Week 8: Molding and Casting
CADDING USING PRETTY STLS IS HARD
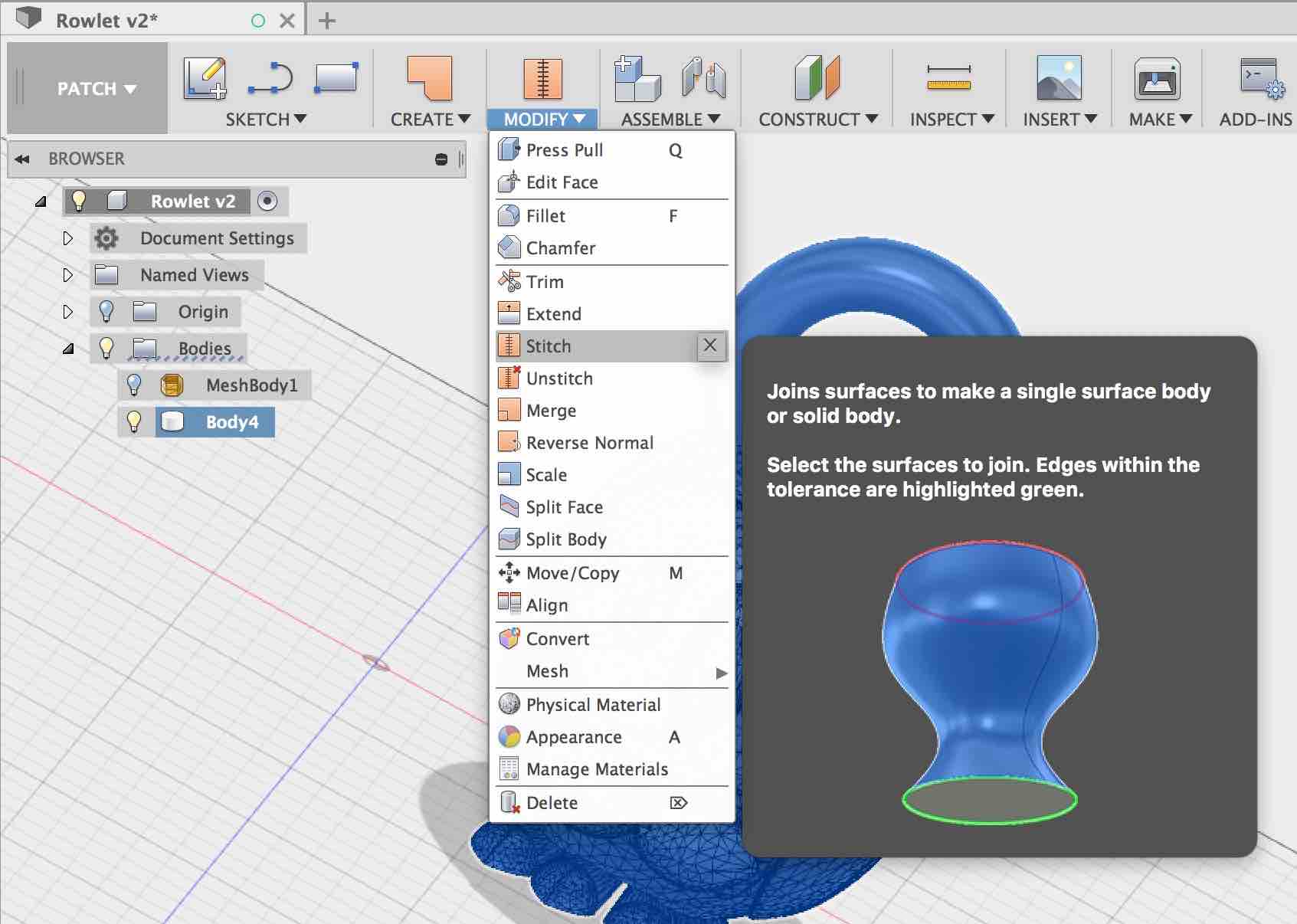
Niki and I wanted to make Pokemon figurines/keychains. I looked for nice 3D models of Pokemon online and tried downloading a few to work from, but a lot of them were semi-broken STL or IGS files that (for some reason) I couldn't close the surface of using Fusion 360. I ended up downloading this Rowlet, which was the closest to an unbroken mesh I could find. I first reduced the mesh to have a more manageable number of faces (13000 vs 50000+) and then converted from Mesh to BRep. After that, I used the Patch -> Modify -> Stitch function to create an actual body from the BRep. This was the step that failed for all of the previous parts that I tried. For some reason, there were free edges or max gap errors on the other objects and when I tried to patch up the Mesh/BRep to add faces, Fusion wouldn't connect the faces to each other.
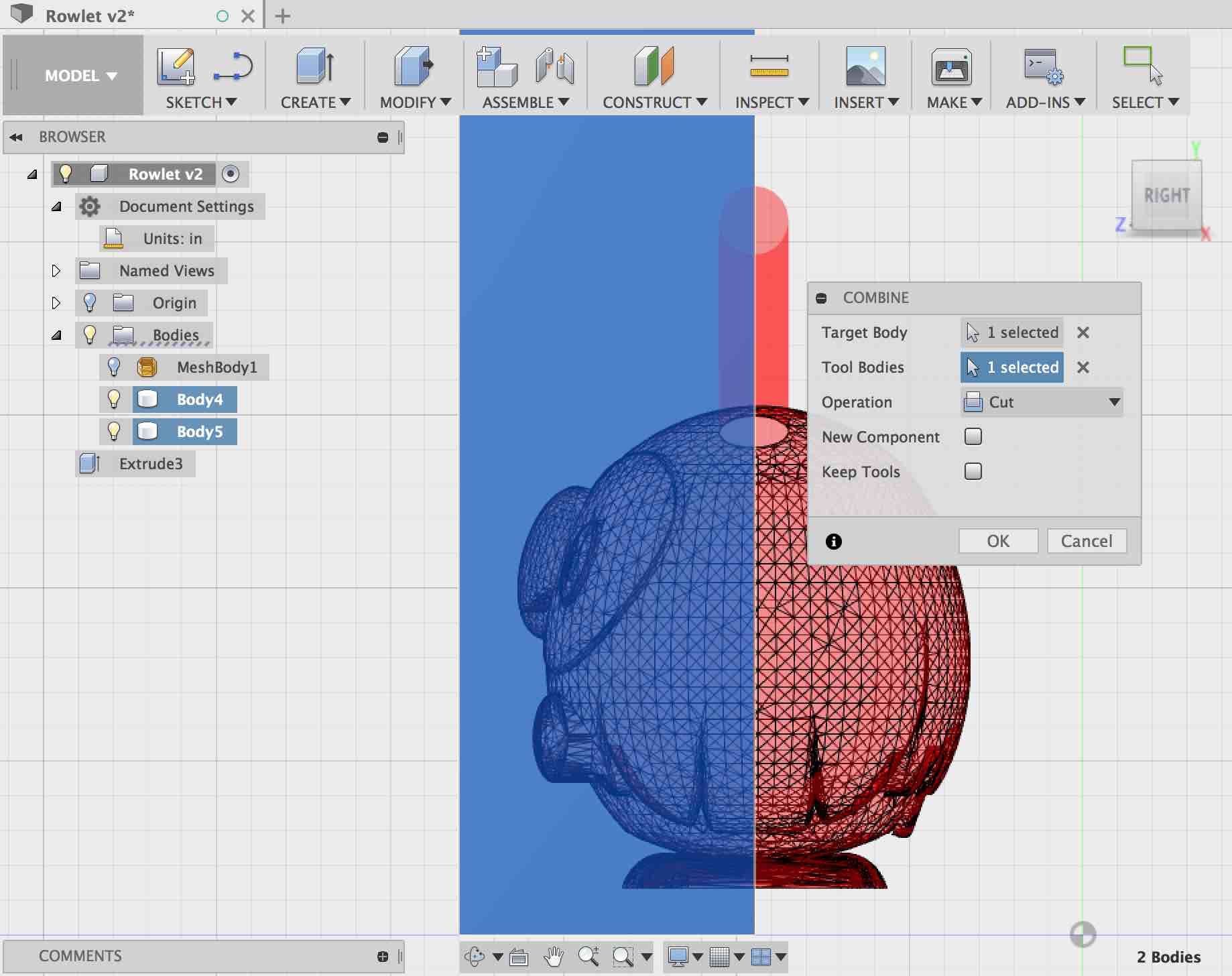
I was then able to successfully Model -> Modify -> Combine the keyring torus and the Rowlet body.Due to the huge number of faces on this new body, Fusion 360 ran extremely slowly after this step and sometimes crashed, but a pretty Rowlet is 100% worth it. I decided to cut the Rowlet height-wise due after considering the ease of carving that the 3D mill would have. This step was super slow due to the large number of faces, but Fusion 360 pulled through in the end.
Here are what the molds will look like, including some pouring streams a bit less than 0.5 inches in width. I left 0.2 inch and 0.13 inch borders on the two edges of the longest sides, assuming 3 inch heigh wax cubes. I left a depth of a bit less than 0.4 inches. The 0.165 inch wax border seems a bit precarious, but I will pray I get a wax block with the longest side close to 3.5 inches. :)
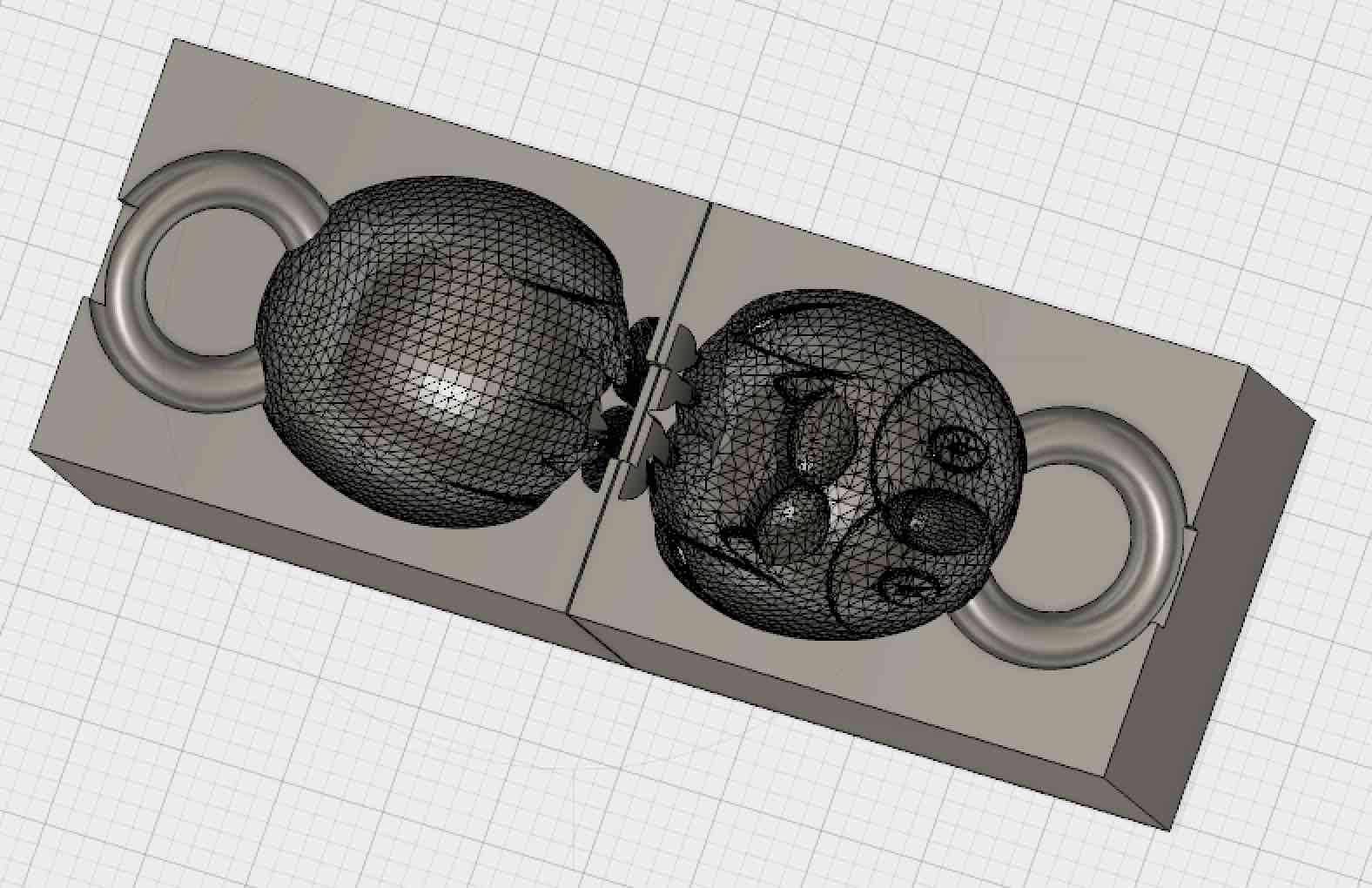
Next time around, I plan to add locking mechanisms. It's easiest to do it on the original block before the cuts are made. For when that happens, I want to make the diameters of the protruding lock half-spheres 0.23 inches and the diameters of the intruding lock half-spheres 0.25 inches so they fit inside each other better.
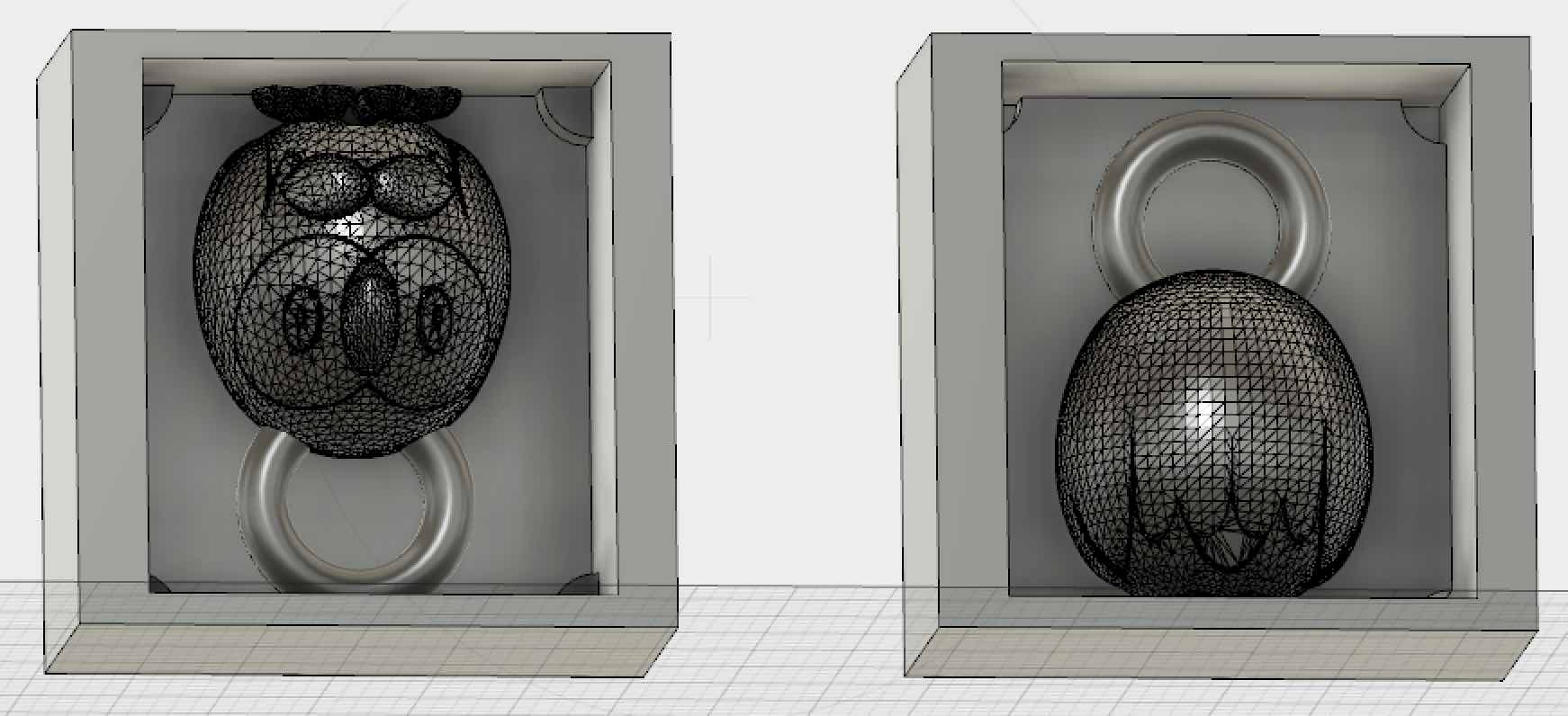
Now that I have the CAD of the mold and the proper measurements, I want to use the original keychain to make the wax model. Another option was to use the boundary fill to take the negative of that mold in a 3in x 3in x 1.5in block. I added corner quarter-cylinders for locking. The larger cylinder "hole" (protruding up) was 0.5 inches in diameter and 0.25 inches in height. The corner quarter-cylinder holes that protruded down were 0.45 inches in diameter and 0.245 inches in height. Here is the final wax CAD:
I was now ready to export my designs as STLs to mill the wax.
3D Milling
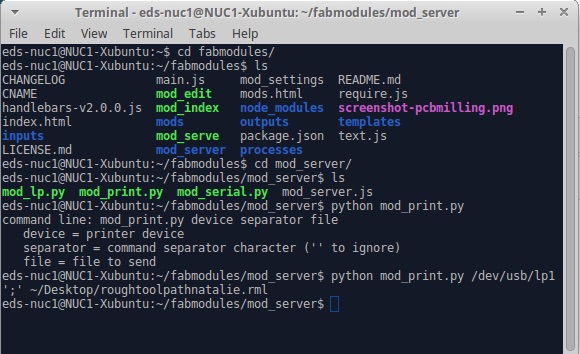
Niki and I were in the morning training session during which the Roland SRM-20 wasn't working, so we followed the instructional video to learn how to use it. One thing that took me a while to figure out was that the orientation of the STL is very important. The wax STL must be oriented in a top-down view from the perspective of the bit. My file had a lot of faces so the fabmodules.org software took a long time to calculate the height map and even longer to calculate the rough toolpath for a 1/8 inch bit. Someone else needed to use the mill during this time, so I saved the RMLs of the toolpaths to use at a later time. However, I discovered that the output x0, y0, z0 needed to be set to the correct origin before the toolpath was calculated, so I ended up not being able to use my RML. However, for documentation purposes, here is how one would load the RML directly into the machine (given correct origins):
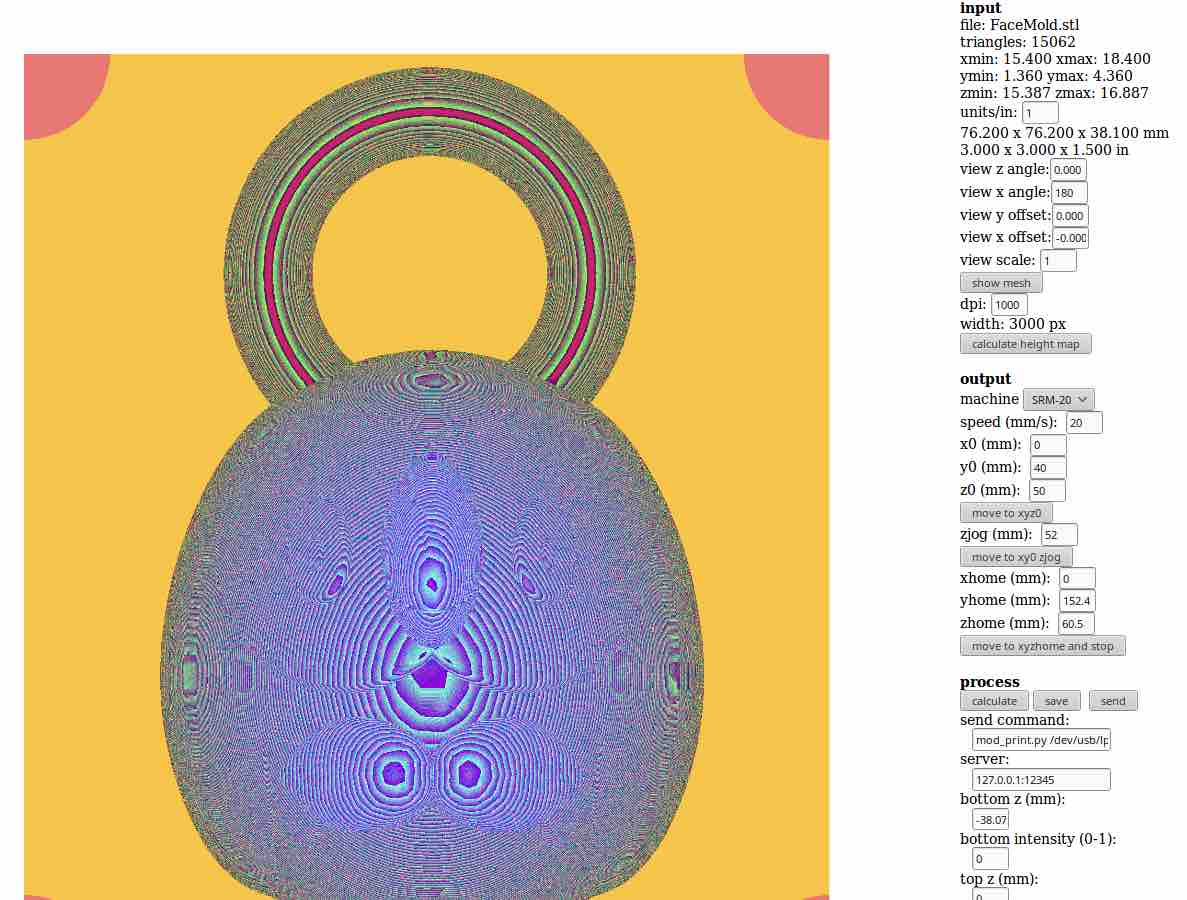
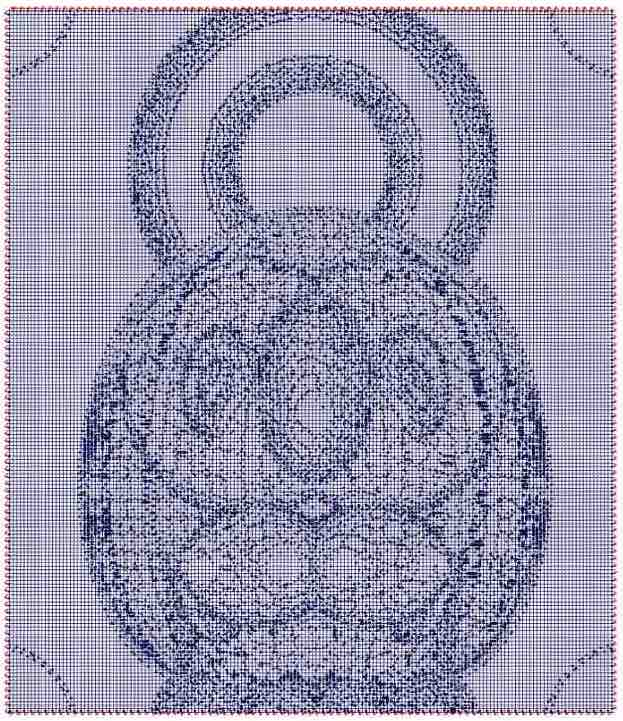
Gavin helped me set up the heightmap and toolpath calculations on Sunday. We found that if I rotated by design by 180 degrees in the x-angle, the heightmap calculation would only take minutes (instead of ~1 hour as it originally took). We aren't sure why that is the case since it only rotates the design so that the head and feet are reversed in position and doesn't actually effect the total volume being cut out. Here is the heightmap:
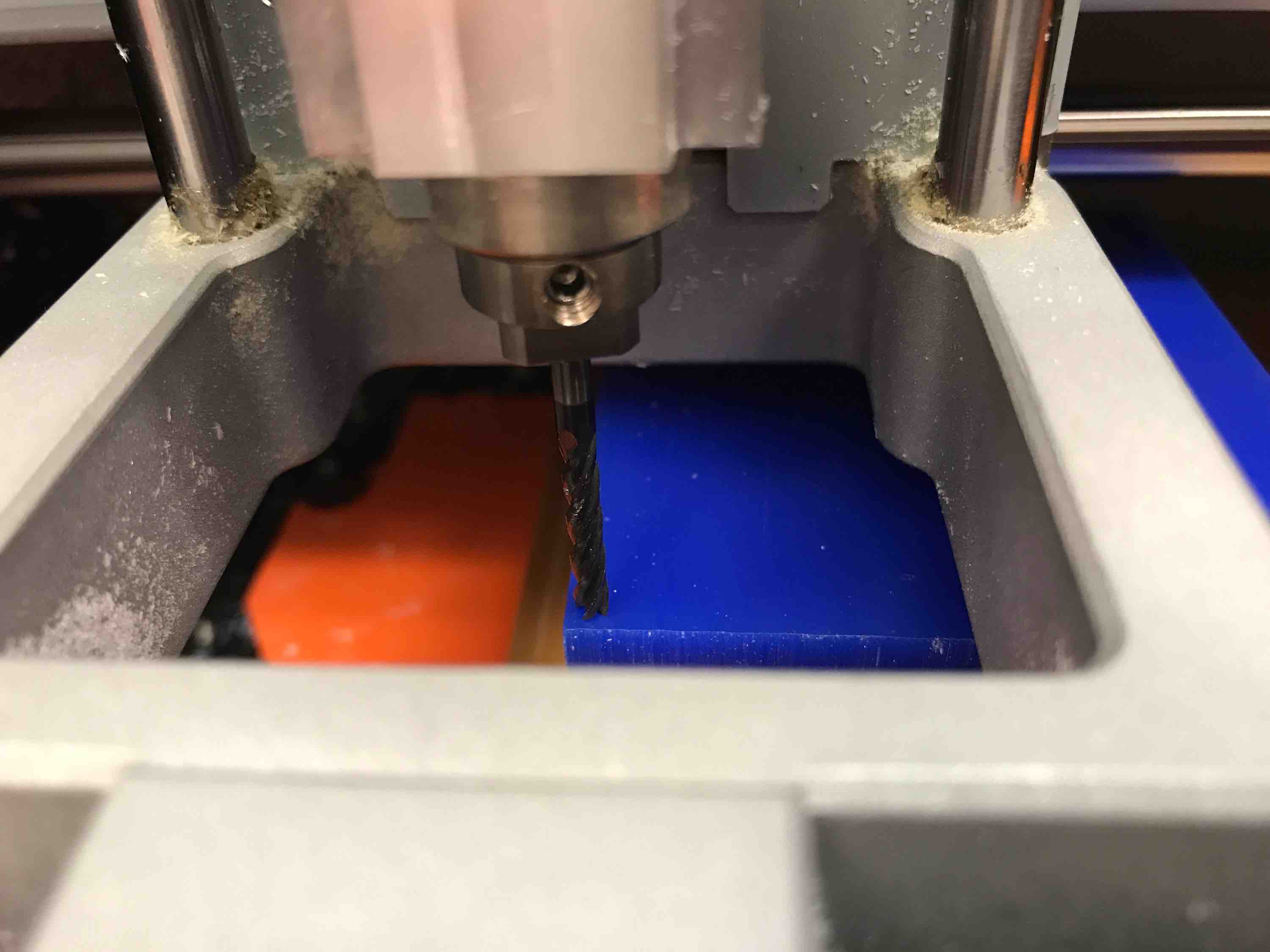
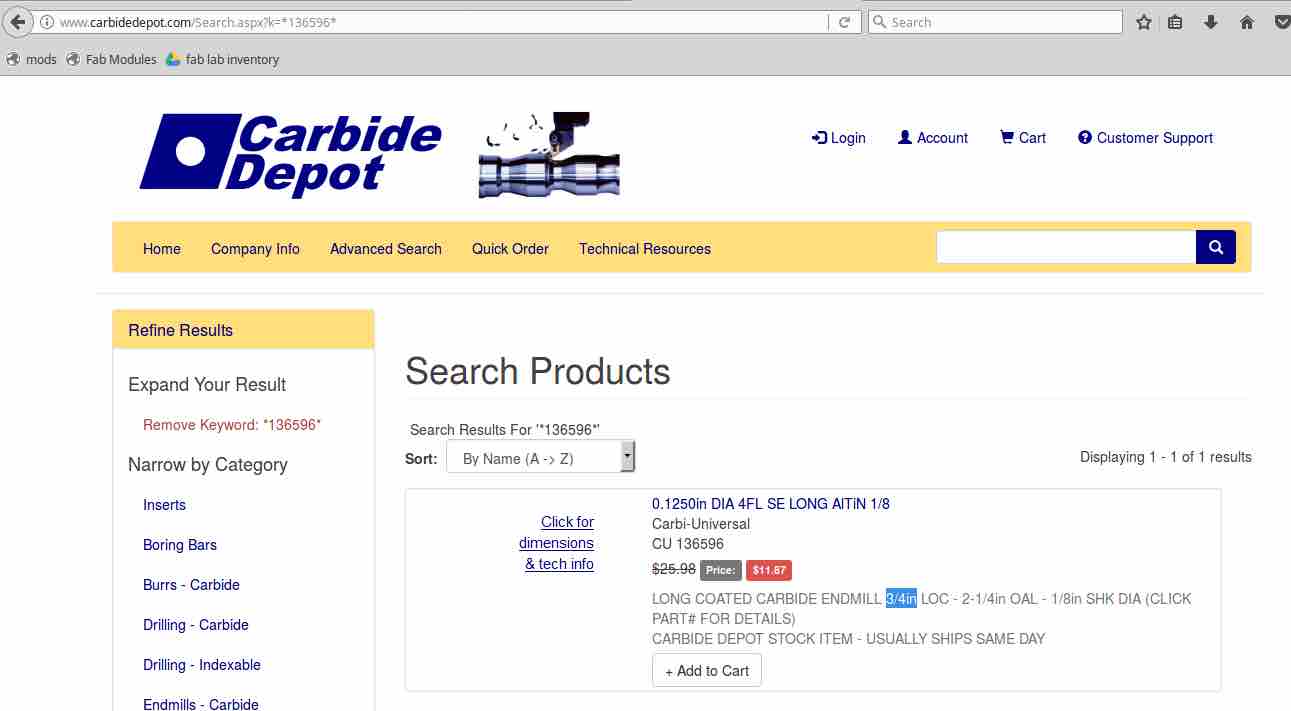
Then I set the origin with a long 1/8 inch end mill. This end mill is different from the one originally in the machine because my design was ~1 inch deep. Here are pictures of how close I got to the wax block to set the origin and the bit that I used:
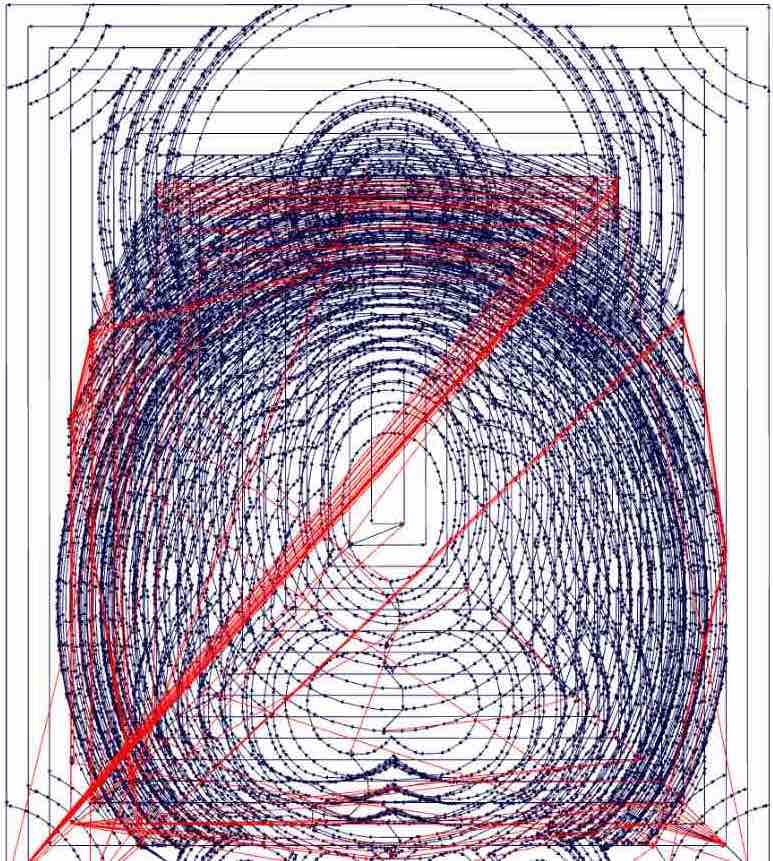
I then calculated the rough cut, sent it to the machine (took ~56 minutes to cut), calculated the fine cut, and sent it to the machine (took ~45 minutes).
While it was doing the rough cut, I had to vacuum up the wax midway through the job because there was a mountain of wax building up.
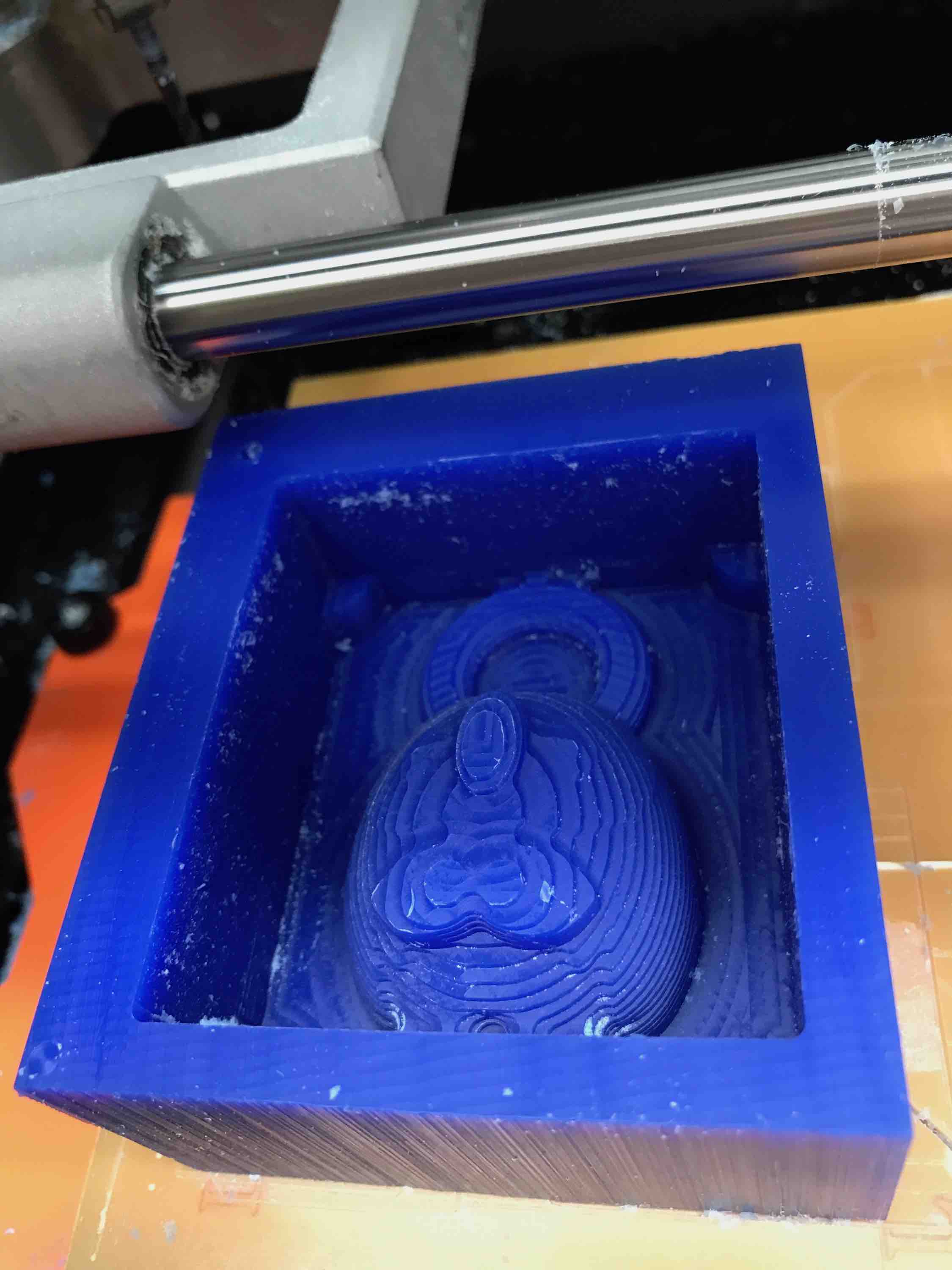
Here are the results of what the wax block looked like post-rough and post-fine cutting:

Pouring the Mold
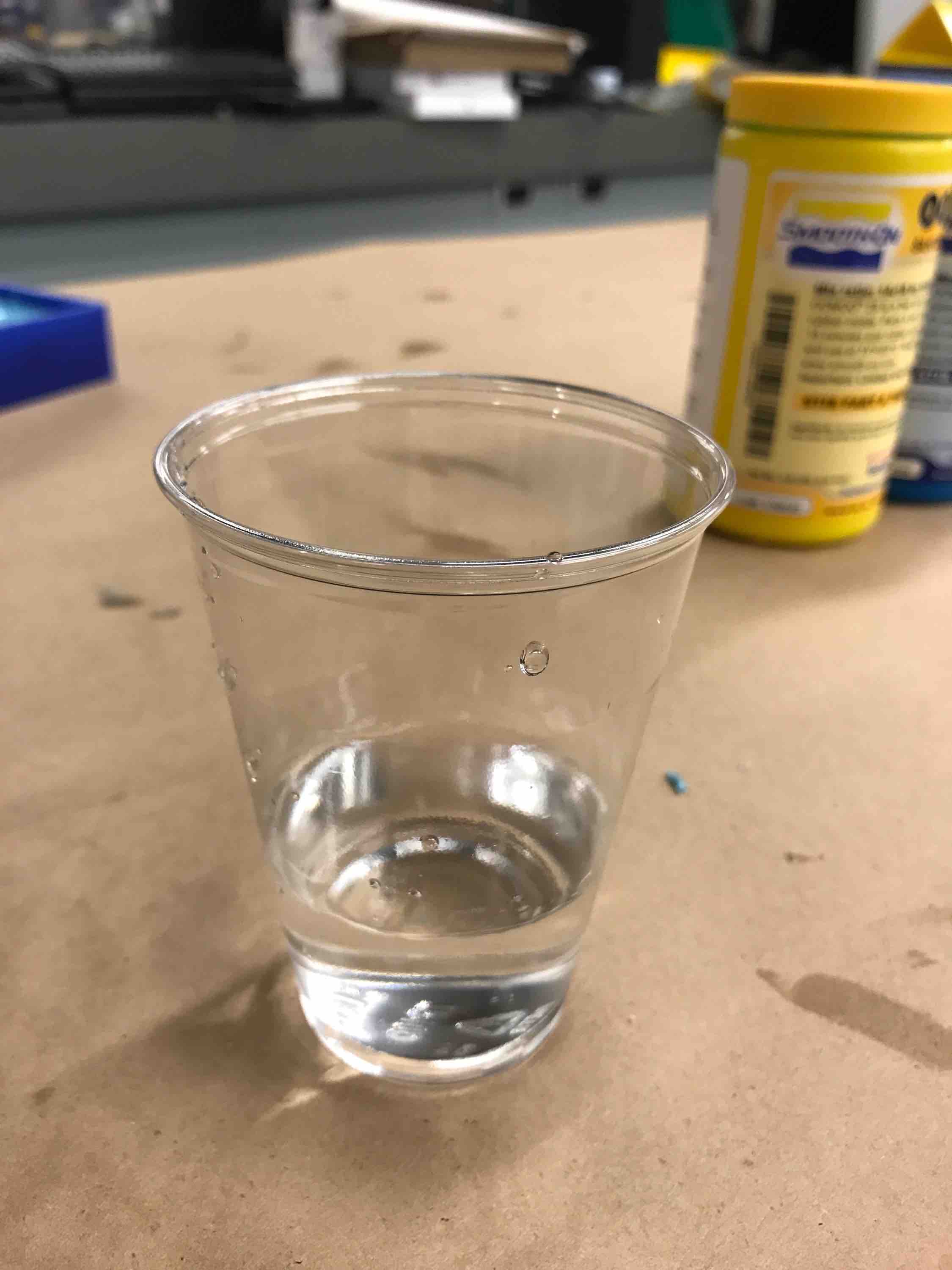
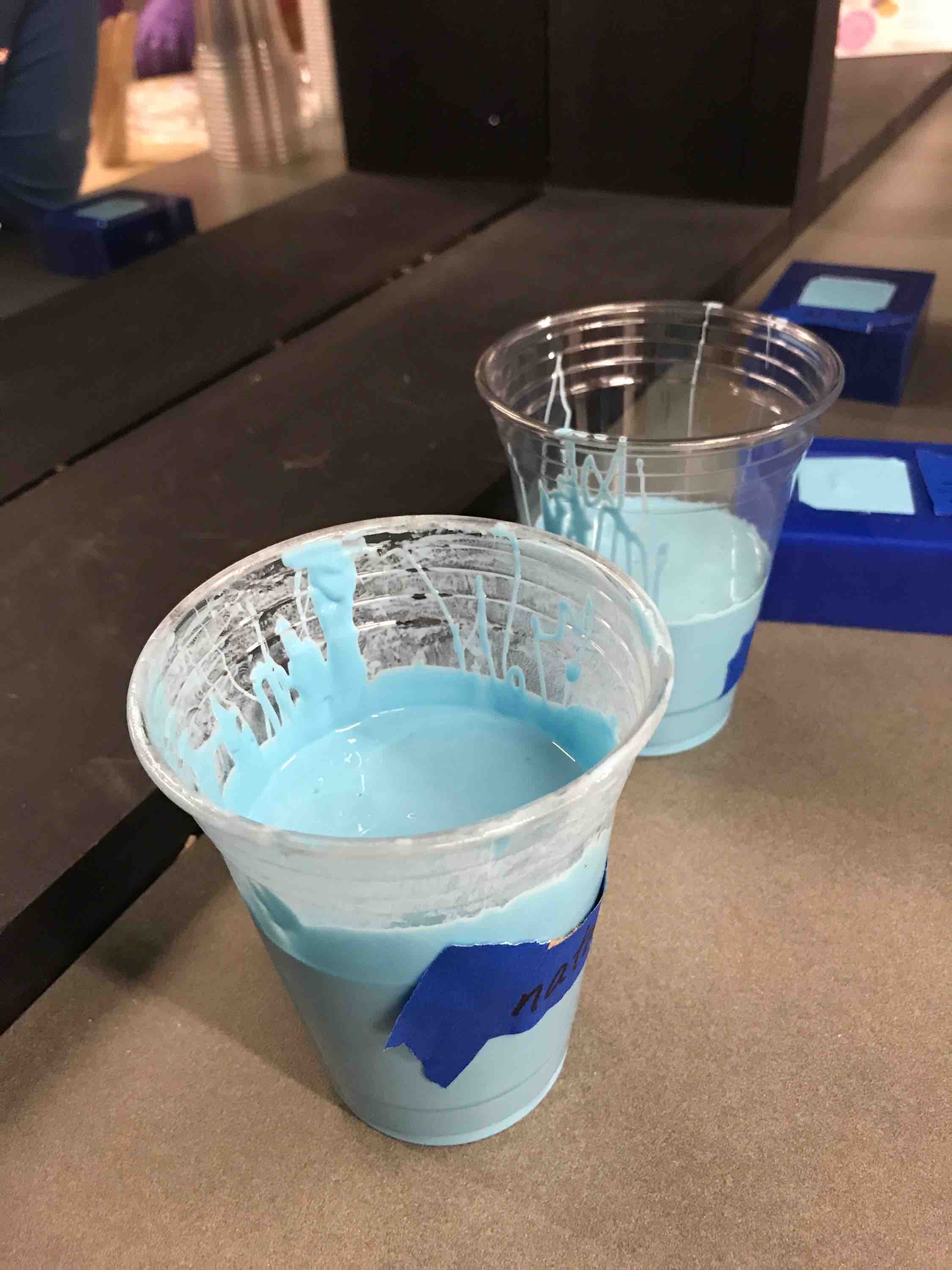
I used Oomoo 25 to pour the wax mold. From reading the data sheet, the material is very stable and non-toxic. But there are still safety precautions we have to follow so we don't make a mess/get things stuck: covering up the work bench with paper, wearing gloves, and having lots of paper towels and extra mixing materials. First, I "calculated" the total amount of Oomoo that I would need to pour into my mold by filling the mold with water, pouring the water into a cup and marking the water level on the side of the cup. I used the scale to measure out by volume the amounts of Part A and Part B (I eyeballed it to get around the appropriate volume per the water level mark). The ratio was 100:130 for A:B by volume. The zeroing function on the scale was really helpful.
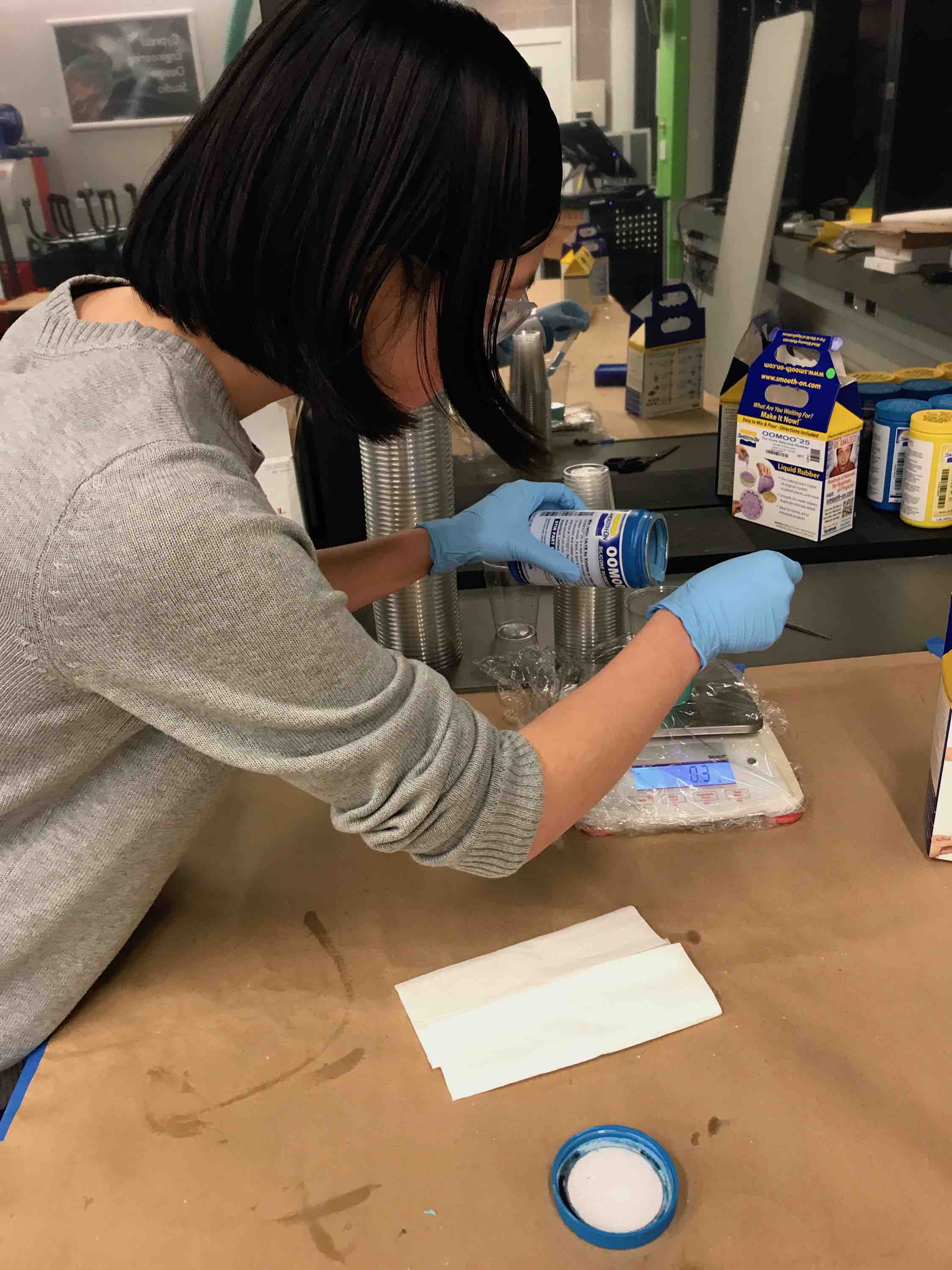
The hardest part about this process was stirring and pouring the mixture without introducing air bubbles. It was helpful to pour the liquid onto the popsicle stick first so that it spreads out on the surface and reduces the air bubbles a little bit before dripping into the cup or mold. I also had to stir pretty slowly. However, there seemed to be a balance between stirring slowly and not being too slow to the point where the mixture has started to harden - because then it's harder for the air bubbles to rise to the surface. I also found it helpful to mix in one cup, pour into another cup, and then mix again in that cup before pouring into the final mold. When filling out the mold, I poured into the crevices at the bottom first to even everything out and then topped everything off. I shook it to get rid of air bubbles then let it sit overnight to cure.
The next morning, I used a thin metal spatula to pry the Oomoo out of the wax mold. Sadly, there were many air bubbles at the surface.

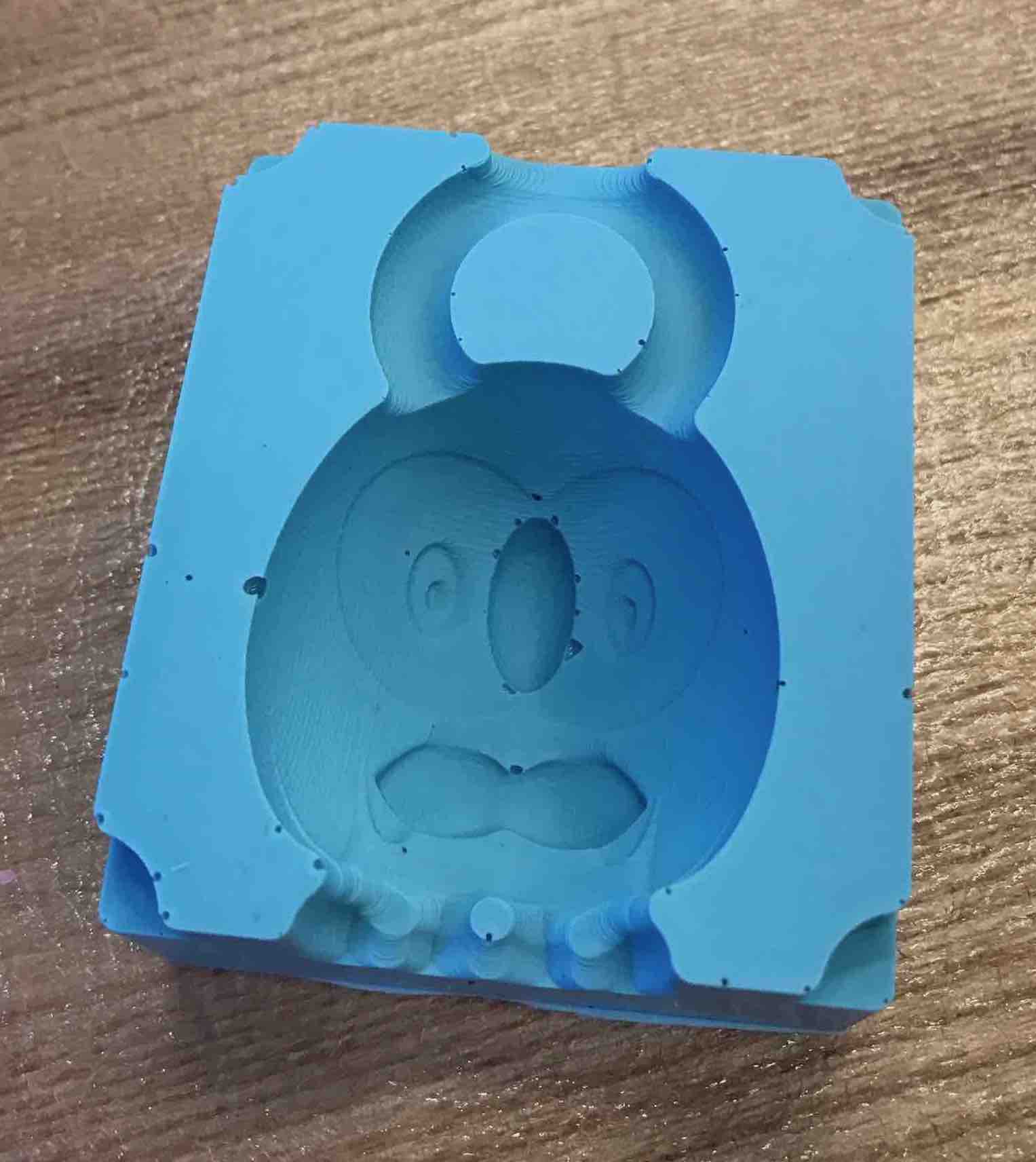
Comparing with 3D Printer Output Molding
I also 3D printed the original keychain I had to compare against the molding and casting results. The 3D print was fairly accurate with a few issues around the beak. The path that the 3D printer took was also very apparent (lots of lines and ridges):
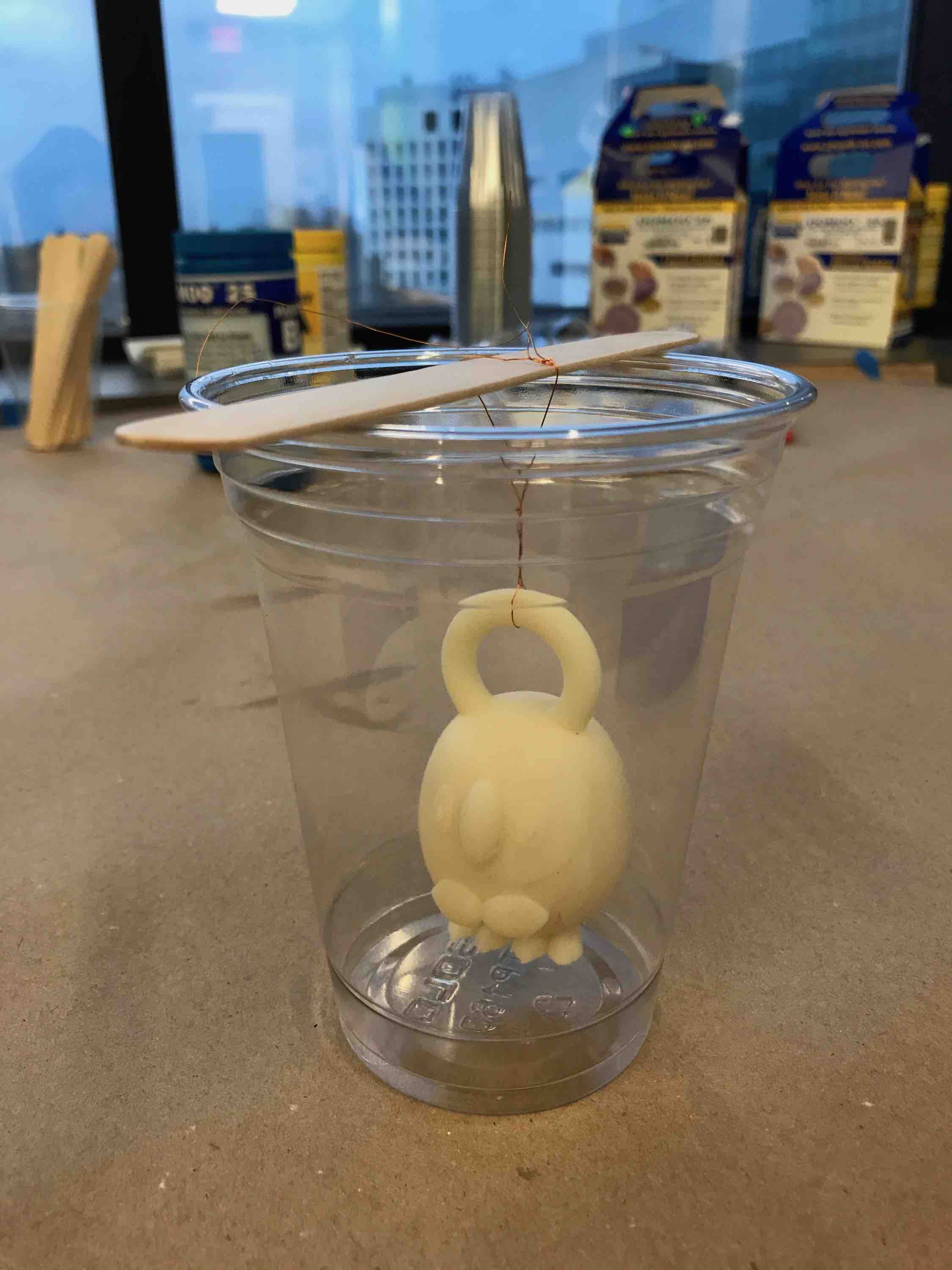
While I was milling my wax block, I decided to also create a Oomoo mold with the 3D printed keychain. I initially tried to hang the keychain from a wire and a popsicle stick to suspend it into the Oomoo, but later realized that the object would float in Oomoo instead of sink, so I ended up just pressing it into the cup. I let it cure overnight.
I carved away the plastic in the morning and got a nice cup-shaped block:

I used a razor blade to cut the cup in half and got a pretty decent mold. It had no air bubbles (surprisingly!) but the lines formed from the 3D printer's toolpath were extremely obvious.

Casting
I used Drystone to cast my shapes, starting out by reading the data sheet, setting up the protective gear, and mixing the appropriate ratios (100 parts powder to 20 parts water). The instructions recommend using an electric mixer for the drystone, but our lab did not have the necessary materials so we mixed by hand. This was pretty hard (you can see the initial consistency of the mixture in the picture below), but after vigorous stirring, it would turn into a much more liquidy paste.

I then poured the mixture into the molds and added clamps with acrylic or wax boards (it's important to use non-porous materials so that the excess drystone doesn't seep in).

As the instructions said, 35 minutes was sufficient time for everything to cure, and here are the results (comparing the 3D printed owl with the 3D cast and the wax mold cast):

Aside from the bubbles, the wax mold casted owl was the smoothest of the three.
Improvements
I wanted to make better owls (less bubbles), so tried several different methods for both Oomoo pouring and cement pouring. In the end, I found that it was most helpful to "paint" on a layer of Oomoo or Drystone to the outermost features first, then shake and drop the mold/cast a few times to get rid of the bubbles, and then continue pouring the rest of the way. This painting method allowed me to make a nearly air-bubble-free mold and a near-perfect drystone cast. I also ended up exploring a two-part mold. The most difficult part about that was finding a way to align and hold the two parts together. I ended up screwing the edges of the two molds before pouring the cement into the top (larger hole). In the future, I would make sure to add a better locking mechanism to my wax mold so that my Oomoo molds would fit together better. This time, the mill couldn't drill deep enough to create the holes that I had originally designed for locking purposes.