Overview
This week explored molding and casting - techniques for creating complex shapes by pouring liquid materials into molds. The assignment required designing a mold, producing it with a smooth surface finish, and using it to cast parts. I chose to create silicone origami modules for a modular soft robot system. This project combined 3D printing for mold fabrication, injection molding techniques with syringes, and silicone casting to produce flexible, articulated components that could be assembled into larger robotic structures.
Design Concept: Modular Soft Robotics
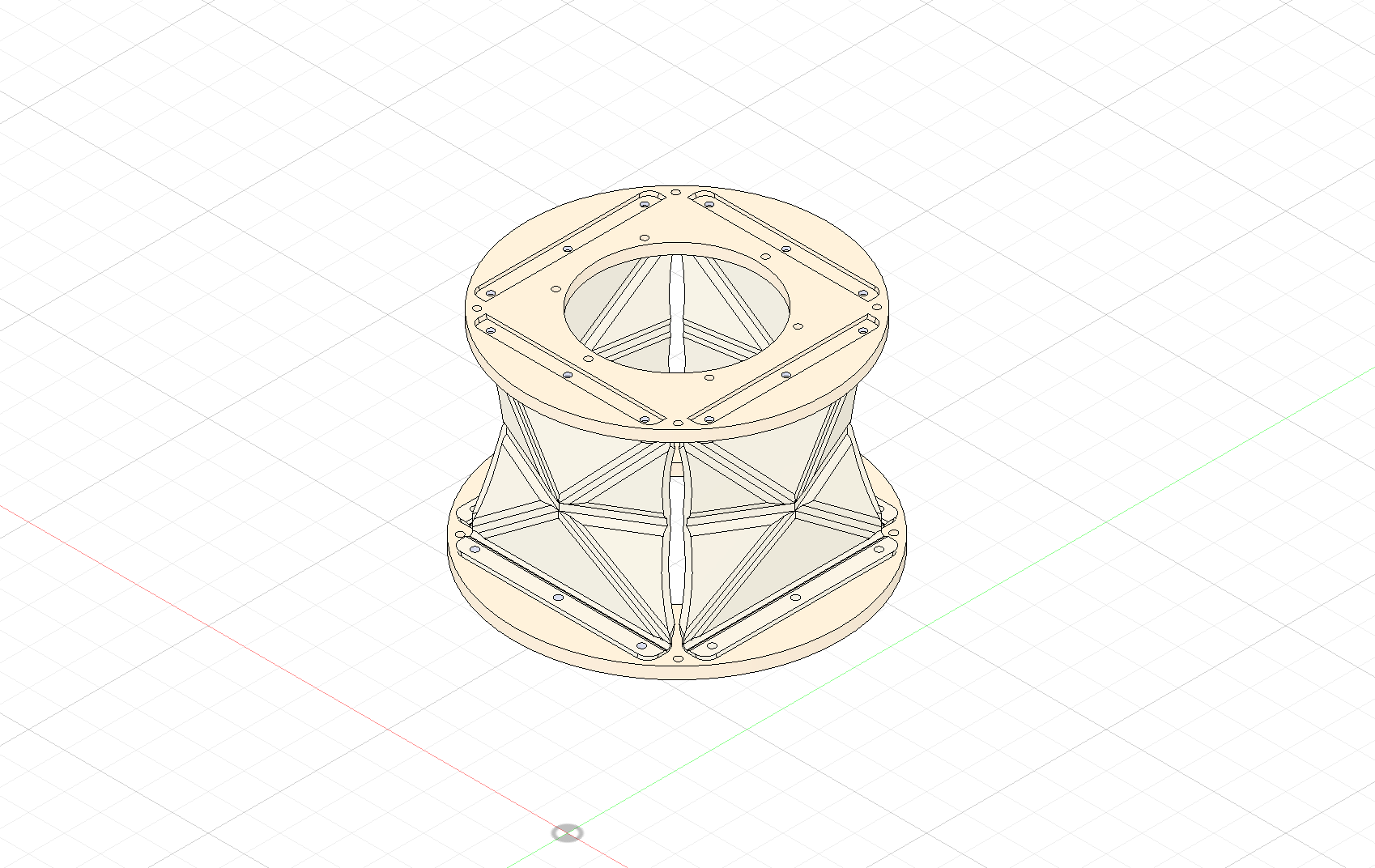
The origami module design
Soft robotics represents a paradigm shift from traditional rigid robots, using compliant materials that can safely interact with humans and navigate complex environments. The silicone origami modules leverage the material's flexibility and durability. Unlike paper origami which has memory and wear issues, silicone can repeatedly fold and unfold without degrading. The challenge is capturing the precise geometric folds of origami in a cast silicone part, requiring careful mold design to accommodate the complex surface topology while maintaining the ability to demold the finished piece.
Mold Design and 3D Printing
FDM Printing Orientation Strategy
Creating molds with smooth surface finishes using FDM 3D printing requires strategic orientation to minimize visible layer lines. Layer lines are the stepped texture created by the layered deposition process - they're more prominent on surfaces parallel to the build plate and less visible on vertical surfaces. For mold making, these lines can telegraph through to the cast part, creating an undesirable surface texture.
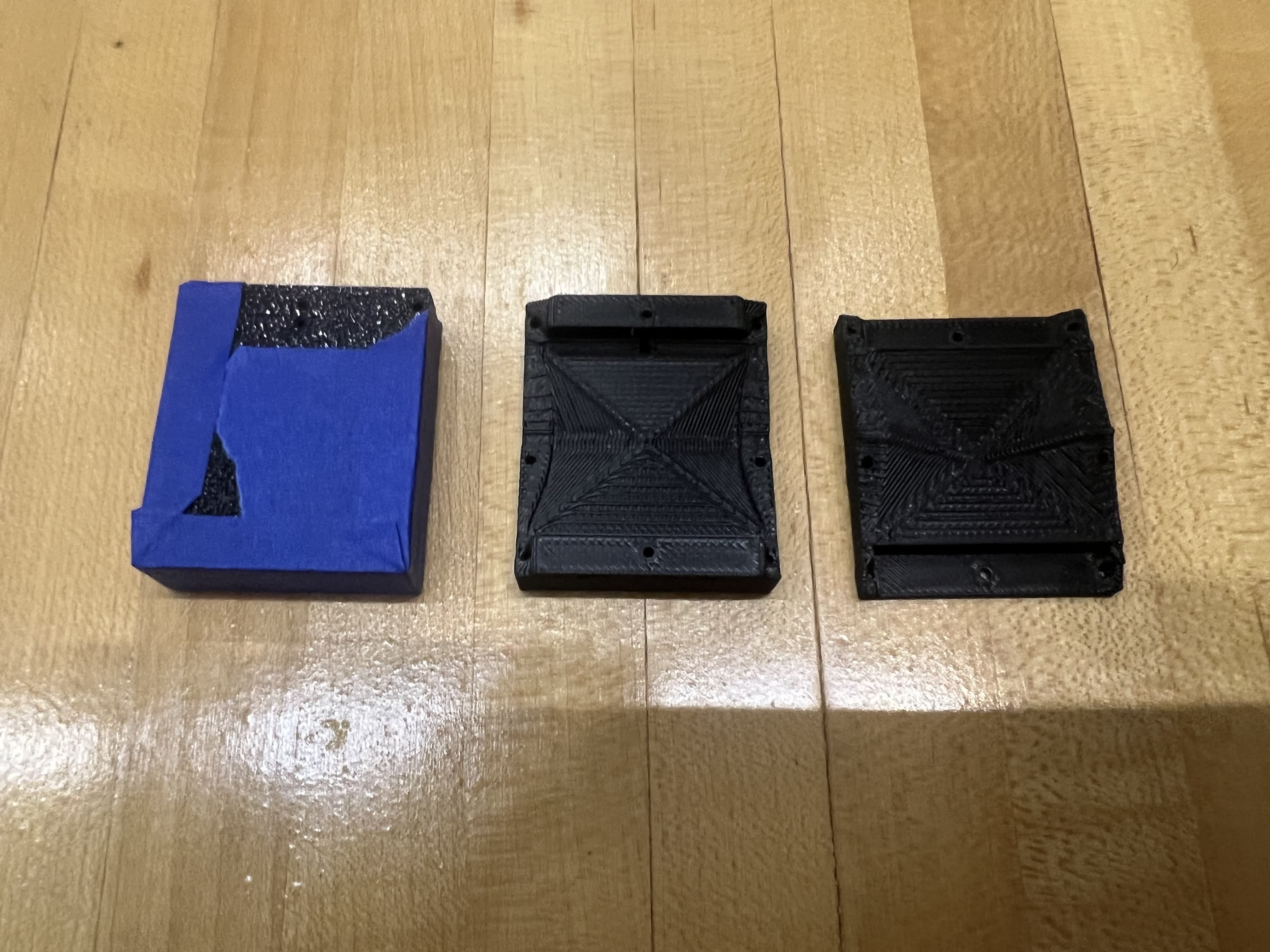
Mold printed in standard orientation showing layer lines
Mold printed in alternative orientation to reduce surface artifacts
I experimented with multiple print orientations to find the optimal balance between surface quality, support requirements, and build time. The first orientation printed the mold cavity horizontally, which required significant support material but placed layer lines perpendicular to the critical surfaces. The alternative orientation printed more vertically, reducing supports but changing which surfaces showed layer lines. Neither orientation completely eliminated layer lines, but the choice affected where they appeared and how prominently.
Post-Processing for Surface Finish
To achieve the smooth surface finish required by the assignment, the 3D printed molds needed post-processing. PLA can be smoothed using several techniques - sanding with progressively finer grits, applying filler primer, or chemical smoothing with solvents. For this project, I used a combination of careful sanding and filling to minimize the visibility of layer lines on the mold interior surfaces. The goal was a surface smooth enough that the cast silicone part wouldn't show the 3D printing process toolpath.
Materials Selection and Testing
Smooth-Cast Urethane Resins
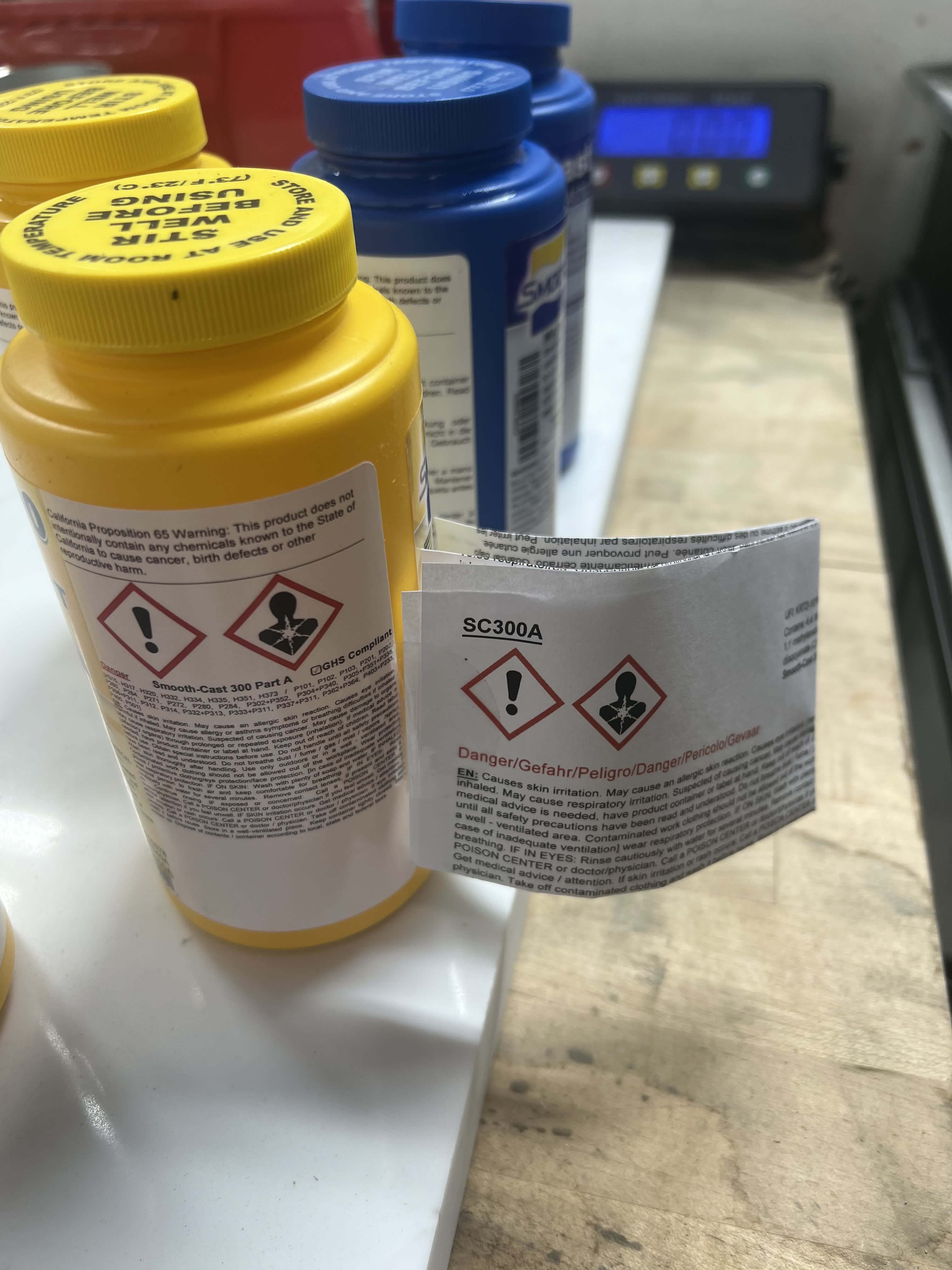
Smooth-Cast 300 - Fast-curing rigid urethane resin
Smooth-Cast 305 - Longer working time, excellent bubble release
Before casting the final silicone parts, I reviewed the safety data sheets and conducted material tests with different casting compounds. Smooth-Cast 300 and 305 are two-part urethane resins from Smooth-On with different properties. Smooth-Cast 300 has a very fast cure time (10 minutes to demold), making it ideal for rapid iteration but challenging to work with for complex molds. Smooth-Cast 305 offers longer working time (15-20 minutes), better bubble release, and slightly more flexible final properties.
Material Comparison Table
| Property | Smooth-Cast 300 | Smooth-Cast 305 | Silicone (for final parts) |
|---|---|---|---|
| Mix Ratio | 1A:1B by volume | 1A:1B by volume | 10A:1B by weight |
| Working Time | 3 minutes | 7-8 minutes | 30+ minutes |
| Demold Time | 10 minutes | 30 minutes | 24 hours |
| Shore Hardness | D70 (rigid) | D60 (rigid) | A10-A30 (flexible) |
| Color | Bright white | Off-white | Translucent/custom |
| Best For | Quick tests | Complex details | Soft robotics |
The test casts revealed important differences. Smooth-Cast 300's rapid cure meant less time for bubbles to escape, occasionally leaving voids in detailed areas. Smooth-Cast 305's slower cure allowed better bubble release and more time to work the material into complex geometries. For the final silicone parts, the much longer cure time (24 hours) requires patience but produces the flexible properties needed for soft robotics applications.
Safety Considerations
All casting materials require careful handling. The safety data sheets revealed that both Part A and Part B of urethane resins can be skin and respiratory irritants. Silicone rubber, while generally safer, can still cause sensitization with repeated exposure. I worked in a well-ventilated area, wore nitrile gloves and safety glasses, and followed proper mixing procedures to minimize exposure. Proper disposal of mixing containers and excess material followed lab protocols to prevent environmental contamination.
Injection Molding Process
Syringe-Based Injection
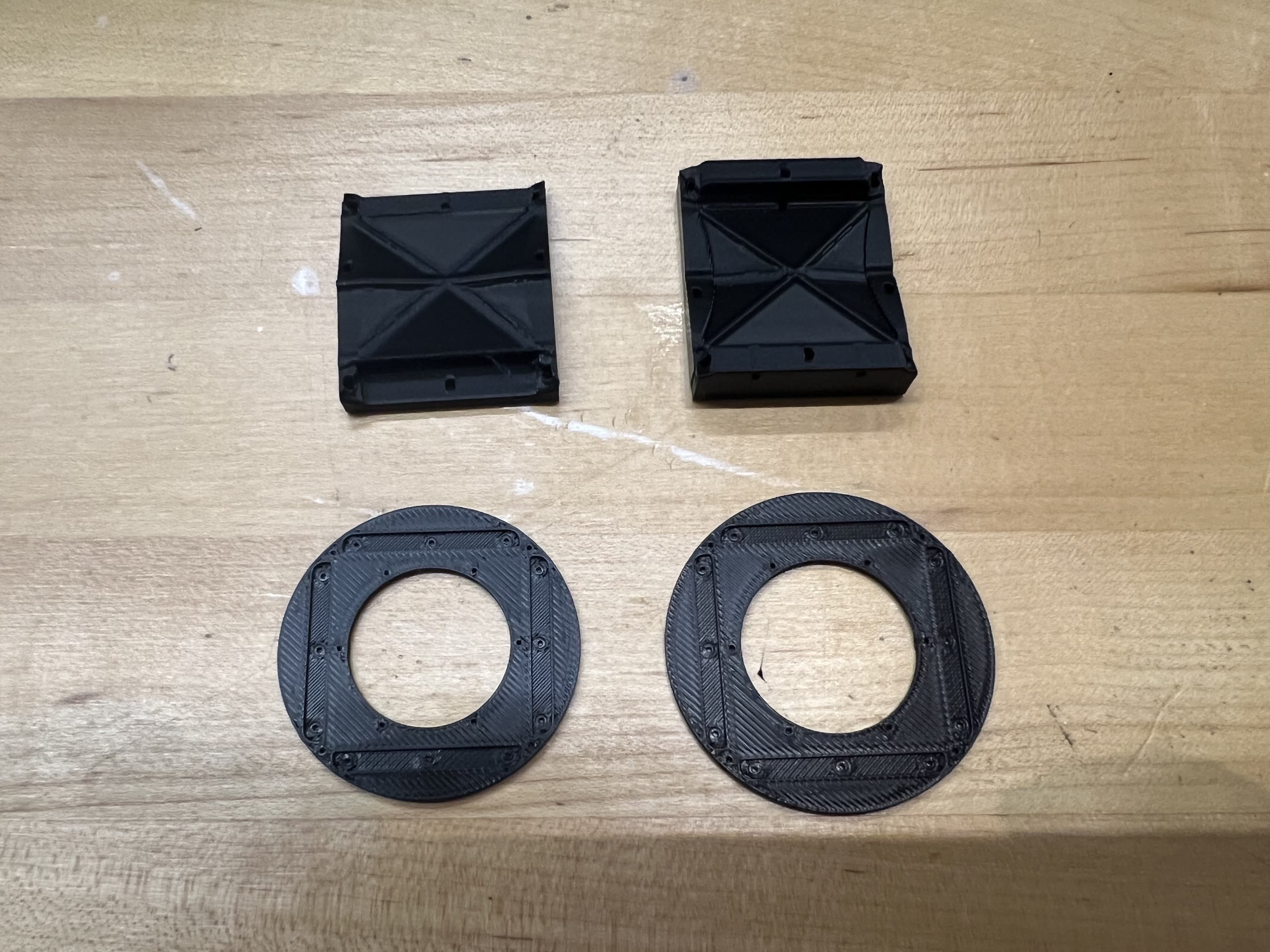
Unlike traditional open-pour casting, the origami module design required injection molding to fill the closed cavity completely. The mold consisted of two halves that fit together with registration features for alignment. A small opening in the mold served as the injection port, through which silicone would be introduced under pressure using a syringe.
This injection approach offers several advantages for this geometry. The thin-walled origami folds would be difficult to fill completely by pouring - air would get trapped in the acute angles. Injection from one point with positive pressure forces material into all corners of the cavity, displacing air through vent holes. The pressure also helps ensure the silicone conforms tightly to the mold surfaces, capturing fine details.
Mold Sealing and Assembly
For injection molding to work, the mold must be sealed to prevent leakage under pressure. I used several techniques to achieve a good seal. First, the mold halves were designed with precision-fitting registration pins that ensured accurate alignment. Second, clamps or tape around the mold perimeter held the halves together during injection. Third, the mold parting line was designed along edges rather than across critical surfaces to minimize flash.
The injection port needed careful design too. Too large, and material would leak out; too small, and the syringe pressure couldn't overcome flow resistance through the narrow opening. I found that a 3-4mm diameter port matched to a standard syringe tip provided good control. Vent holes on the opposite side of the mold allowed air to escape without letting significant amounts of silicone through.
Key Learnings
Print Orientation Matters
This project reinforced that print orientation is a critical decision in FDM printing. The choice affects not just build time and support requirements, but also surface quality on different faces. For mold making, strategically placing layer lines where they'll be least visible on the final cast part requires understanding how the part geometry interacts with the printing process. Sometimes the best orientation isn't obvious and requires experimentation.
Material Properties Drive Process Selection
The comparison between Smooth-Cast 300, 305, and silicone demonstrated how material properties dictate appropriate processes. Fast-cure materials enable rapid iteration but limit working time for complex operations. Slow-cure materials provide more process flexibility but require patience. Rigid vs. flexible final properties influence demold strategies and mold design. Choosing materials thoughtfully based on desired properties and process constraints is essential.
Injection vs. Pour Casting
Using injection with a syringe expanded my understanding of molding processes beyond simple pour casting. Injection enables filling closed cavities, thin sections, and complex geometries that would trap air with gravity pour. However, it requires sealed molds, appropriate venting, and careful pressure control. Understanding when each technique is appropriate helps select the right approach for different geometries.
Future Improvements
Several enhancements could improve this process and design. Using SLA 3D printing instead of FDM would eliminate layer lines entirely, producing molds with inherently smooth surfaces. Adding color pigments to the silicone would enable visual differentiation of modules.
The mold design could evolve to multi-part molds that better handle undercuts without relying on material flexibility. This would enable more aggressive origami patterns with sharper folds. Exploring other silicone formulations with different shore hardnesses could tune the mechanical properties for specific applications - softer for delicate gripping, harder for structural support.