Week 9- Casting and Molding
A tale as old as time


This week we had to make a mold and cast something. Since my final project is casting, I figured I could just continue my project. However, my project is centrifugal casting of a cylinder. This is not very exciting. I played around with the idea for a couple minutes, trying ot find how to use the available materials and tools to make a tube even more fun. I couldn't.
So I started thinking of other exciting things to mold, and my first thought was a project in which I had helped over the last few years. I am from Guatemala, where the Mayan people have lived in for millenia. In my previous institution, Universidad del Valle de Guatemala, we have a solid archeology department that has invested into technology in the last few years. As the prior coordinator to the makerspace there, I helped train them and guide them with a lot of their new tools. While we started with printing pyramids and scale models of structures, they also were dipping into 3D scanning. They promptly became experts at it. We started printing replicas of ancient artifacts and figurines, to use in workshops and displays. One of the most exciting usecases of the replicas, however, was when we started working with things that had some use that the original piece could never be subjected to again, such as musical instruments, and... molds. Yes, the ancient Maya used molds to mass produce their figurines. Making molds is an ancient art. It was exciting when we realized we could recreate the molds and make our own figurenes. We would scan the molds, create a positive, print it in SLA and use vacuum forming to make a mold around them, to varying degrees of success. We created some molds in PETG, which we used to make chocolate figurines. The Foundation Ruta Maya, the curator of the collection of molds, used these to sell and raise funds for their mission of retreiving stolen and blackmarket Mayan heritage back to Guatemala.
Well, long story short, I texted my archeology student to ask if I could use any of the scans they hadn't used yet and do my own molds. After some back and forth between me, the student, and the Foundation, I obtained permission to use a 3D scan for this week. Behold, object 16.2.5.0645 of their collection, the mold of a warrior.

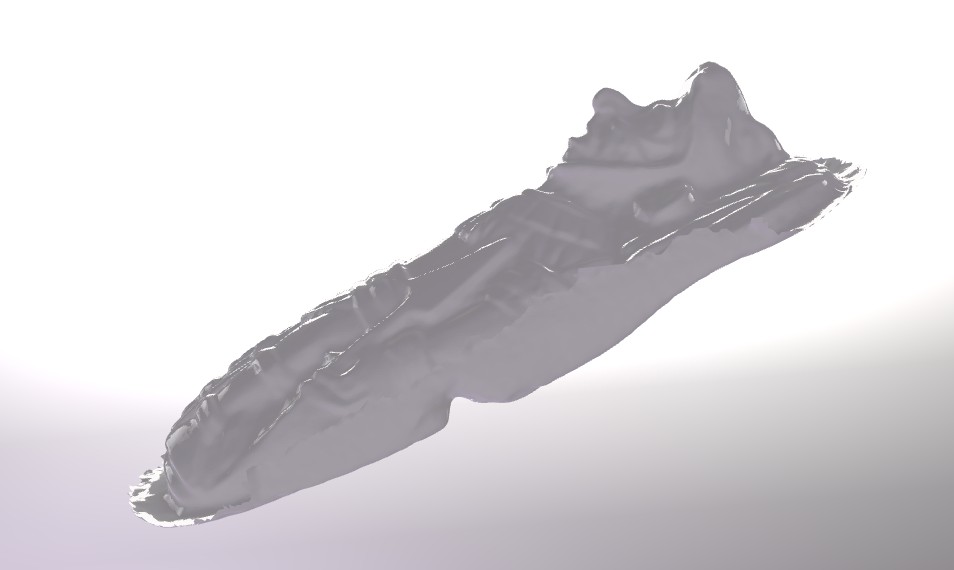
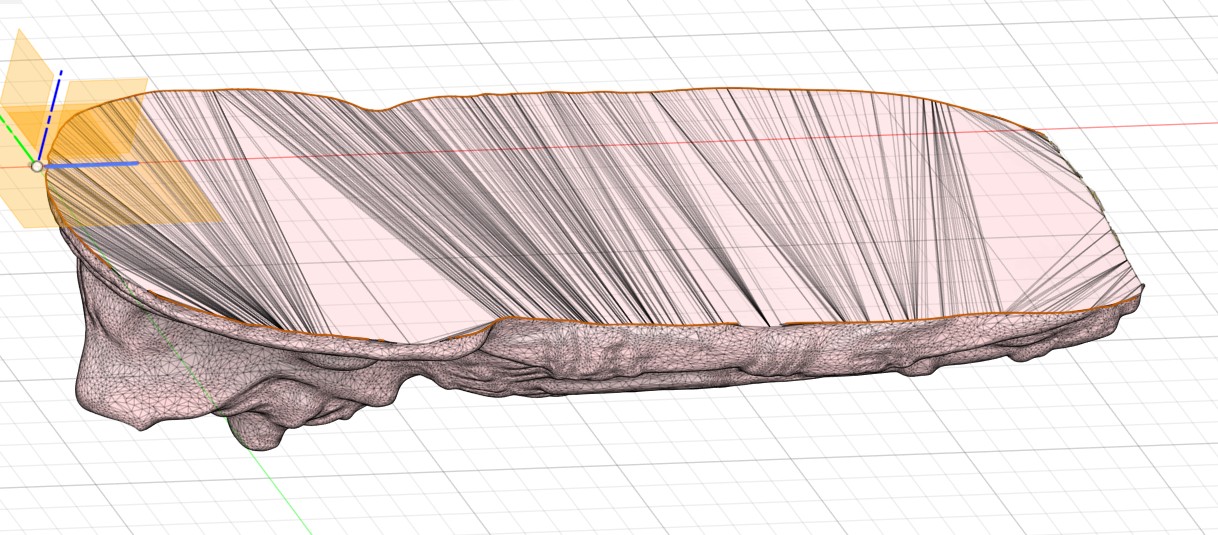
This lil guy is made out of clay and is estimated to be from 200-900 CE. Once I replicate this, it will be the first time in at least 1100 years that this specific warrior figurine has been made. I think archeology is very exciting, but the way 3D saccning and printing has allowed to really appreciate and hold it in our hands without fear of damaging the original piece really amps it up a notch. The scan I was sent was in OBJ. I opened this mesh in Fusion360.

Since it is a 3D scan, it is just a surface. The pictures above is actually looking from the inside. They did not 3D scan the sides or the back because it is irrelevant for the record keeping they are performing.

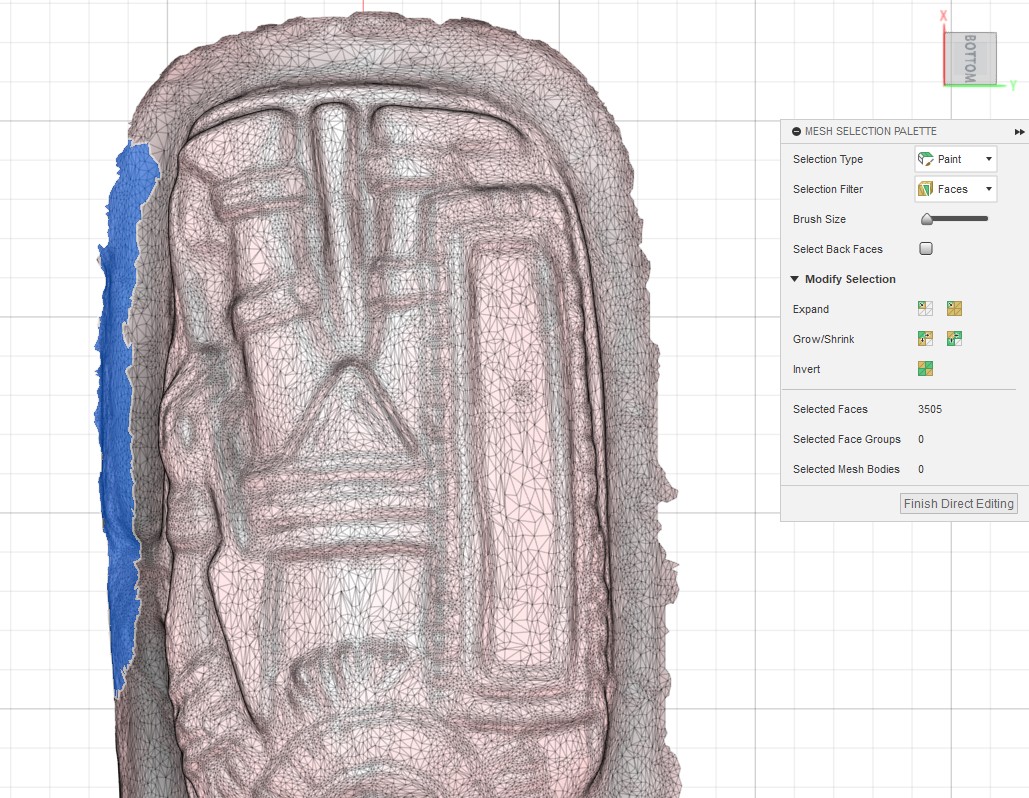
The edges are rough, and I dont need it for the mold. I decided to clean them, by going to Fusion Mesh menu and then edit mesh, were and selected the triangles and deleted them.

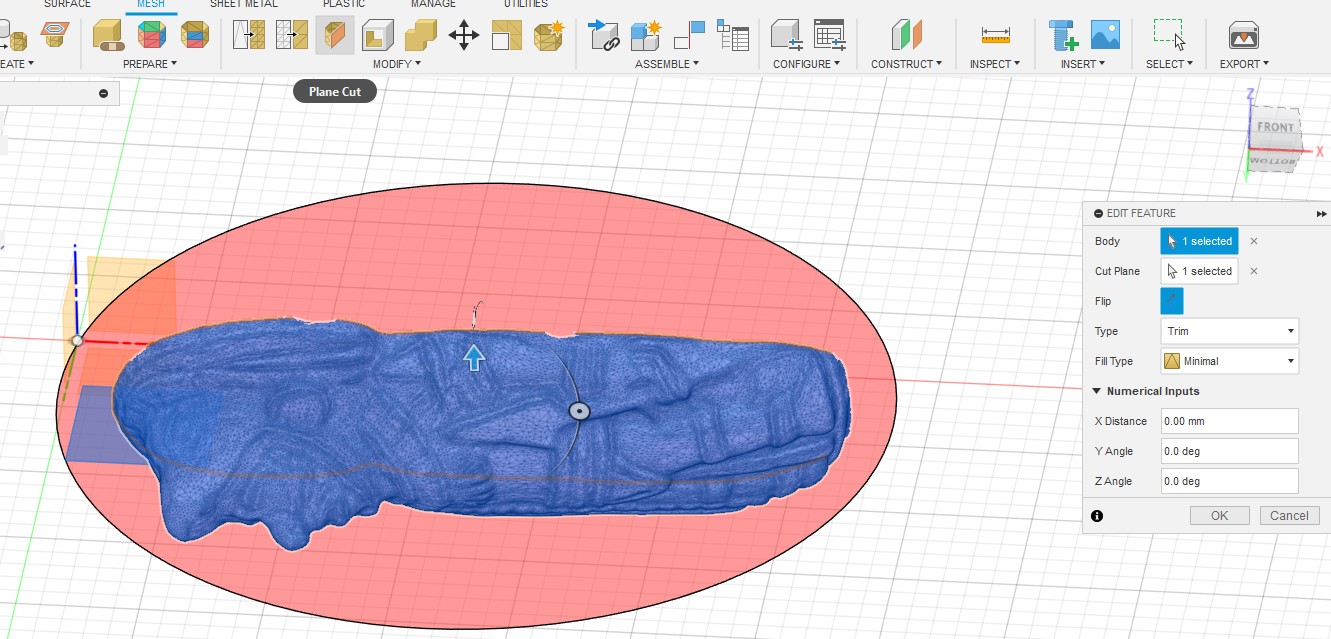
Once I had the edges mostly cleaned up, I wanted to cut it in way that would have the entire edge closed. This would make the cavity no longer the outside but transform it in a way that it became the positive again. For this, I created a plane offset and moved it into position, and then used a plane cut to delete any part of the mesh that was over the edge.
I remished it, and closed it down. This allowes me to have the right positive shape. If this were any other STL or scan, it would be likely I would've needed a much deeper dive into the mesh, and would've had to edit a lot of it so there would be no undercuts and better mold release angles. However, since this originally was a mold, it already has the right shapes needed to demold easily. Long live the right mold design techniques that have existed for millenia.
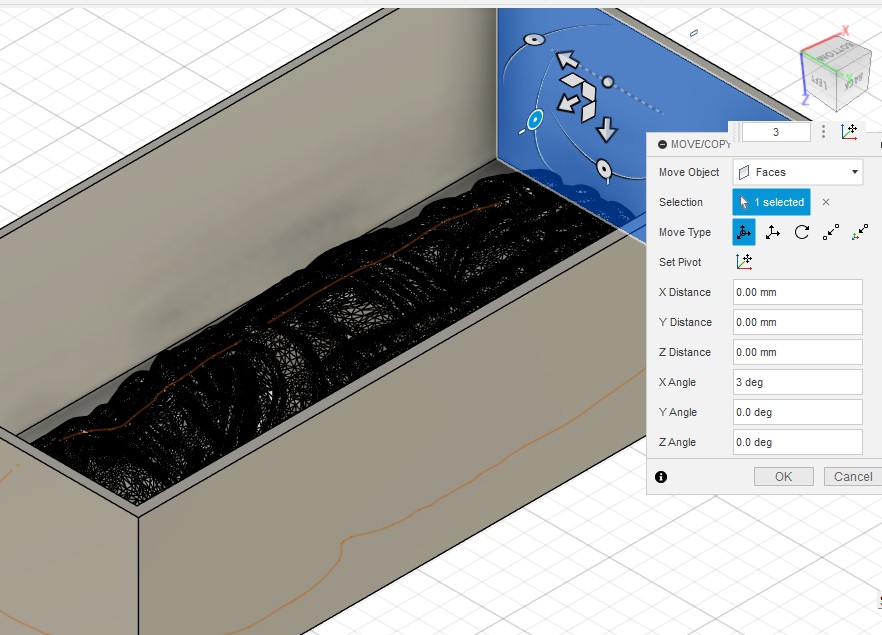
I purposefully chose a design that I knew wouldn't give me much trouble when I picked a 3D scan of a mold. I knew the 3D printers would get busy very fast, and I knew getting the CNC to work would also require time. I chose not to spend too much time design so I could focus on the molding and casting in different materials. Once I had the positive, I only needed to build around it the frame that would contain the silicon.

To make my life easier, I knew it couldn't just be a straight box around it. So I used the move tool and selected each inside face and rotated it 3 degrees inside, in the way that would leave the deepest part of the mold narrower than the tallest part. When demolding, it would allow it to glide up easier.
Once this was ready, I only needed to set up the SLA printing. I Used the Formlabs Form4 printer. I set it up with auto rotation and auto supports. I also hollowed it out, and added holes where I got prompted to avoid the cups. This was the set up:
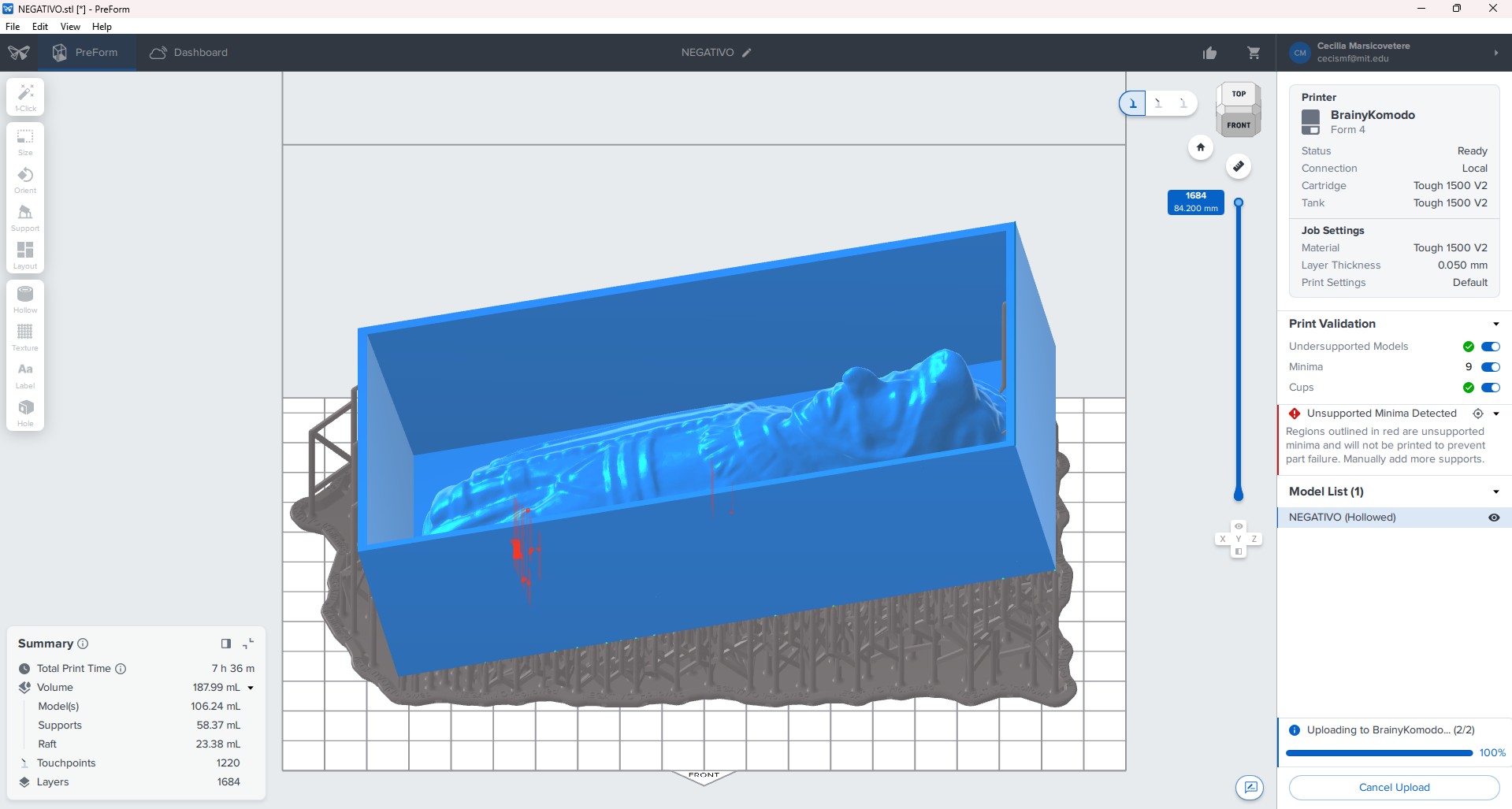
And with this I was able to set up the printer on Thursday before recitation, without needing to worry about the availability of printers in the coming weekend. Important to note with SLA printing, you need the smallest possible cross section on each layer, so the pieces are usually tilted in weird ways and uses a lot of support. Mine had some weird errors, but I fugured it was due to the mesh. It was going to take almost 9 hours, so I left it overnight to print.
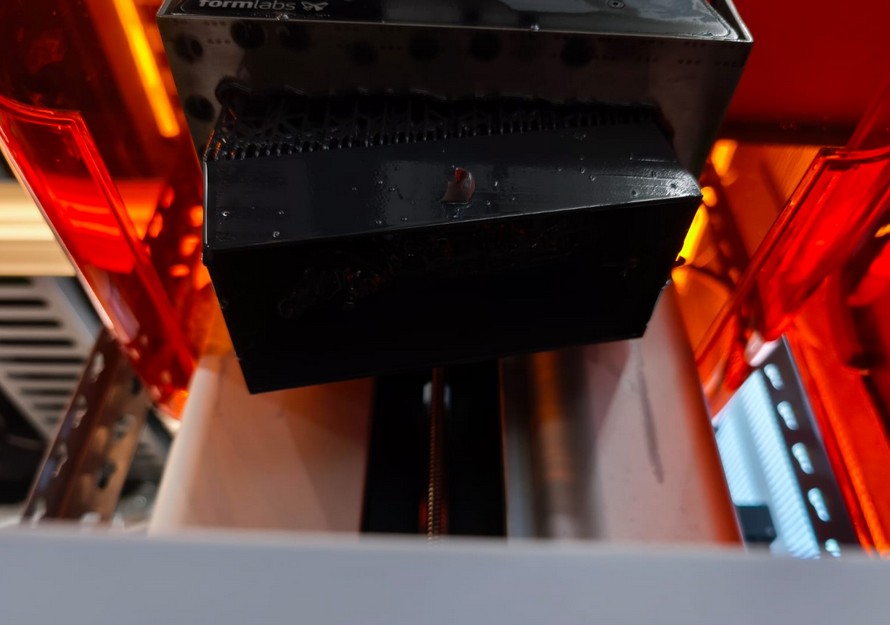
It was a beautiful print. There were some artifacts and visible layer lines, but it printed out everything that needed to be printed. I washed it in the two-step washing set up and then removed the supports. With no supports, I threw it in the curing chamber to take it for a spin. It got nice and toasty and extra cured.


If you're looking closely you might have noticed in the past pictures some mistakes. While I have just said it was a beautiful print, it has some holes that need to be plugged and some obvious lines that need to be sanded in oirder to get the best possible mold out of this print. I used rough and fine grit sanding paper to accomplish that. To plug the holes, I used resin from the printer, but I needed to mix it with something so it would be thick enough to stick in the hole. The best possible thing is a fine powder, like baby powder or even the stuff I was sanding off my print. However, it was not enough, and the thought of the sanding debris made me think to use the sawdust from the woodworking that happens inside the shop. While I believe this was an inspired idea, unfortunately the sawdust I picked up was more like wood chip than dust, so my mis was grainy and weird. Regardless, I pushed through, knowing the hole son the print could be sanded later.



Once plugged I just needed to cure it again to have that sealed. Done with that, I sanded again to get the print nicer. As I was blowing out of the print to make sure I had no dust on it, I realized something- I could feel the air on the other side of the print. This meant there was a hole somewhere in the edge of the print at its feet. I used resin on this as well, hoping to completely block it out. In the end, I also plugged it from the other side with hot glue. It worked. Technically. So Satisfied with this, I got all the things I needed to make a Silicon Rubber mold.

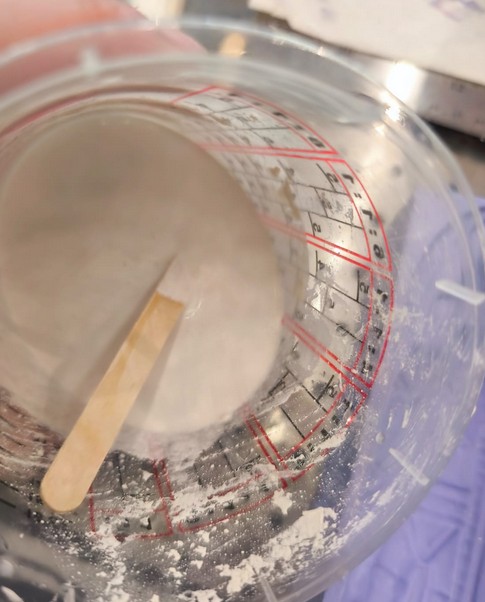
I used the Smooth-On two part silicon rubber 30 mix. I mixed in 3 oz of each in volume, to have a total of 6 fluid ounces. I mixed it all very carefully, more than the recommended three minutes, to make sure I didn't have that many bubbles and the color was smooth and homogenous.
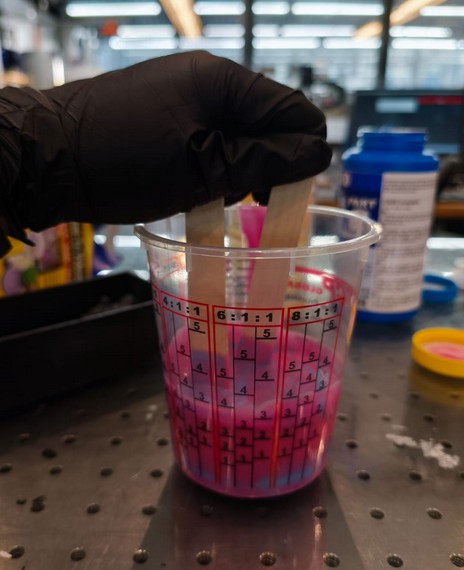


I used the Smooth-On two part silicon rubber 30 mix. I mixed in 3 oz of each in volume, to have a total of 6 fluid ounces. I mixed it all very carefully, more than the recommended three minutes, to make sure I didn't have that many bubbles and the color was smooth and homogenous. Unfortunately, 6 ounces was not enough. I should've done some real measuring. If you are reading this hoping to learn from my mistakes, an wasy way to measure volume would've been to fill it up with water, then pour that water into the mixing cup and see the volume. Alas, I was guessing and I guessed wrong. With part of the face still out and about, I considered my options.

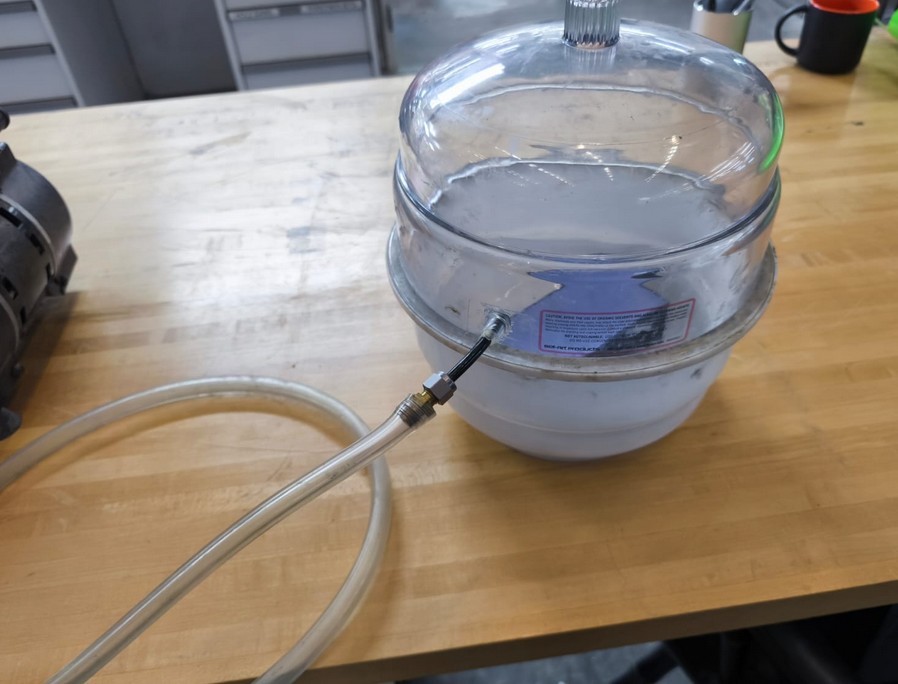
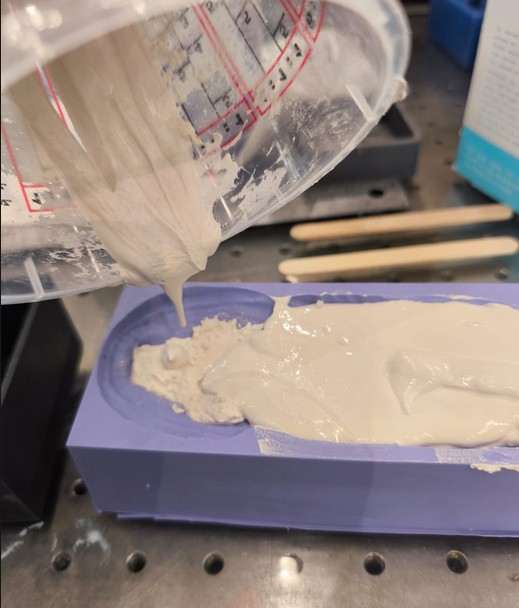
Kat told me to mix more and mix it quick, so I did a new batch. However, I took the mix quick too hard and now its full of bubbles. So many bubbles. I used the vacuum chamber to suck all the bubbles out. However, it bubbled up aggresively and it spilled some. I decided to leave it as is, since the bubbles would mostly be in the upper part and not where the design is actually.

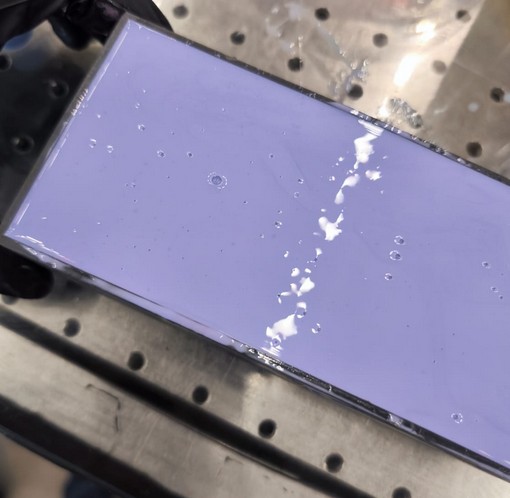

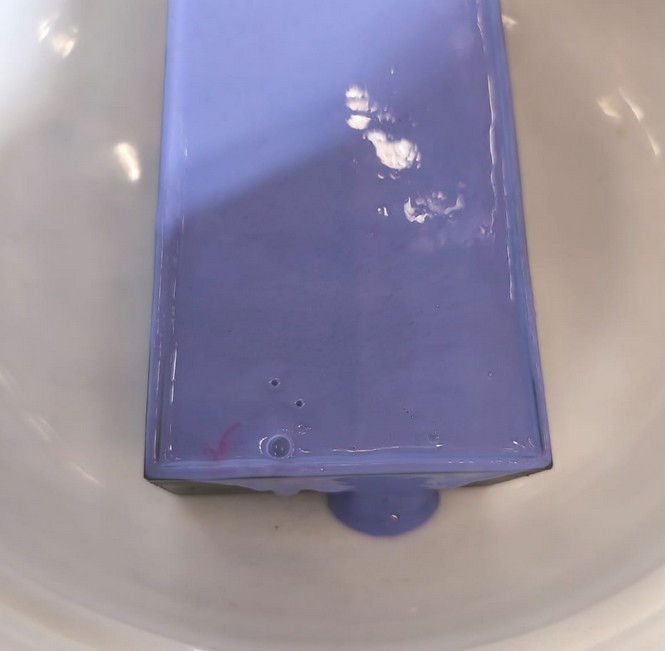
Left it there to dry most of the day. I came back later to attempt to pull it off, so thats when I had to employ all possible hands (thanks Matti) and a liberal amount of the sticks to pull it off. I had used demolding angles to help this, but maybe I should've used 5 degrees instead of the barely perceptie 3 degrees I used. It doesn't matter, though, because we managed to pull it out and it looks majectic. Except for the bottom part I had to plug, thats kind of a mess but it still works anyway so I'm happy with this.



Now comes the fun, casting. I decided to use drystone, since it is an ancient Mayan figurine it would make more sense to keep it stone like. Clay and plaster were common materials for the Maya, so drystine feels right. I started off reading the instructions closely, and being confused about the wording. Once I double checked with everyone around me that I was not misinterpreting the instructions, I mixed the drystone in a 100:20 powder to water weigth ratio as the instructions outlines.

I really wanted to trust the process, so I followed all the instructions closely. I let it soak for three minutes, I mixed as closely as possible to a n electric mixer, I added water to powder and not the other way around, and so on.
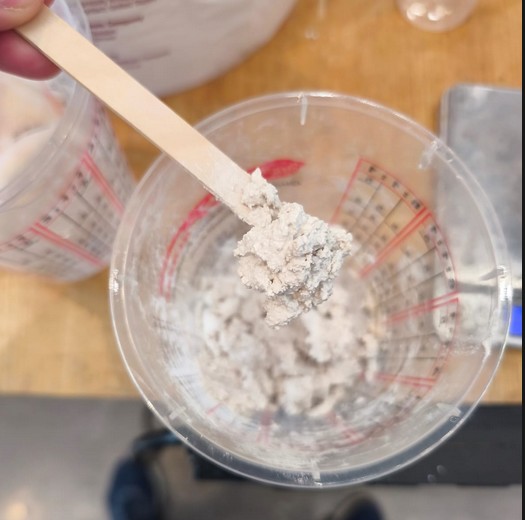
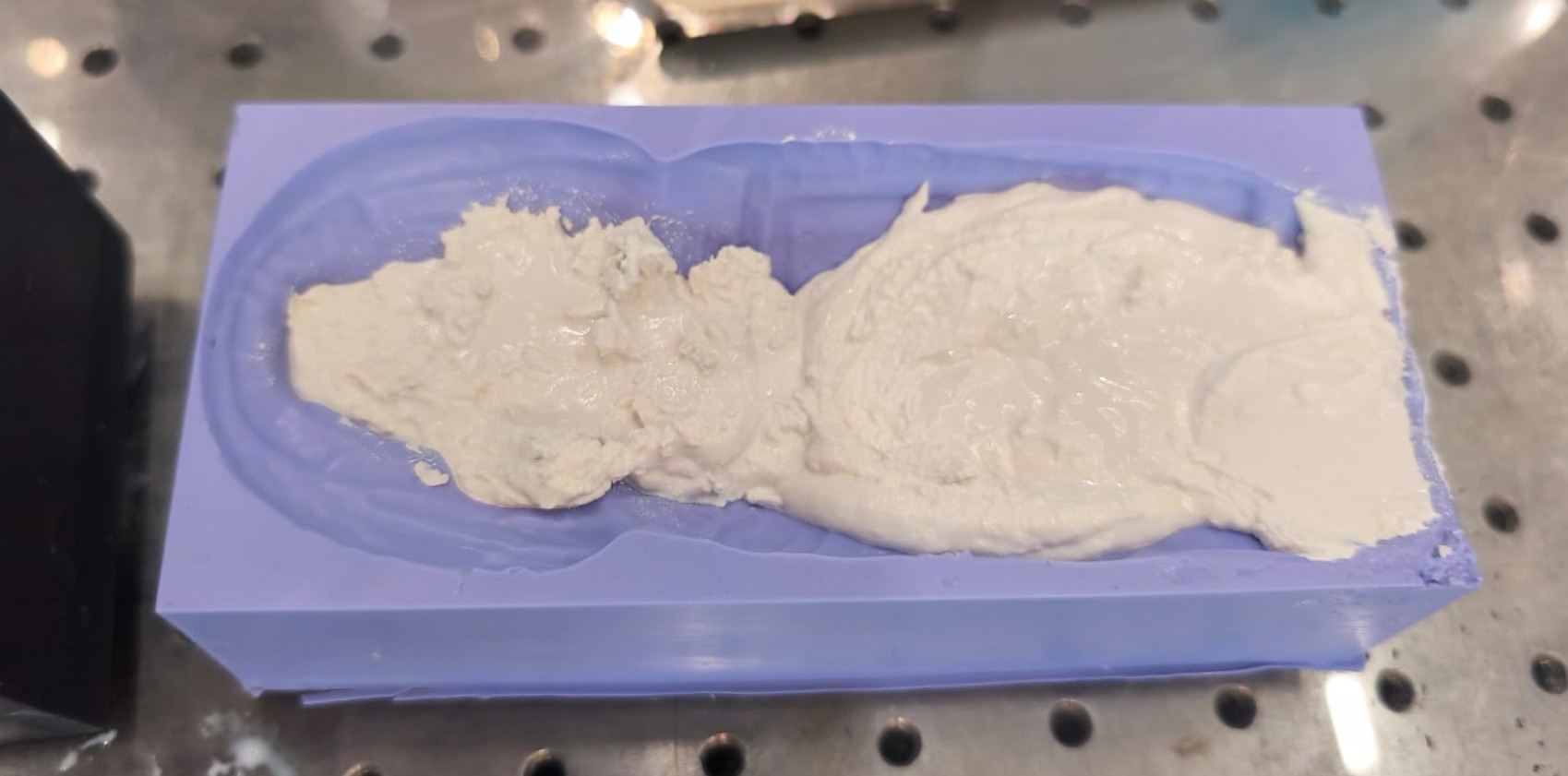
It looked and felt absolutely wrong. Super dry, mostly solid. I dread the instructions again. So I went ahead and try to pour it in. Except it doesn't pour at all. I had to smash it somewhat into the mold. It was terrible, I was pretty sure it wasnt getting into the right crevices at all, as I tried ot get it in the face. So I added a tiny bit more water and put it on the body, and it seemed easier but still pretty dense and not flowy at all. Finally, I decided to pour more water and pour it over both the areas to top off the mold.
I let it dry as instructed or really until I touched it and it felt solid and not warm. I pulled it off and it was so easy and efforless, I love the mold. The casting, however, left a lot to be desired. The part where I followed instructions was the worst. This has given me trust issues now.



Since trusting the process and following the isntructions clearly is not the move, I started measuring with my heart. Kat said it should be pancake batter consistency, and I am going for that. If its too liquid, it will just take longer to dry, but it will dry regardless. Since it just needed to dry, I used a heatgun to speed up the process.

While this happened, I decided to use the foodsafe silicon rubber material.
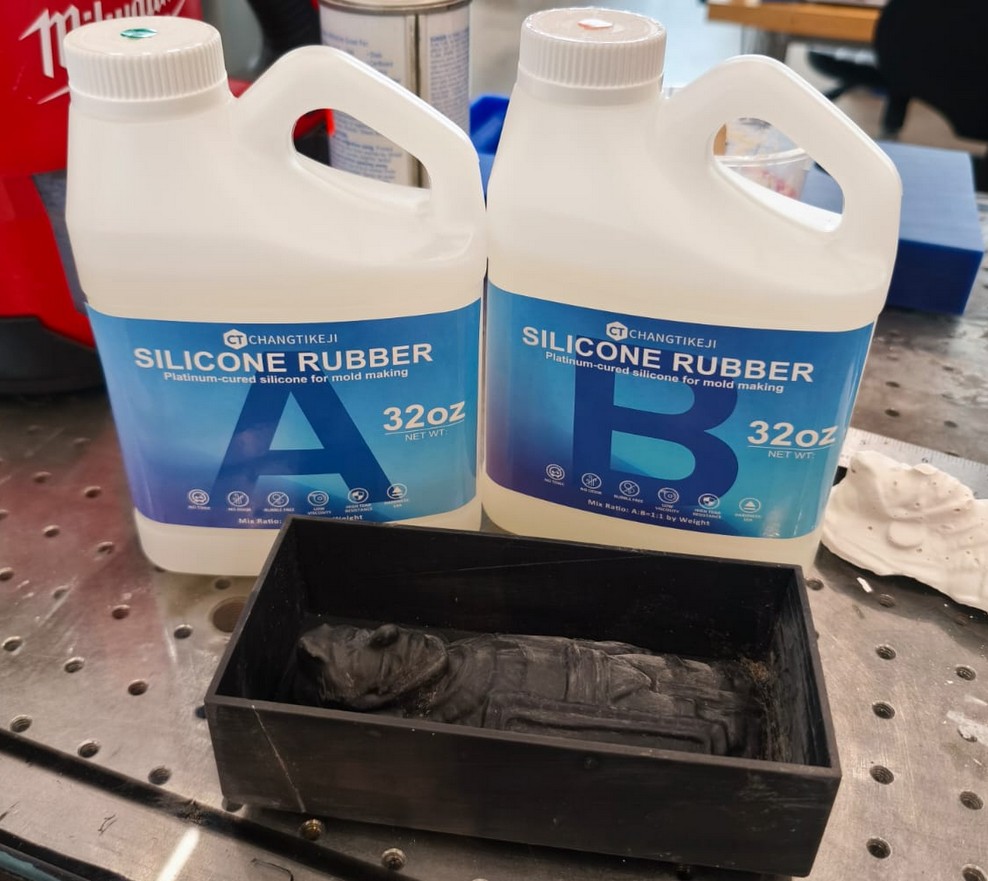
This required measurement with weight as well, so even tho the drystone had betrayed me, I still followed instructions this time. I mixed equal amount of A and B, and moved it around.


You would think I learn from my mistakes, but I did not try to make sure the fluid ounces would be close to 10, which is what I needed in the last one. I thought the vacuum chamber had made me spill some of the mold material, so I needed less. So even tho I had less than 9 ounces in the glass, I decided to pour it in. Sadly, my non-calculations were off, and I made yet another mold that didnot cover everything.

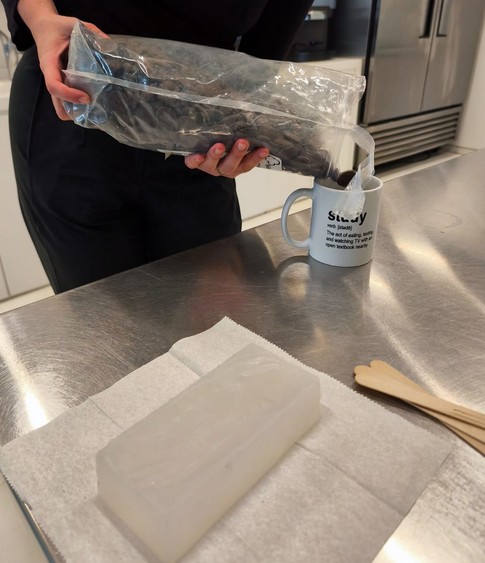
The nose. Still there, proudly above all. I tried different things inclusing using a plastic bag to try to push resin into the nose but in the end, the easiest thing was to wait for Jaqueline to finish \her pour of th silicon mold material and use her leftovers. So I did that. And ploppled it in the vacuum chamber where now I got to see even more bubbles.
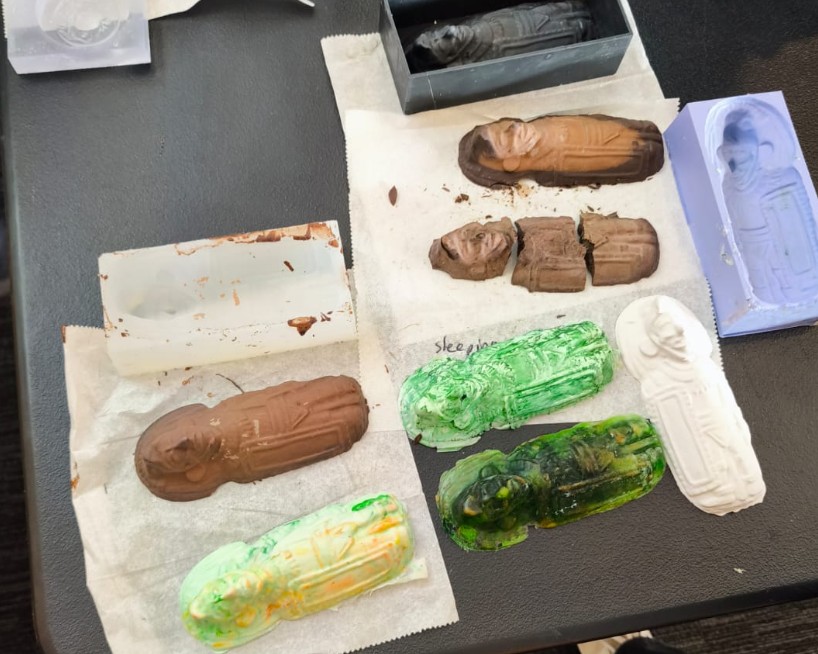
I let them all sit for a night, wishing them sweet dreams and warning off my classsmates and any other CBA goers that they were sleeping.
I demolded the last drystone, and I have to admit it is looking very nice.

With the drystone ready, I set out to use the food-safe mold. The demolding was super hard, the material may have reacted. I was using the Formlabs Tough Resin Grey and the food safe resin pictured above. The edges remained sticky, but the rest was't too bad and was not as unappealing as it sounds.



Heat the chocolate wafers in a heat-safe bowl in the microwave for 30 seconds, stir. If its not melte, repeat. Be careful about accidentally burning the chocolates. Pour in mold and wait wait waaait for it to solidify into a bar of chocolatey goodness.


I also did some tests with the resin and alcohol ink to see how it would color the resin. I mixed some drops of alcohol ink into the resin and poured it into some small molds to see how it would look.
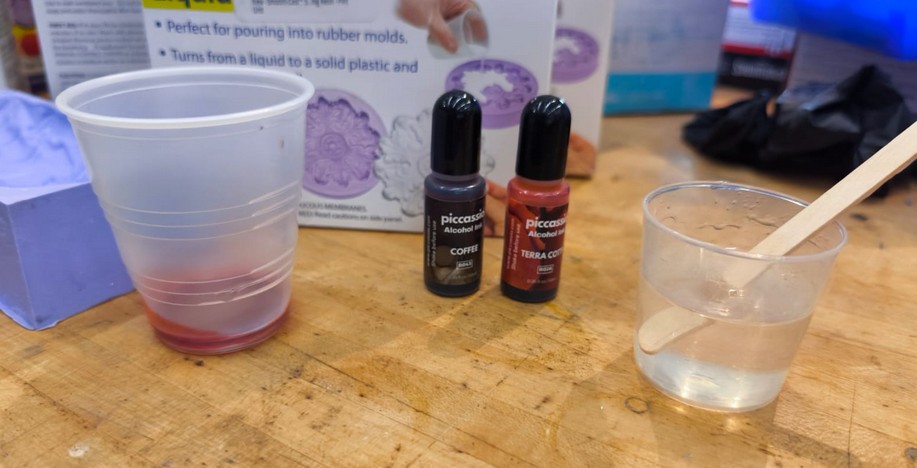
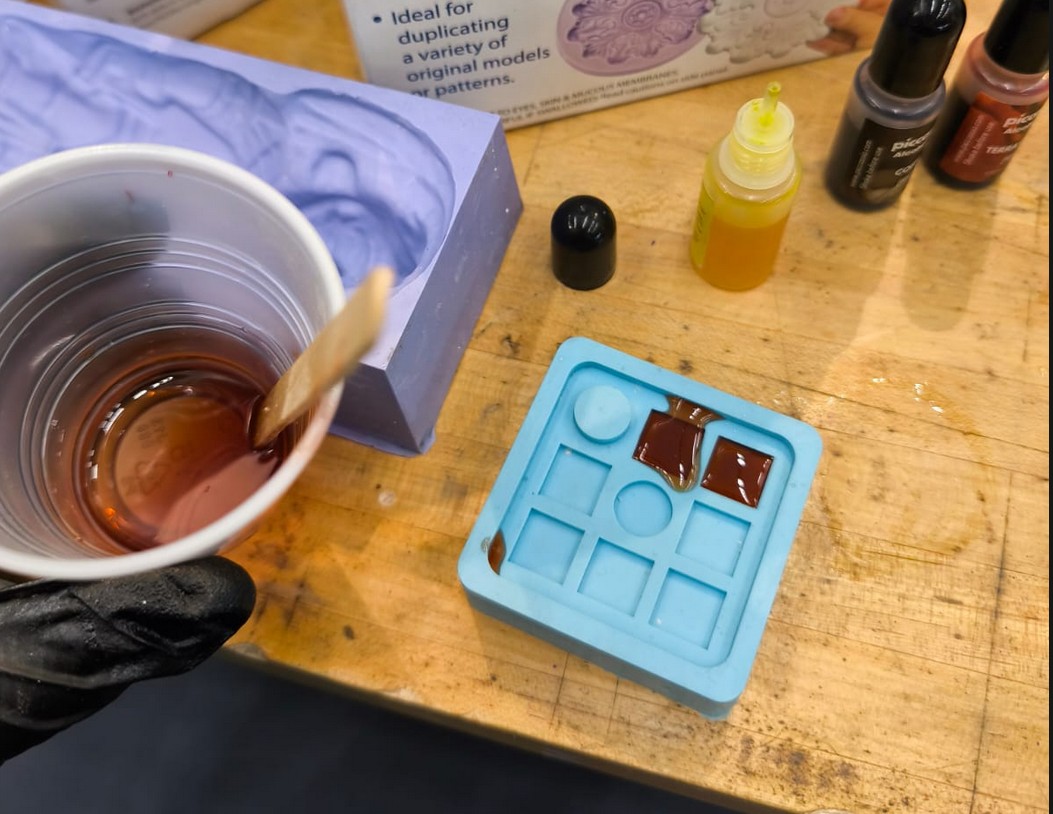
I also did some tests with the resin and alcohol ink to see how it would color the resin. I mixed some drops of alcohol ink into the resin and poured it into some small molds to see how it would look. Then i mixed with green, blue and yellow to create a jade-looking figurine. I tried putting flecks of golden looking in the bottom and layer greens of different shades.
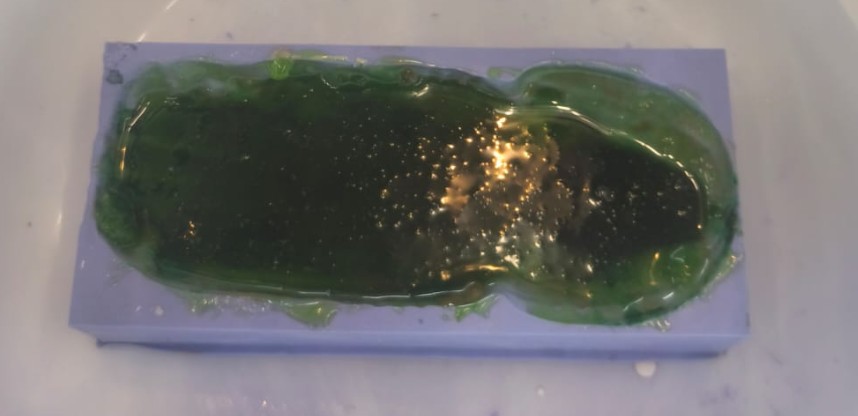

I'm doing jade because it's very relevant to Mayan culture. However, this originally would've just looked like clay. This doesn't discourage me from doing jade, however. The last one used a transparent resin, so I decided to use white resin again.
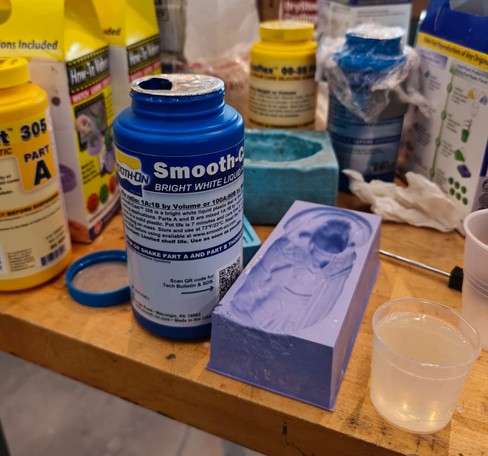

It turned mega white, I did not expect how powerful the white would come out as.
I decided to try again, but this time painting the mold and then pouring the resin.

I like how this looks even thought the brushstrokes are very obvious.

All in all, it was a very fun week. I cannot share the original files as this is a protected archeological piece and I got written permission from them to use it but not to distribute them. However, I imagine anyone who is interested in doing something like this could try reaching out to the webpage I linked above. Addiotionally,s there are a lot of resources online that have 3D scanned a lot of very fun artifacts from the past. ScanTheWorld is a innitiative with many pieces, and the Smithsonian museum also has free scans online. Look around and you could make your very own replica to some cool thing that hasn't been recreated in thousands of years.