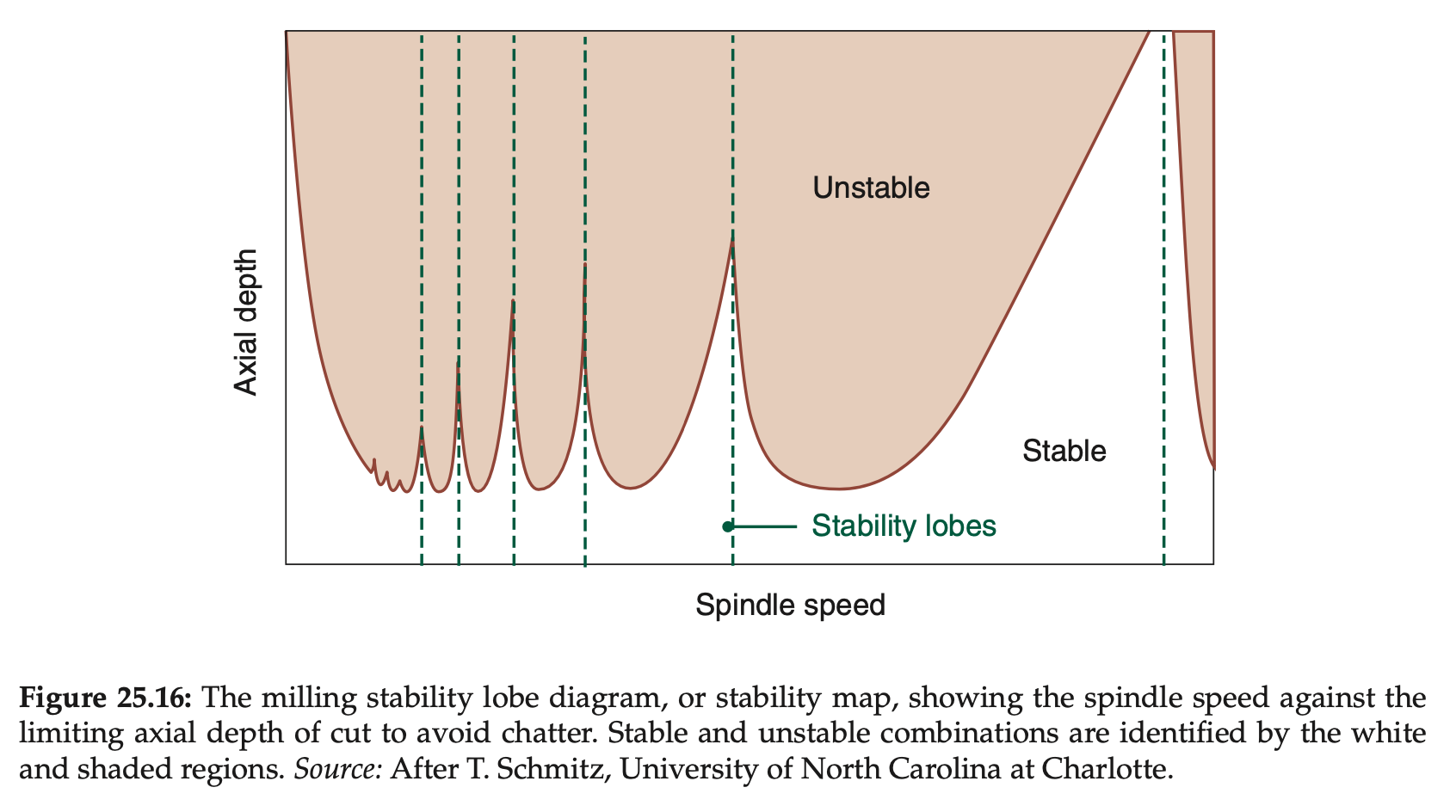
Another example of smart system is chatter avoidance. It’s a popular model to consider a cutting machine as a mass-spring-damper system. By changing the input frenquency a little, one might avoide chattering. (Source: Kalpakjian, Serope, and Steven R. Schmid. Manufacturing Engineering and Technology. Seventh edition., Pearson, 2014.)
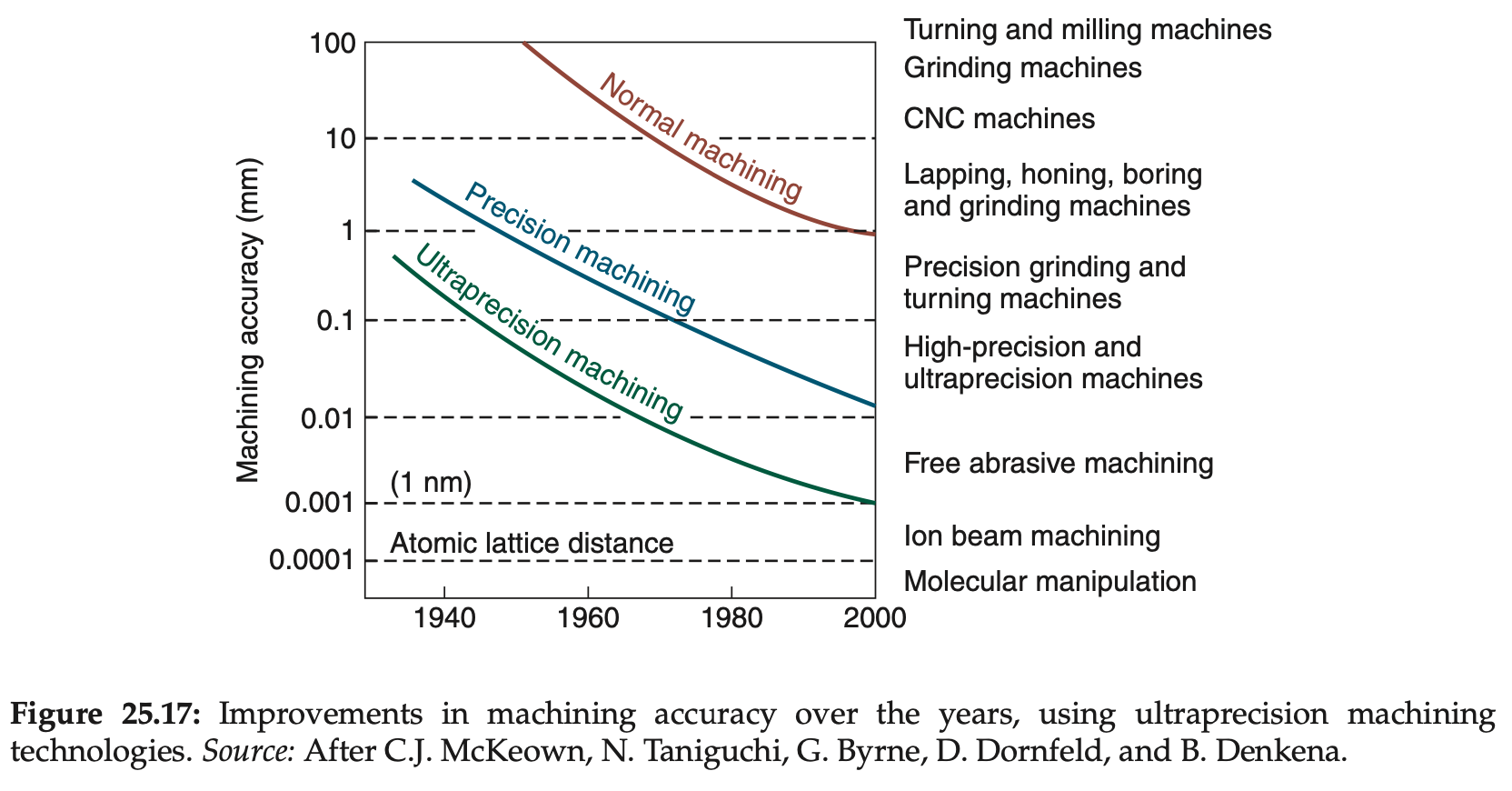
Tighter Tolerance
Modern machining has reached the tolerance of 10 microns level over the years. (source: Kalpakjian, Serope, and Steven R. Schmid. Manufacturing Engineering and Technology. Seventh edition., Pearson, 2014.)
One big contributor is the improvement in sensing technology. One example is in-process probing fro both dimensions and surface roughness, which enabled remachining to satisfy tolerance requirement when possible.
Another example is optical/laser based tool meaurement system that start to replace conventional table probes. They offer continuous probing capability to support tool breakage detection and more advanced cutter wear compensation.
Such system can be apply for in-process part measurement as well. (More than 80% measuring points within ± 2 µm, 70,000 points per second, source)
An even more advanced version of this system is in-process live measurement with grinding, it’s possible to achieve 0.8 micron repeatability for circular features.
More Versatile
If having a CORE-XYZAB, instead of putting a milling head, one can put a metal additive head on it as well. Therefore, some hybride subtractive-additive machines has fundamentally changed what’s possible.
Such system could have multi-material capabality as well, which enables making a part that’s magnatic on one end and not magatic on the other end.
Getting back to the idea of modifying core-XYZAB, one can put a laser on if for drilling.
Or, one can put a high frequency acctuator on it for “machining” materials like glass and ceramics. Some systems can drill in ceramics for diameter as small as 0.1 mm.