Assignment
Group assignment: Review the safety data sheets (SDS) for each molding and casting material. Make and compare test casts with each of them. Compare mold-making processes.
Individual assignment: Design a mold around the process I'm using. Produce it with a smooth surface finish that doesn't show toolpaths. Use it to cast parts.
(Extra credit – more than two-part molds)
Introduction
This week was all about molding and casting – learning how different materials behave, preparing molds safely, and experimenting between flexible and rigid forms. The assignment combined a group material comparison with an individual mold design, so I could understand not only how to make something, but how materials and process choices change the outcome.
Group Assignment
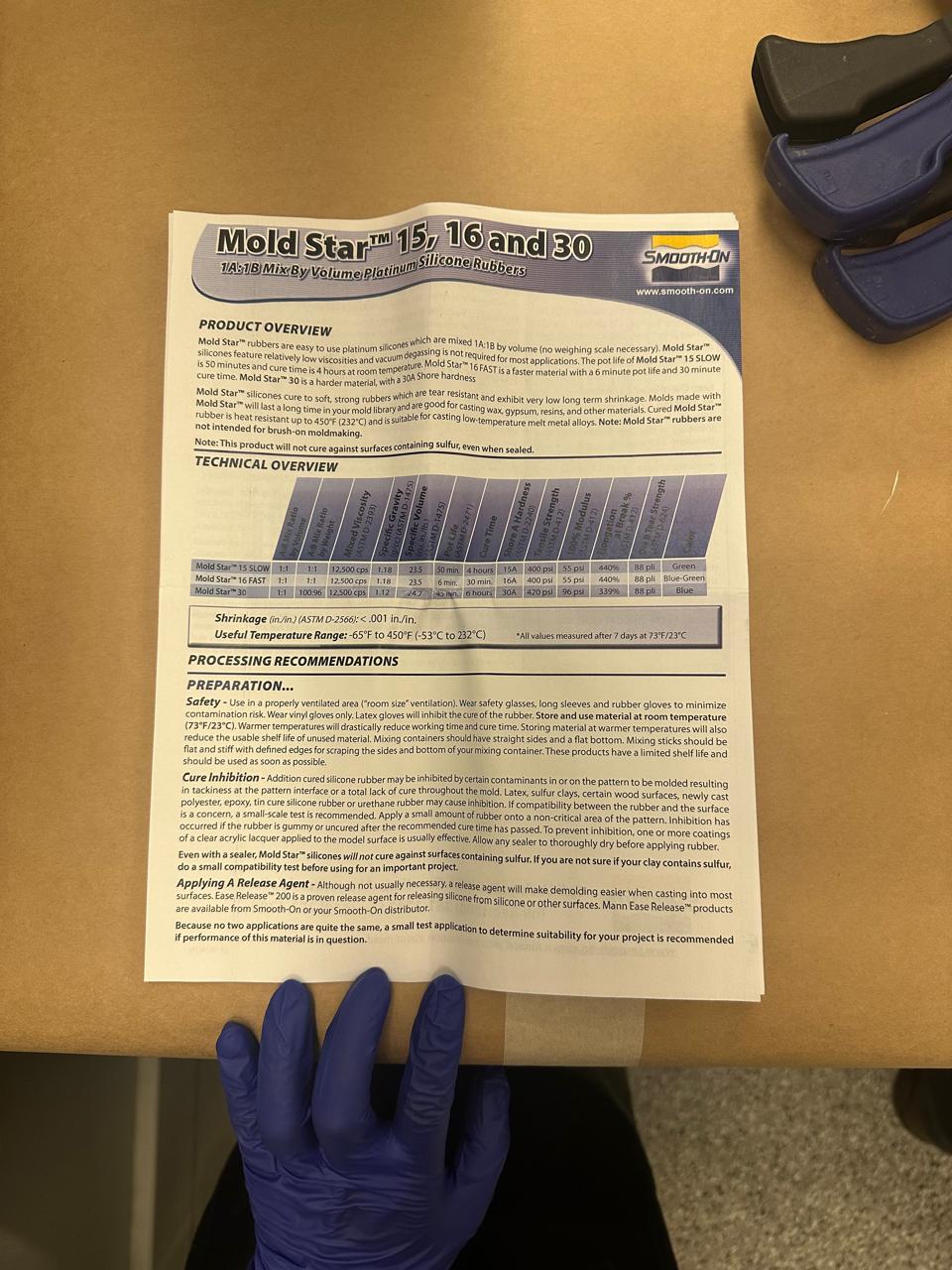
As a group we reviewed the SDS sheets for Mold Star 15 & 30, Hydrostone, Drystone, and Rotomelt-281 (a tin-bismuth alloy).
- Mold Star 15/30: flexible silicone rated for ~450 °F; long cure time, ideal for capturing fine detail.
- Hydrostone / Drystone: cement-like casting materials – strong but brittle when thin.
- Rotomelt 281: low-temperature metal alloy (melts at 281 °F) – requires face shield, gloves, long sleeves, and heat-resistant molds.
We compared wax-milled molds vs 3D-printed ones and flexible vs rigid options. Avoiding overhangs proved essential for clean demolding.

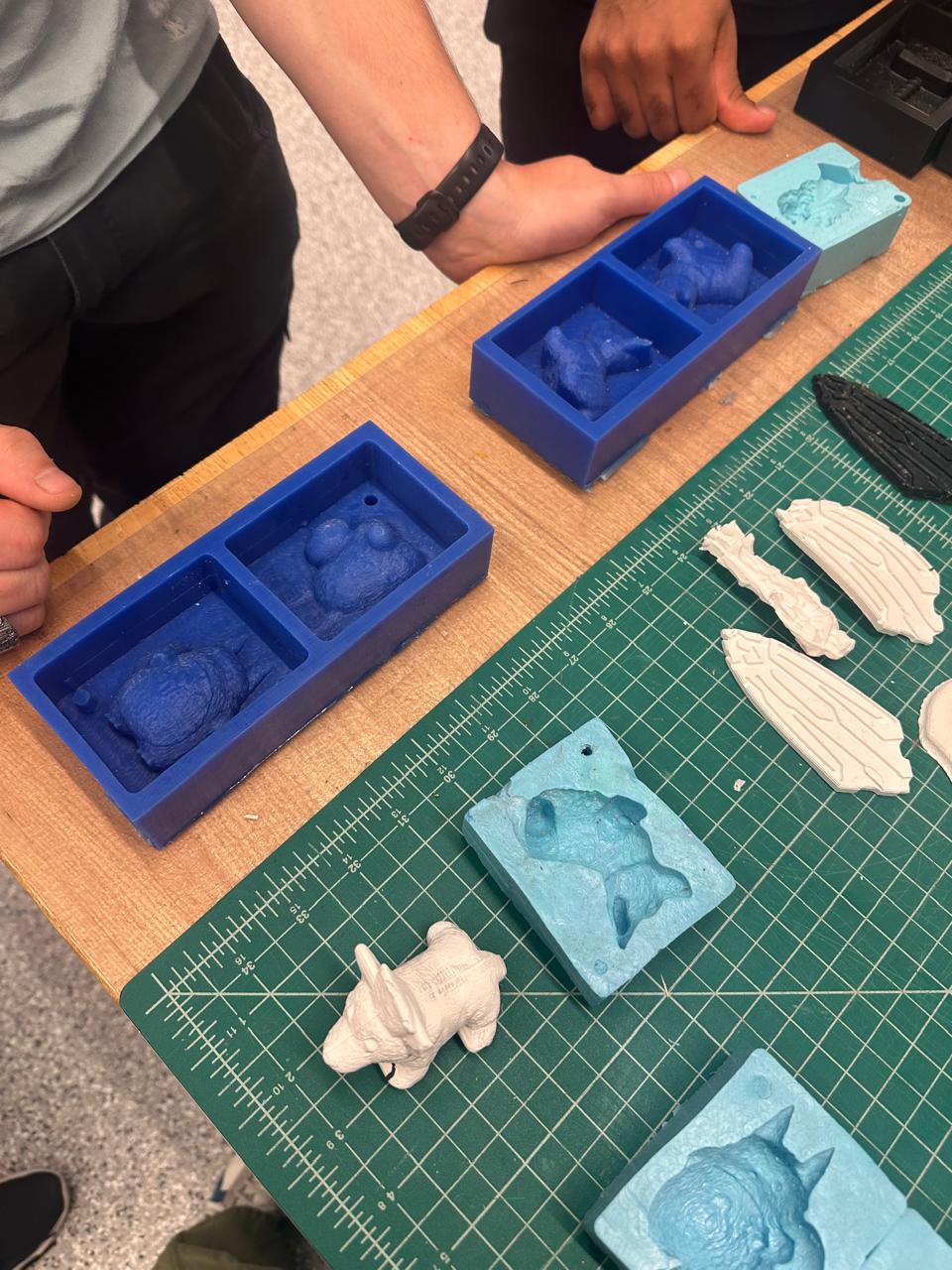
This collective test helped me understand viscosity, mixing ratios, curing temperature, and how safety gear – gloves, goggles, and proper ventilation – make or break the process.
Concept & Design
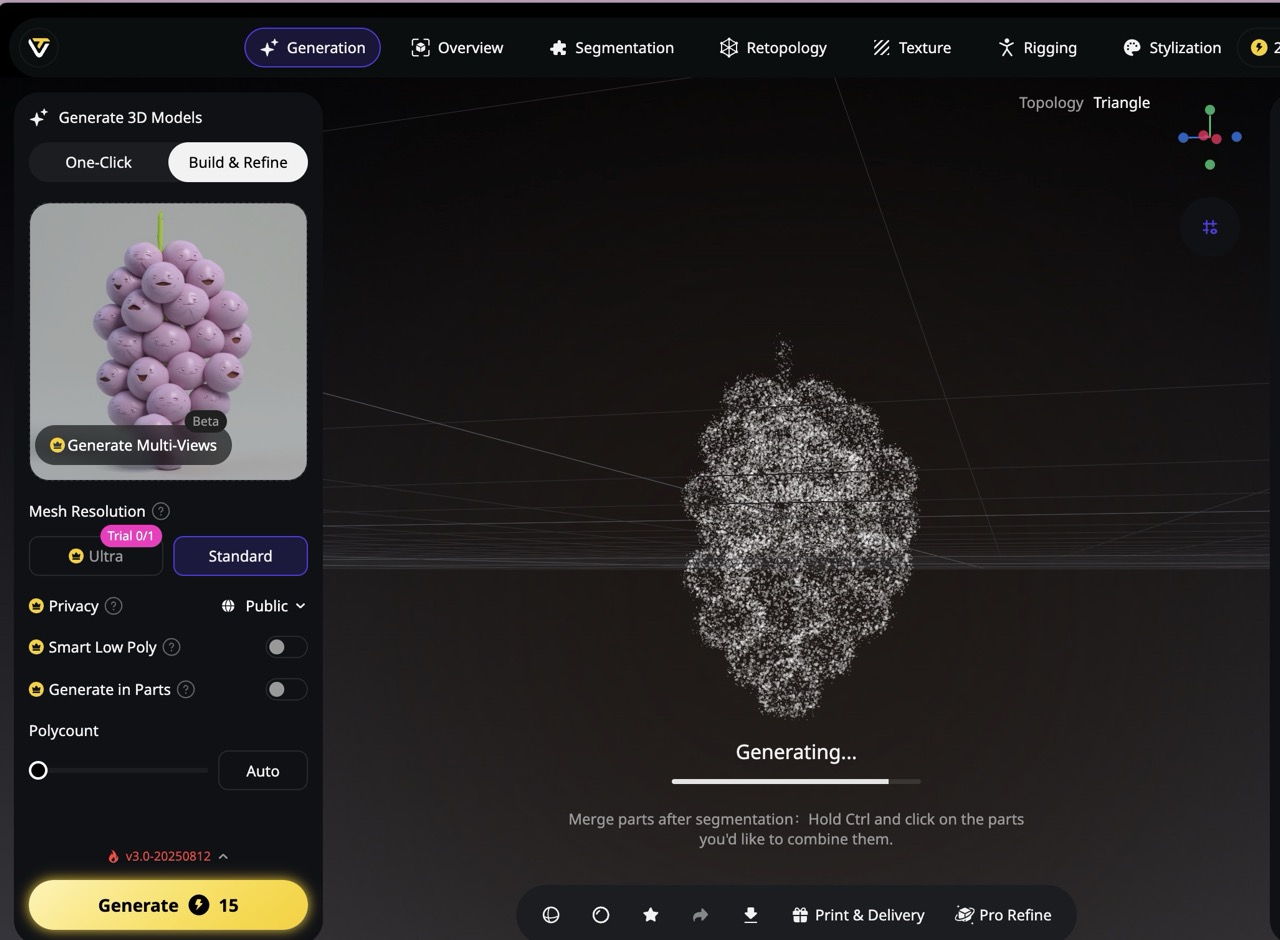
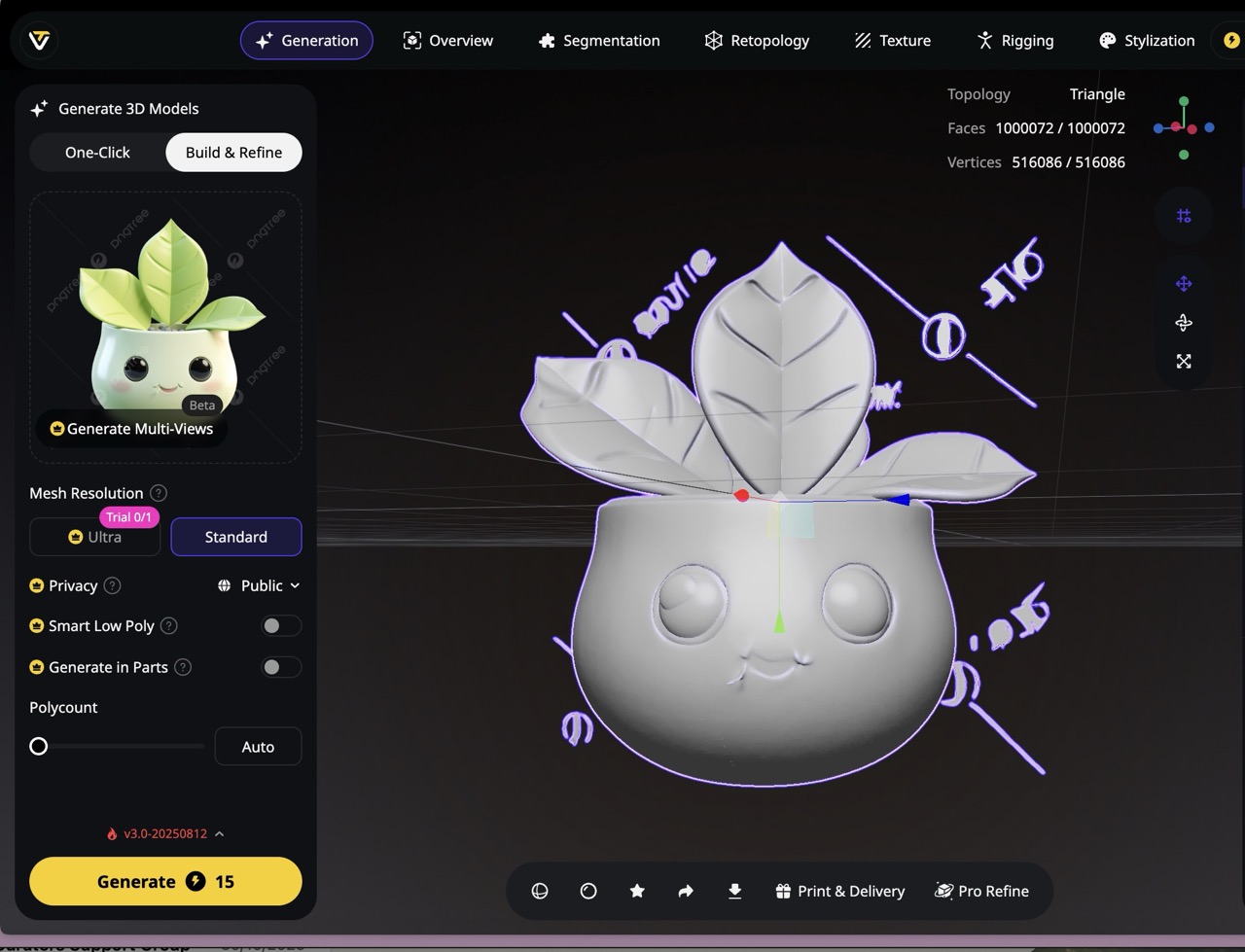
I started with AI-generated geometry.
Generate 3D Model: text-to-3D using studio.tripod3d
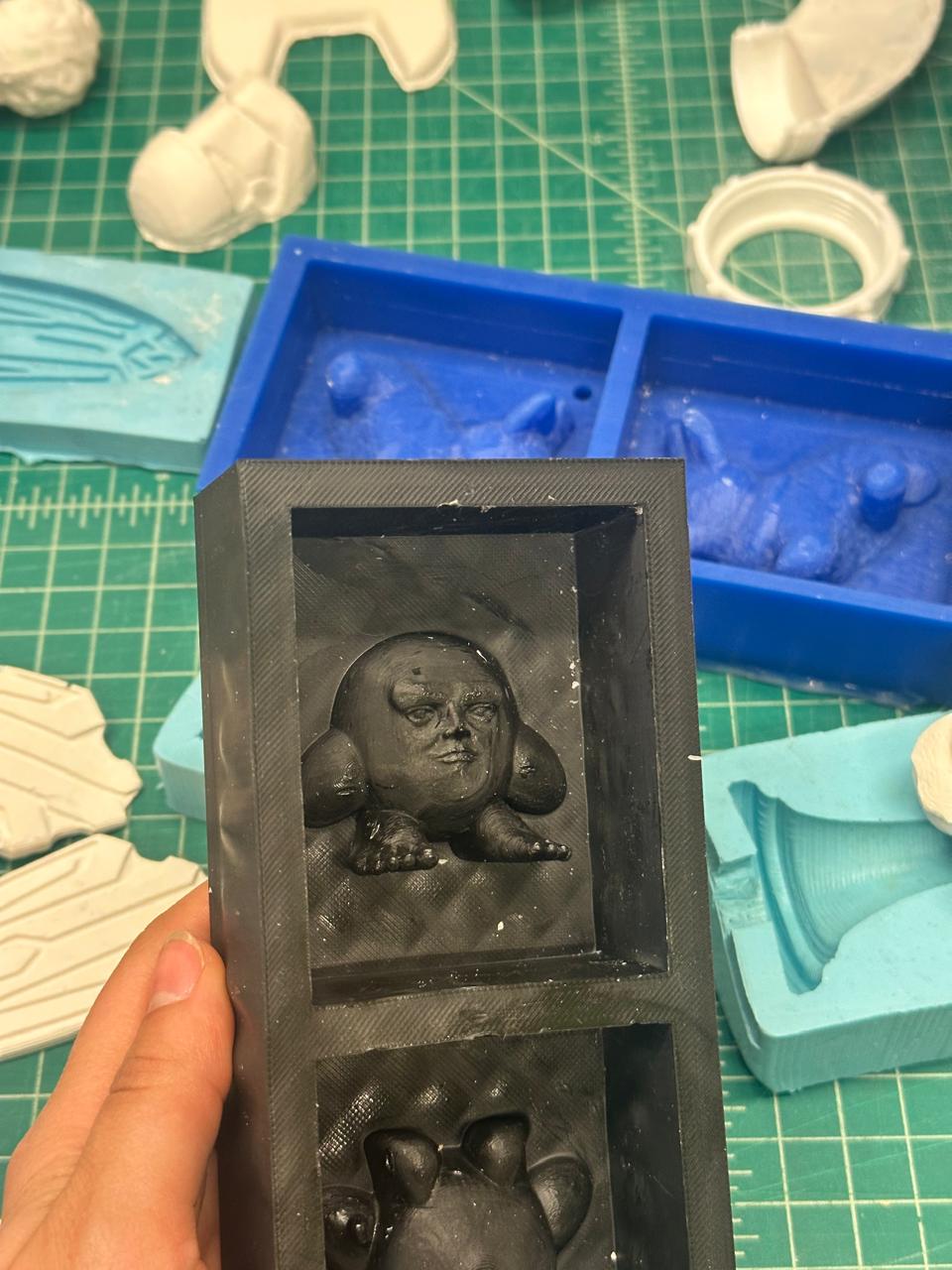
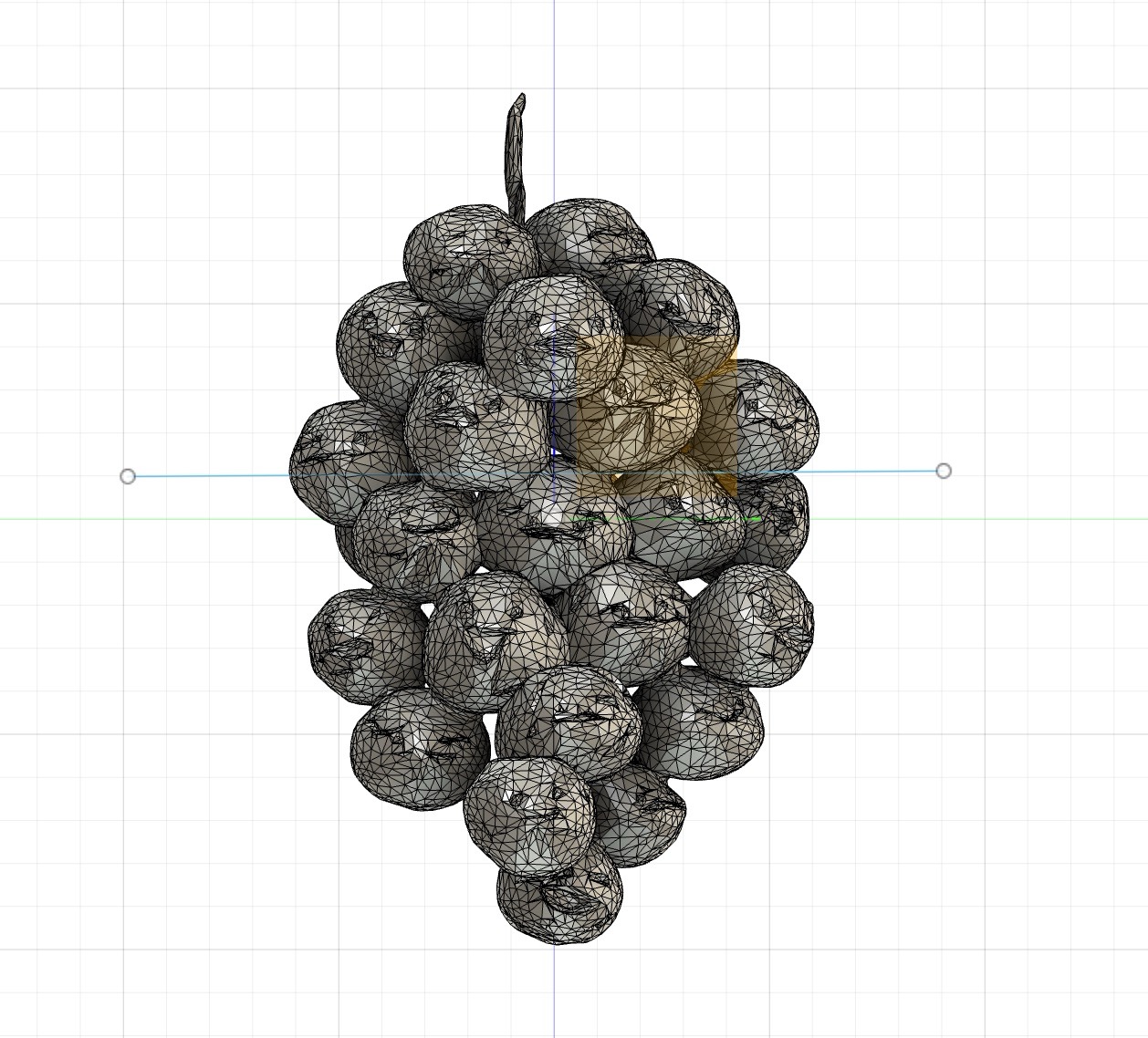
First Attempt – Memba Berries
My first attempt was inspired by Memba Berries (grapes from South Park): too complex; deep cavities trapped silicone.

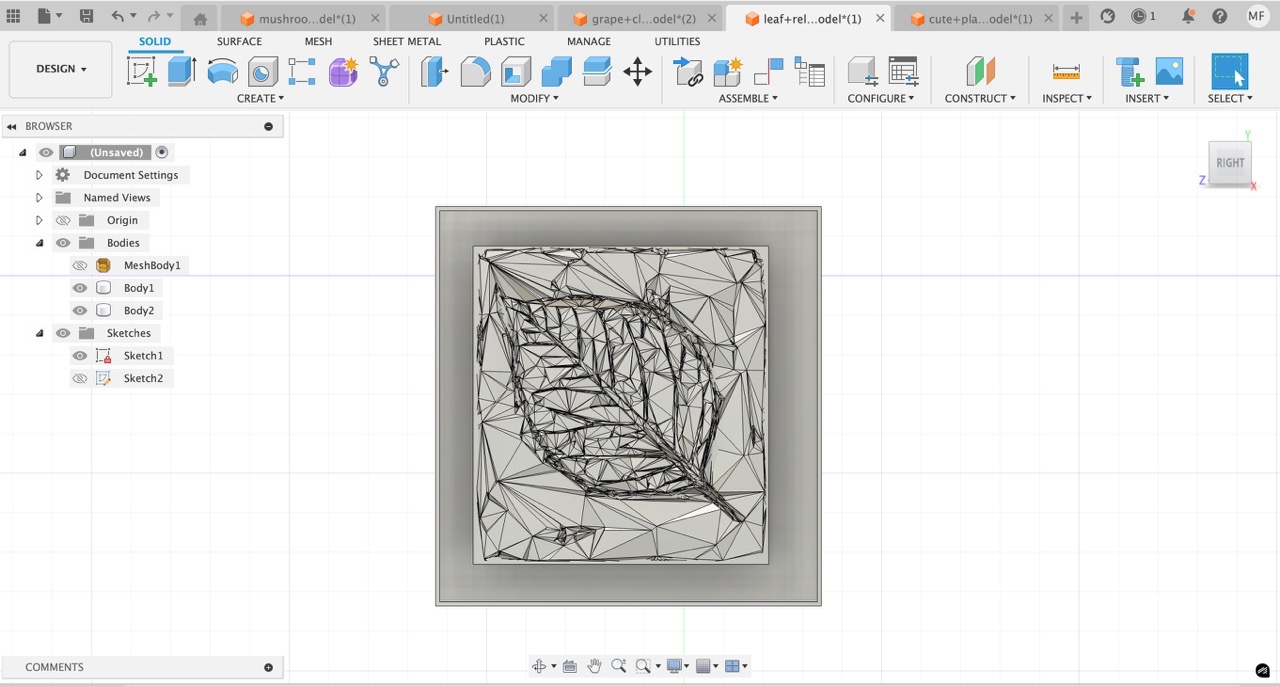
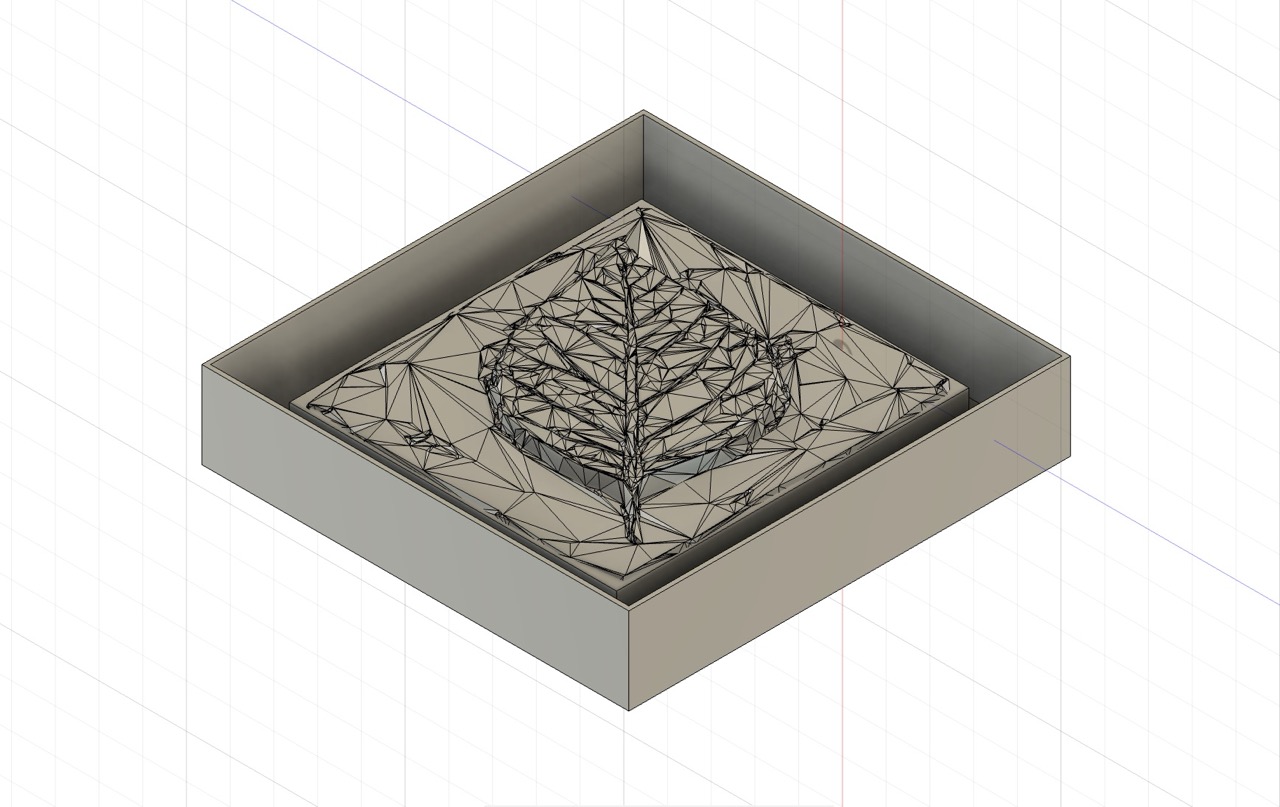
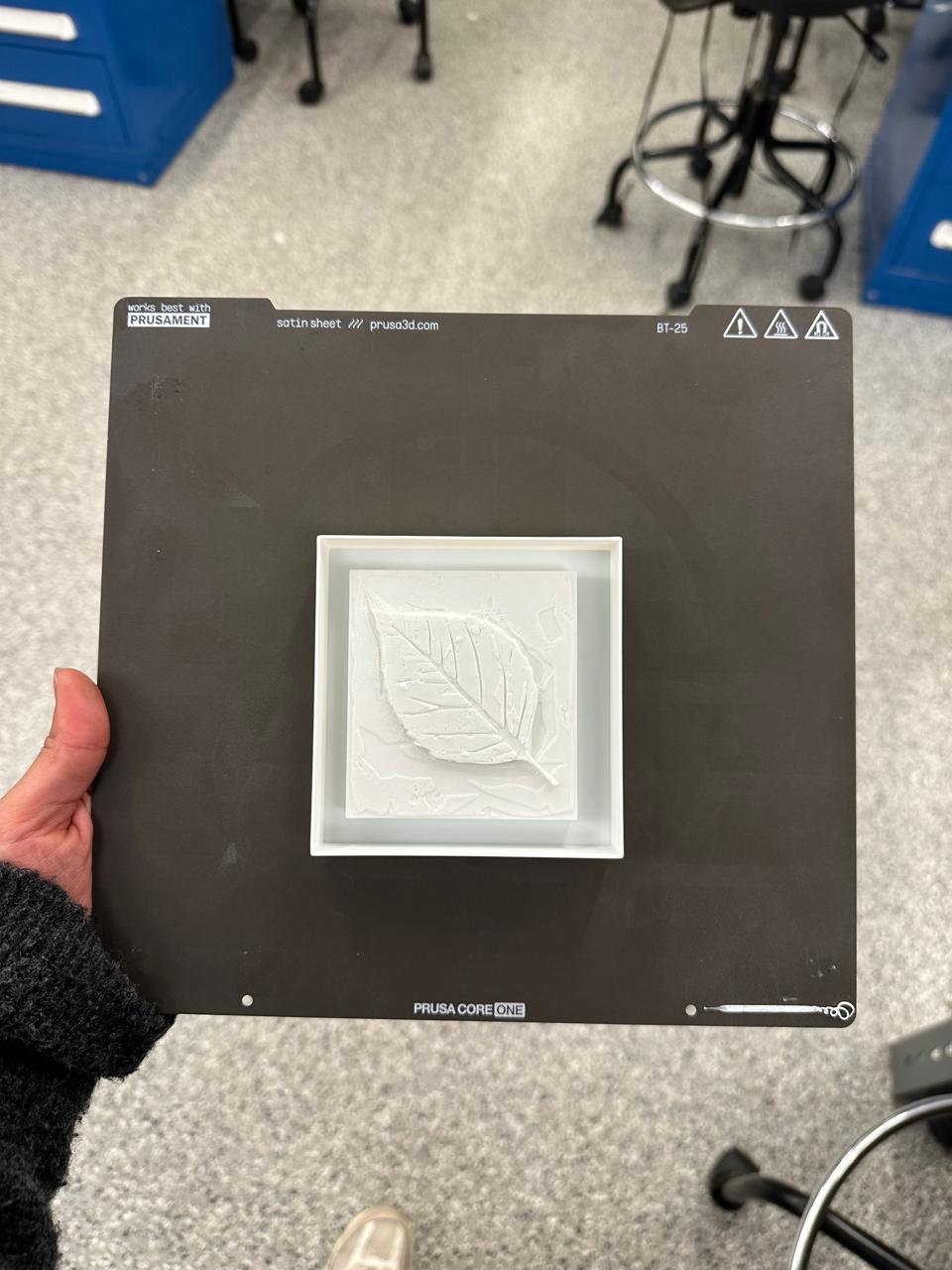
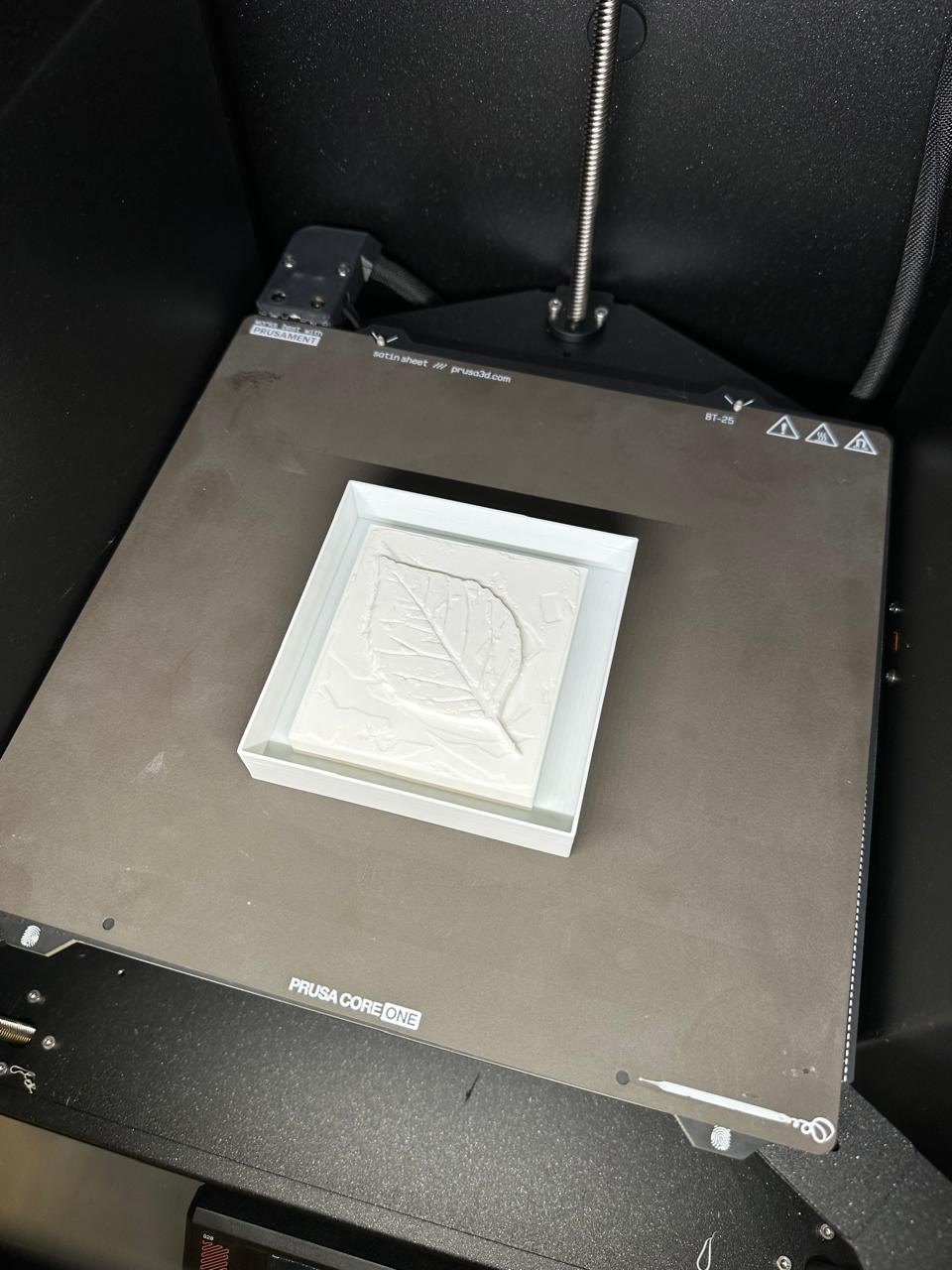
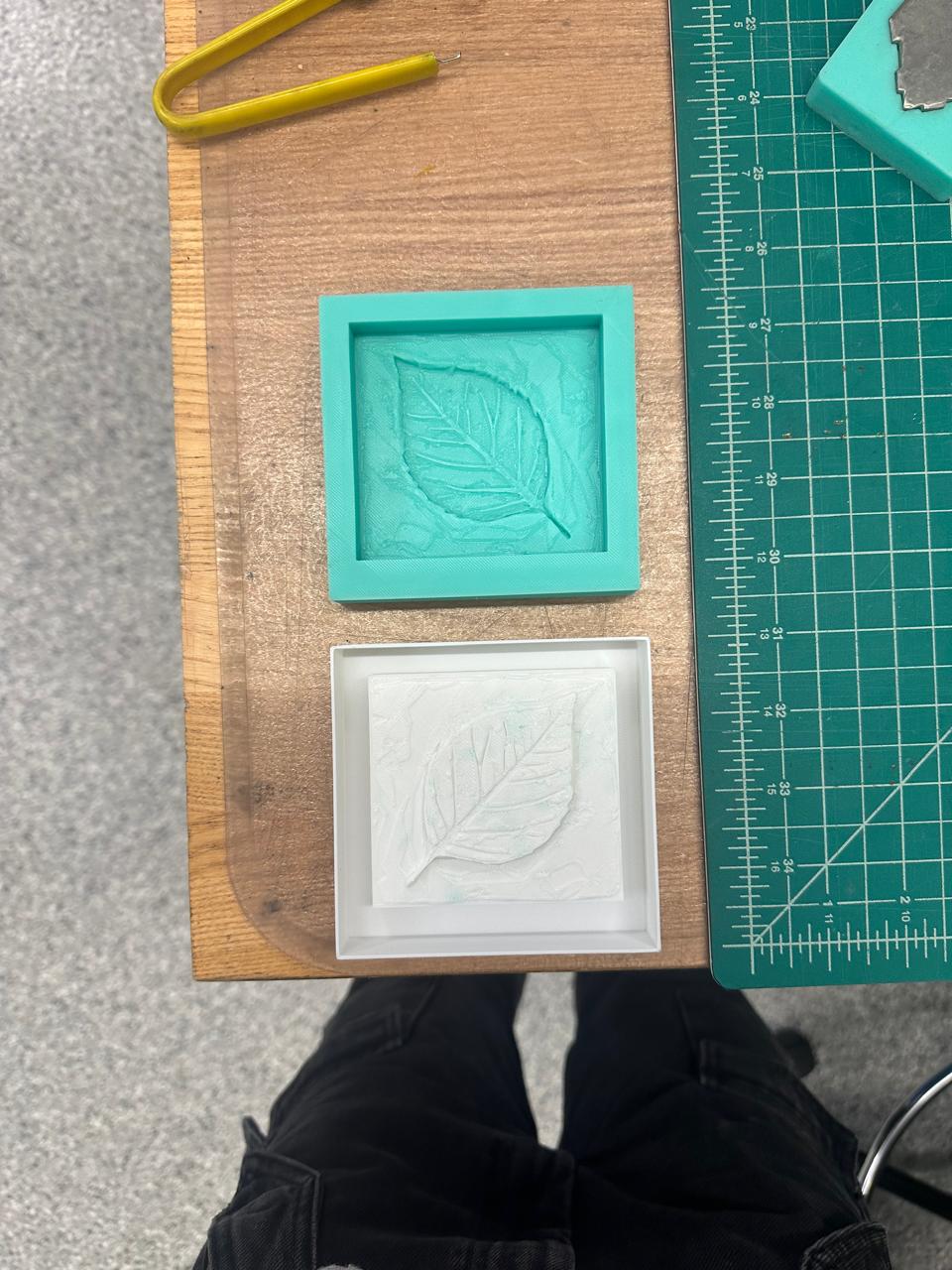
Second Attempt – Leaf Imprint
Second attempt – Leaf Imprint: success; clean, simple form that captured detail well.
Third Attempt – Cute Plant Character
Third attempt – Cute Plant Character: manipulated leaves and removed overhangs; plan to try later.
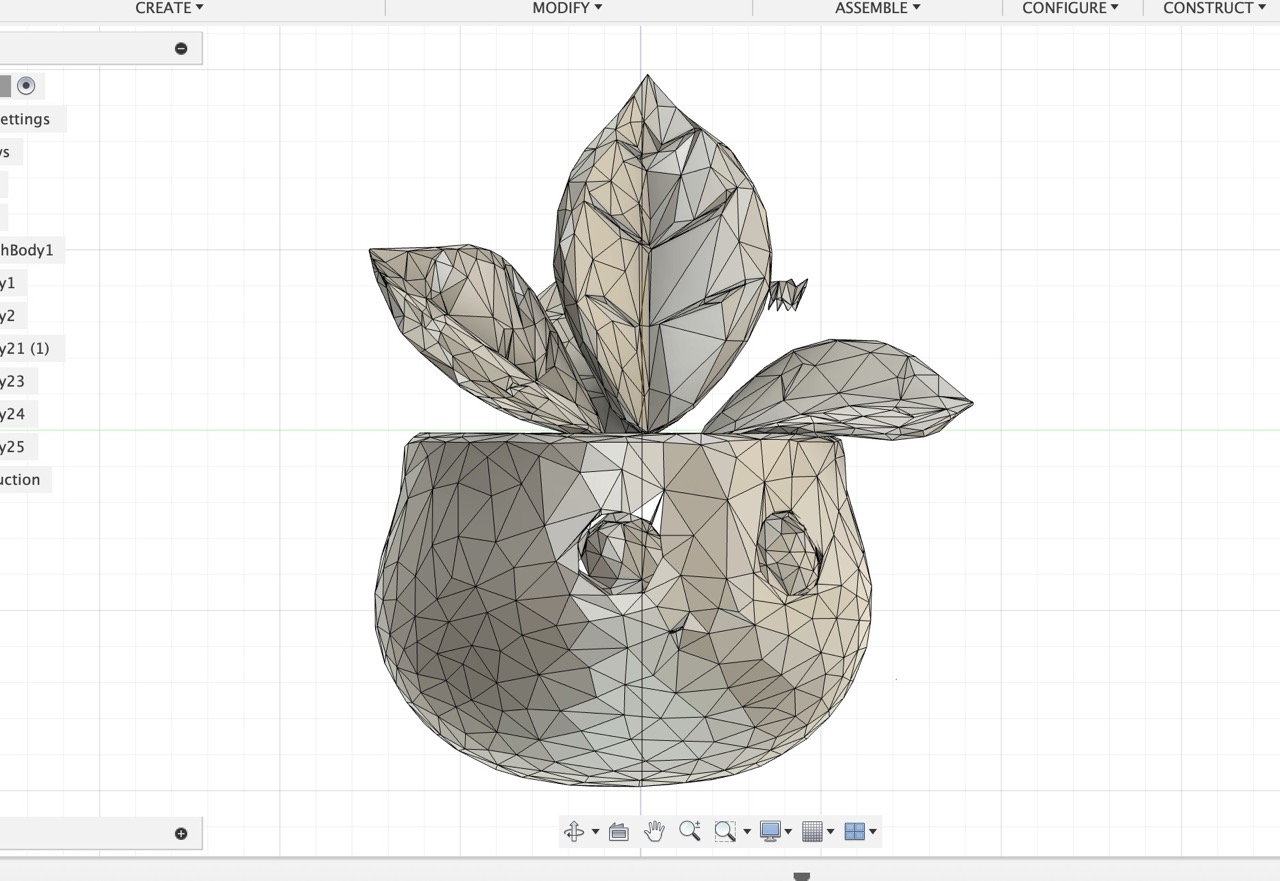
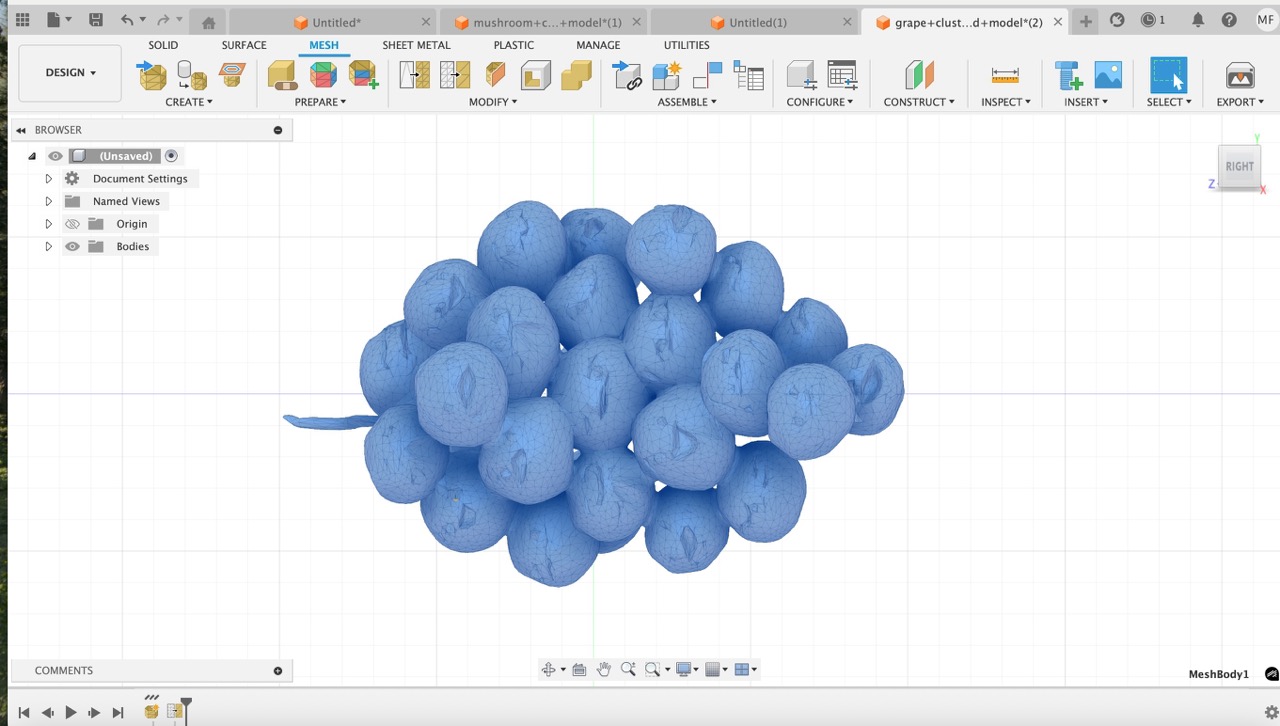
I imported each model into Fusion 360 to build a mold box – a tedious process. Fusion and I are still learning to get along, but we're improving.
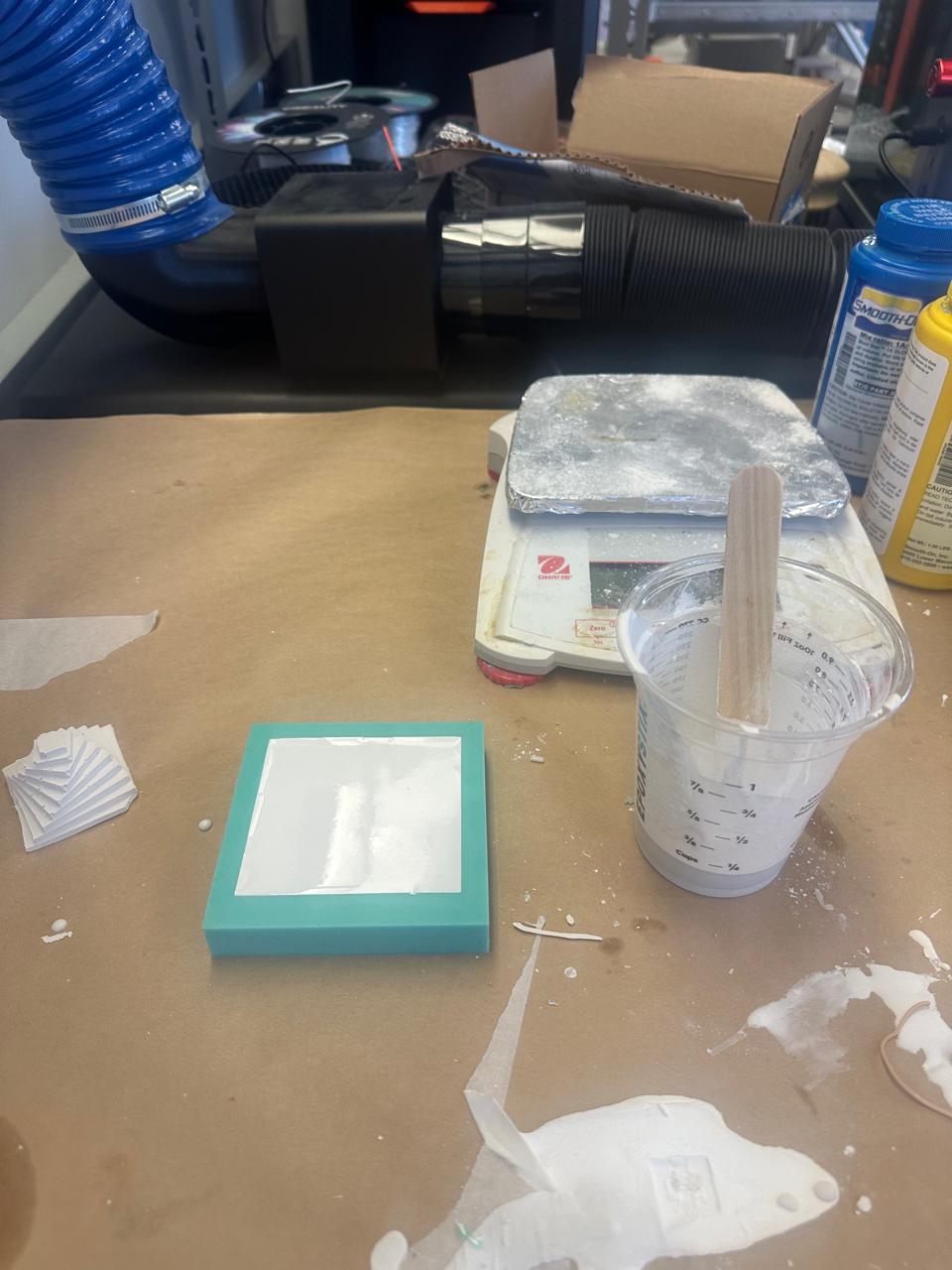
Mold Preparation
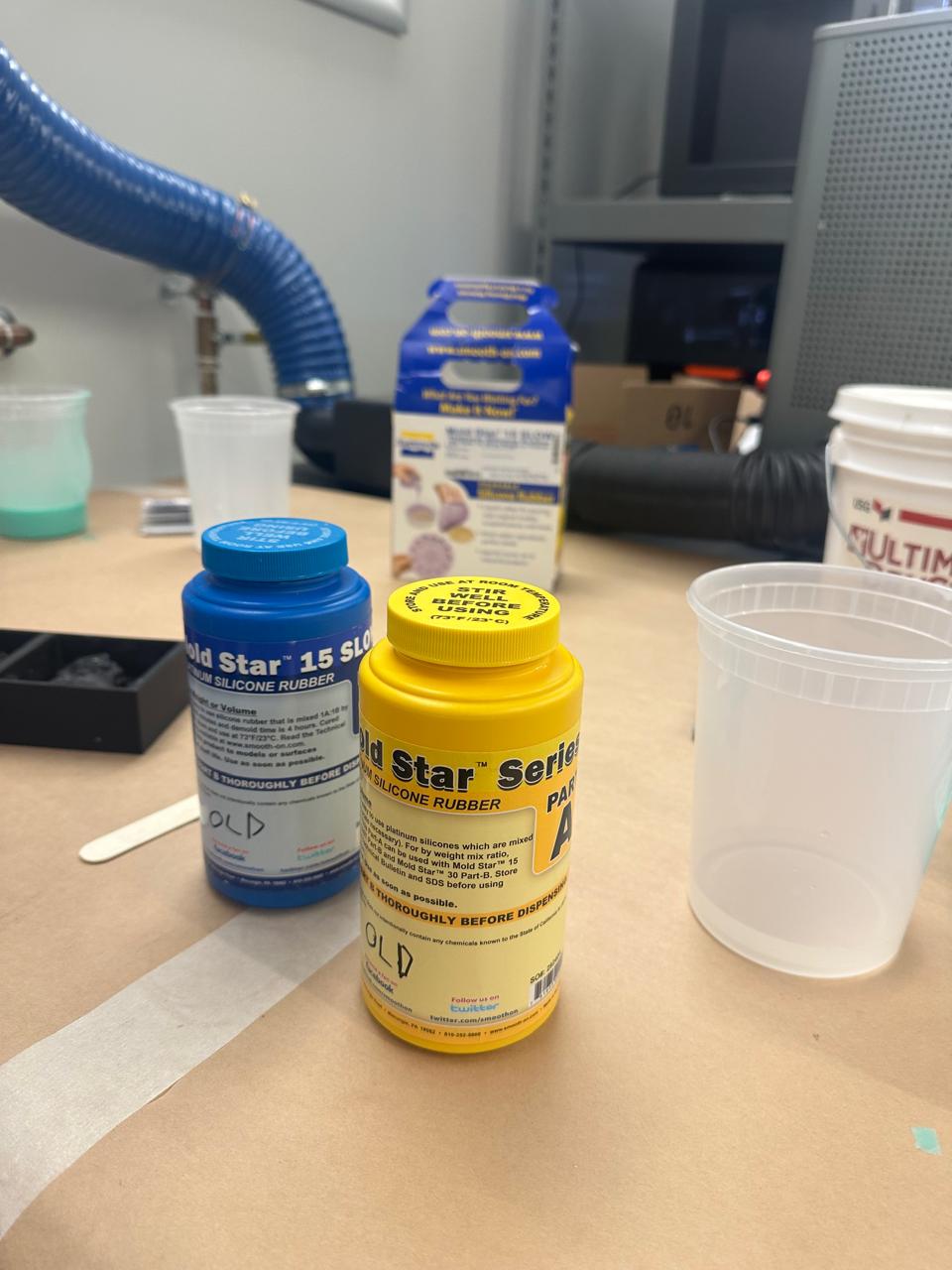
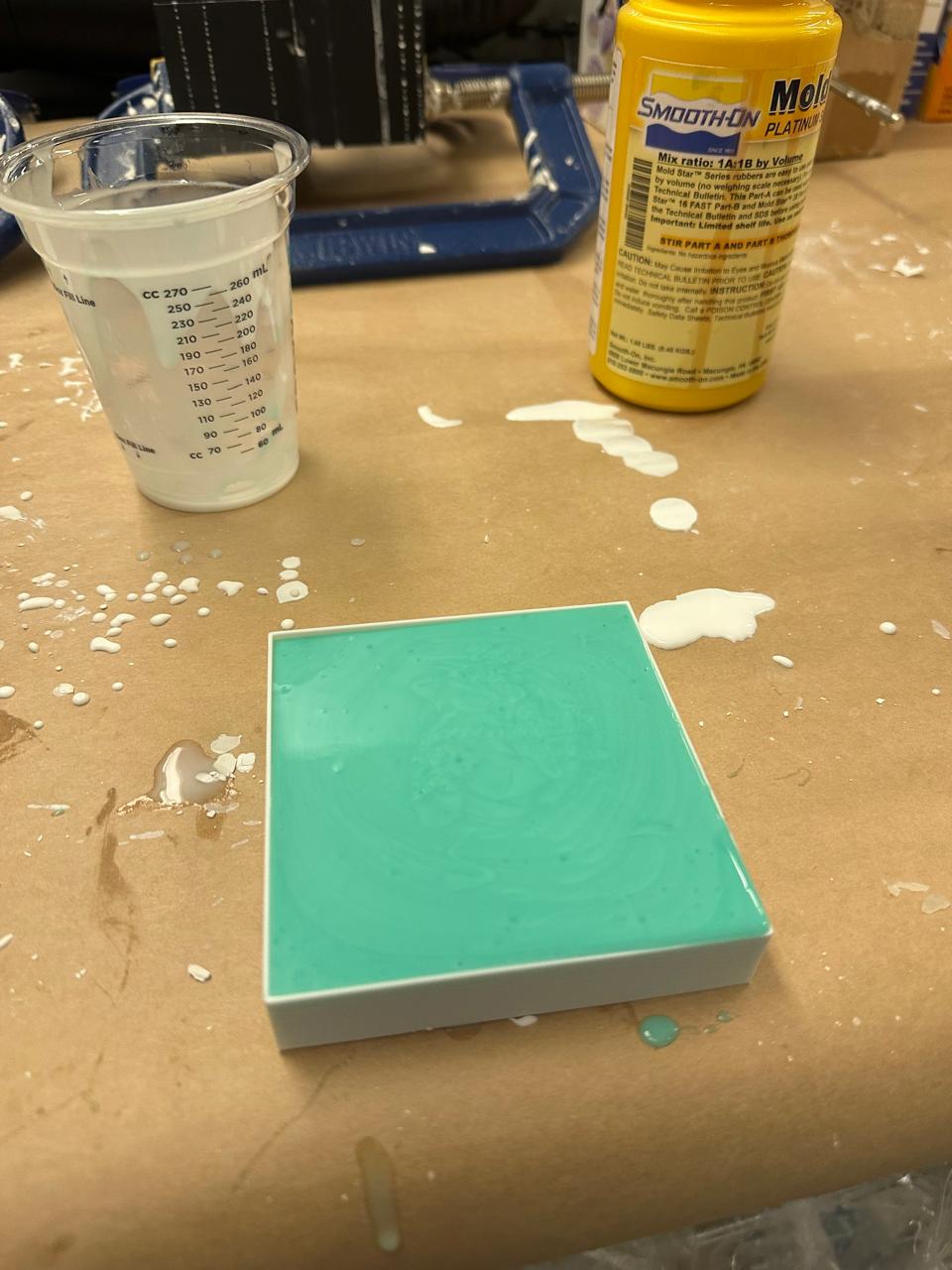
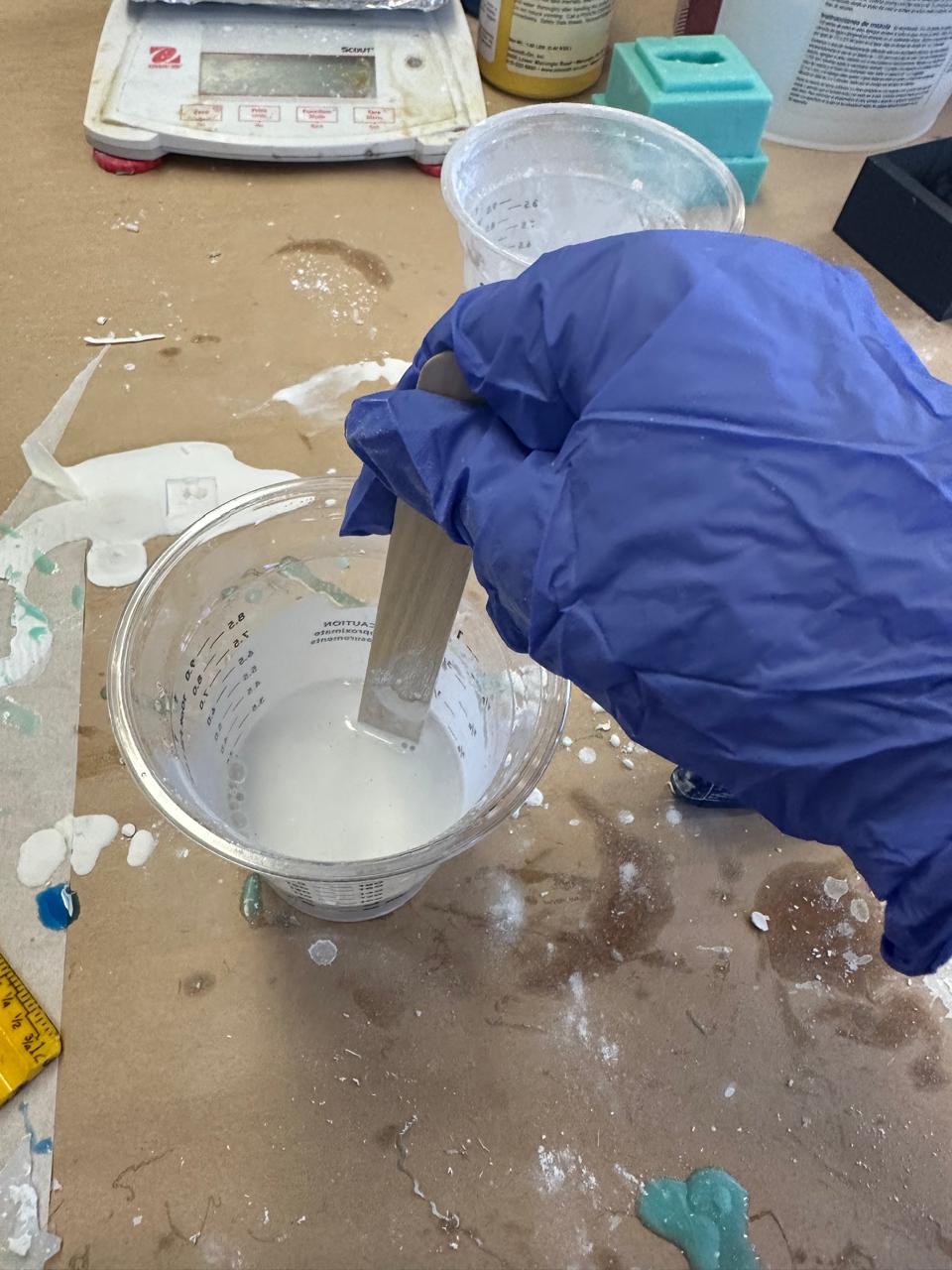
I used Mold Star 15 silicone.
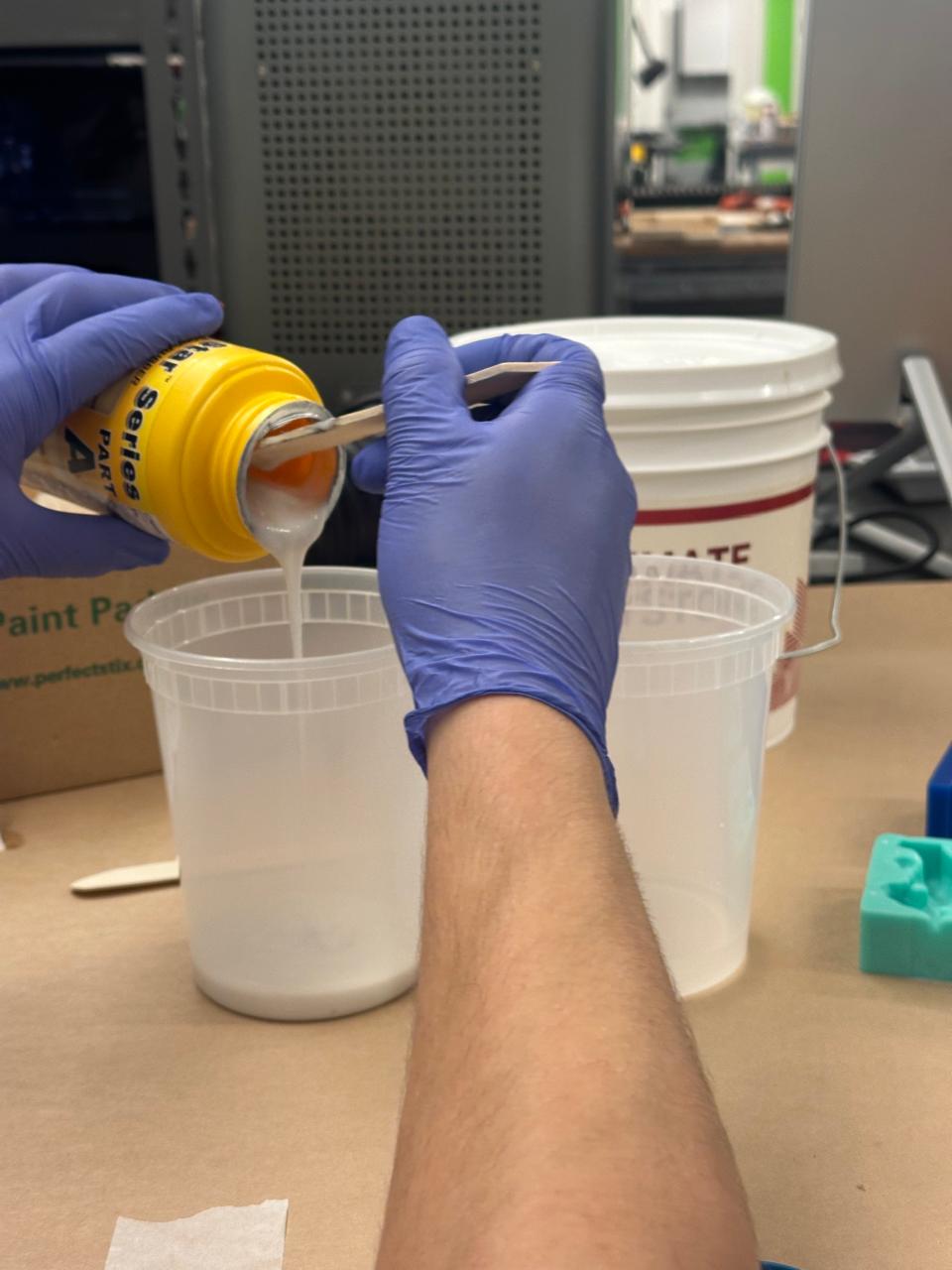
- Mixed Parts A and B in a 1:1 ratio until homogenous.
- Poured slowly in a thin stream to reduce bubbles, then tapped the mold for about a minute.
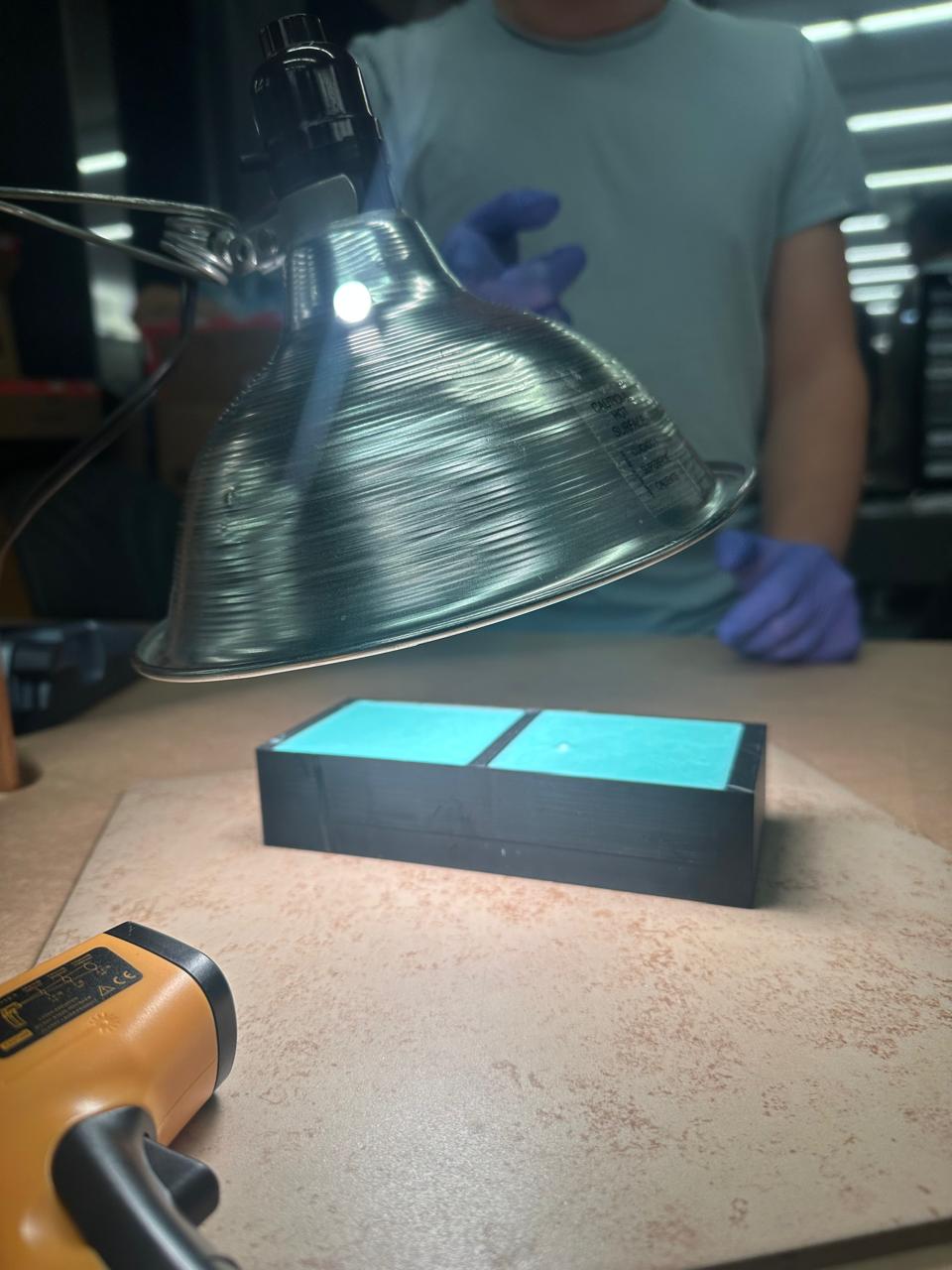
- Cured it under a heat lamp (~135 °F) to speed setting.
- Checked watertight seal with a water-fill test to calculate exact volume.
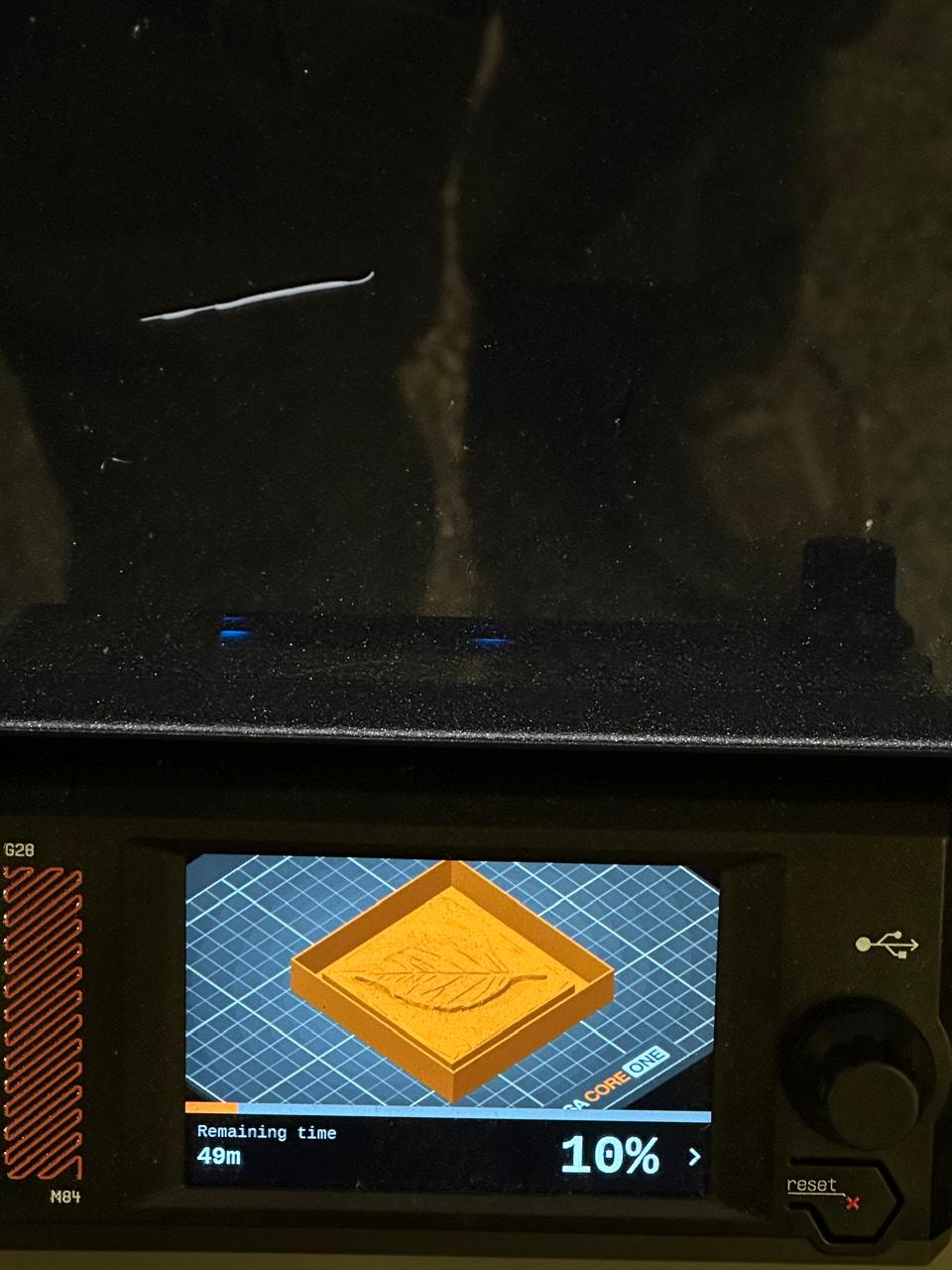
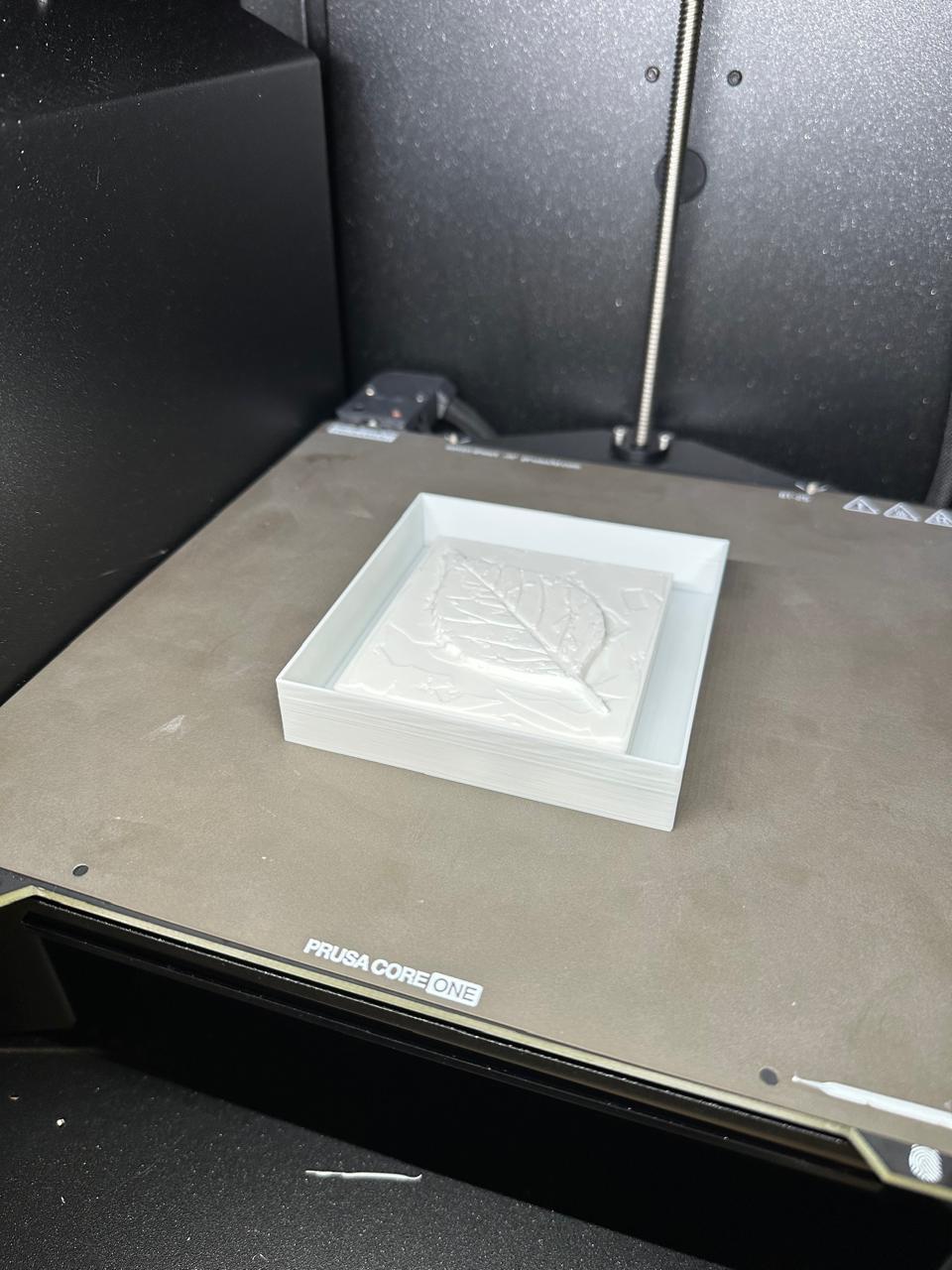
3D Printing the Mold Box
After designing the mold box in Fusion 360, I exported the file and sent it to the Prusa printer using white filament. The process was straightforward: export from Fusion, load into PrusaSlicer, and print.
3D Printing Considerations
- Avoid overhangs – they complicate demolding and can trap material.
- Fine layer resolutions reduce the need for finishing steps.
- Surface finishing technique: We melt and paint on a layer of beeswax then melt back off what you can, leaving a thin layer in the valleys. This improves surface finish moderately but is super easy to do.
- Otherwise very similar rules to milling – clean surfaces, proper orientation, and attention to detail matter.
Molding with Mold Star 15
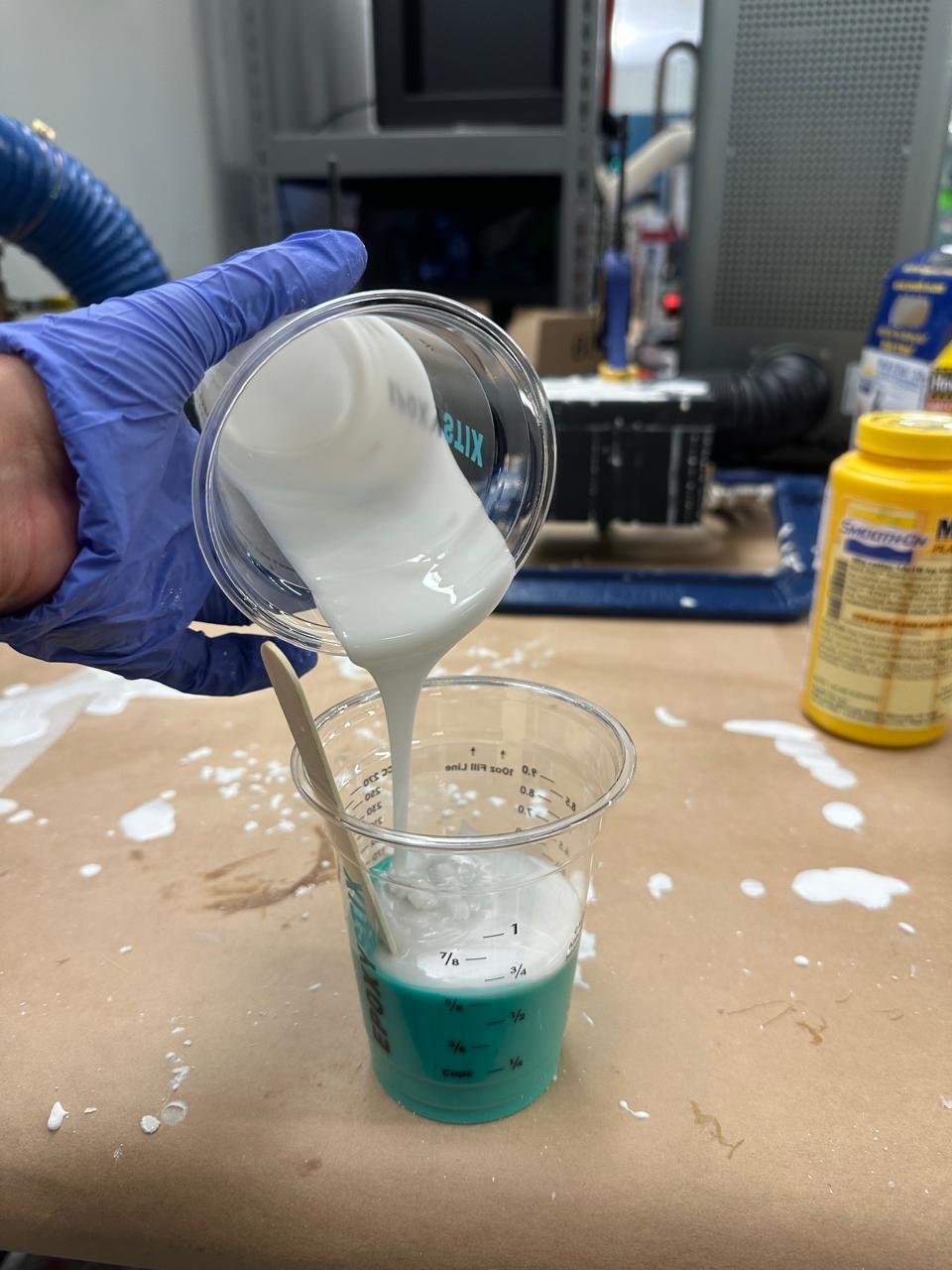
Once the 3D printed mold box was ready, I used Mold Star 15 silicone to create the flexible mold. The process involved mixing Parts A and B in a 1:1 ratio, pouring slowly to reduce bubbles, and curing under a heat lamp.
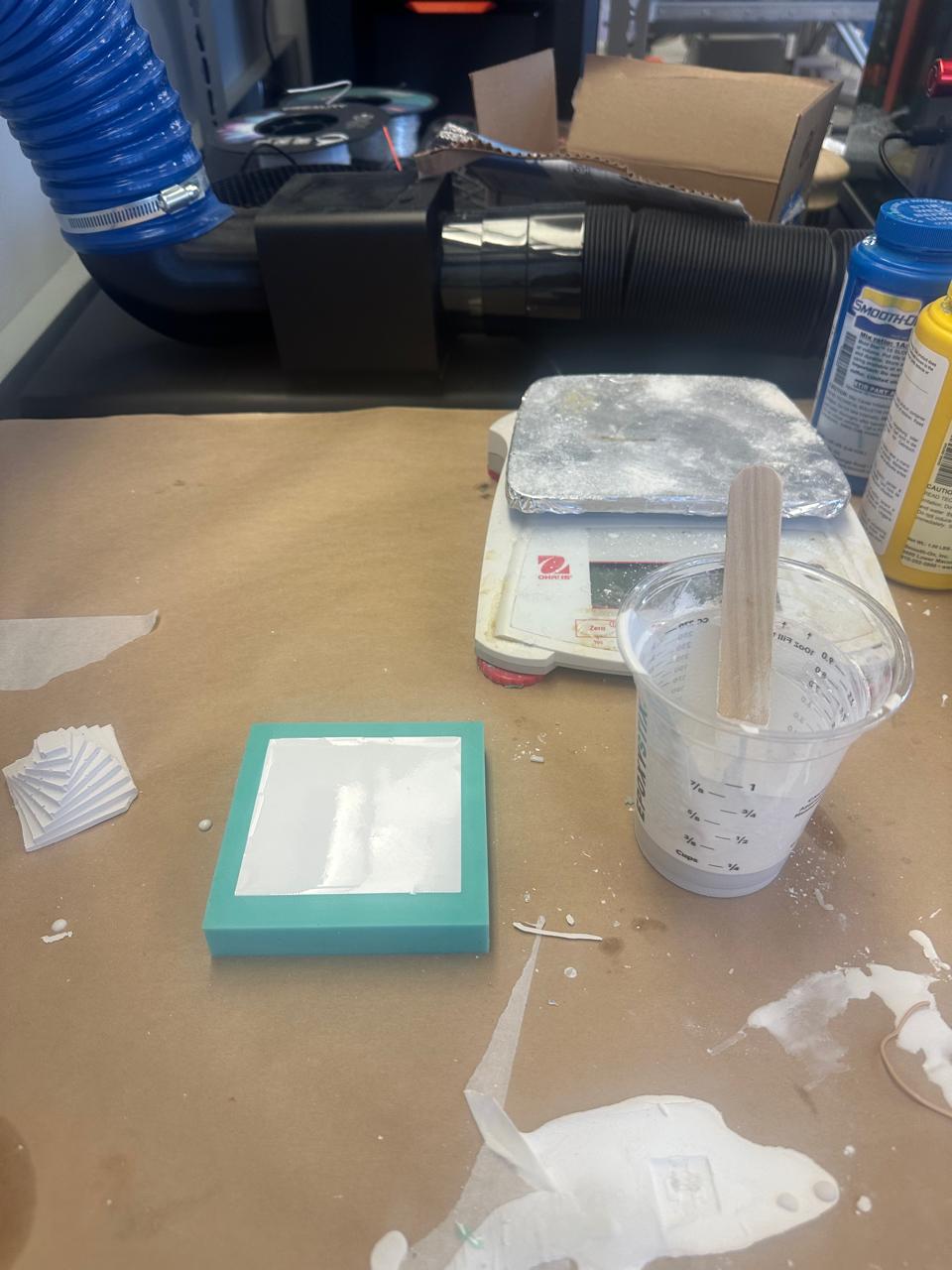
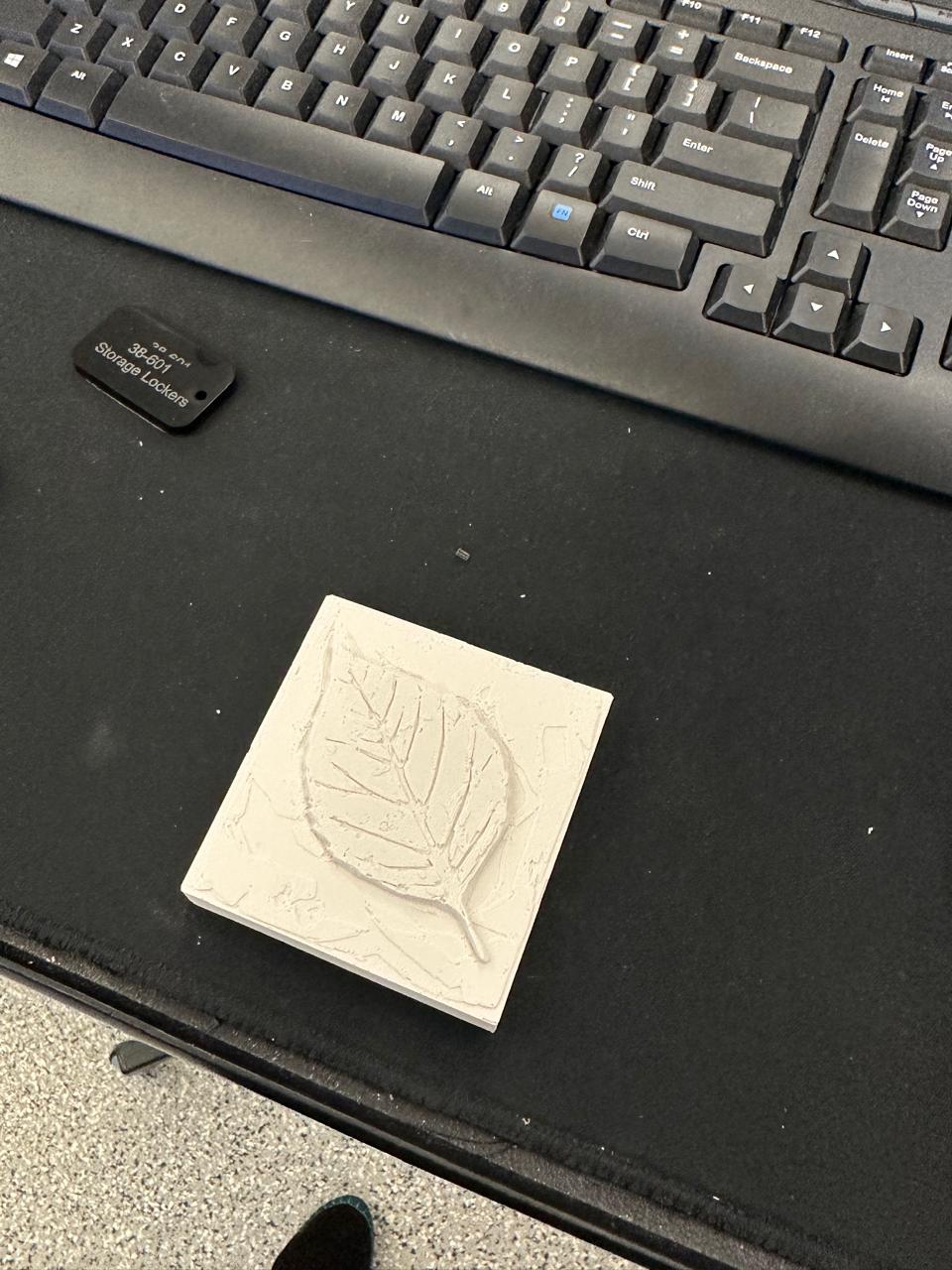
Casting Process
For casting I used Drystone (20 mL water : 100 g powder).
I added water slowly until it reached a peanut-butter-like texture, then poured it into the cured silicone mold.

Results
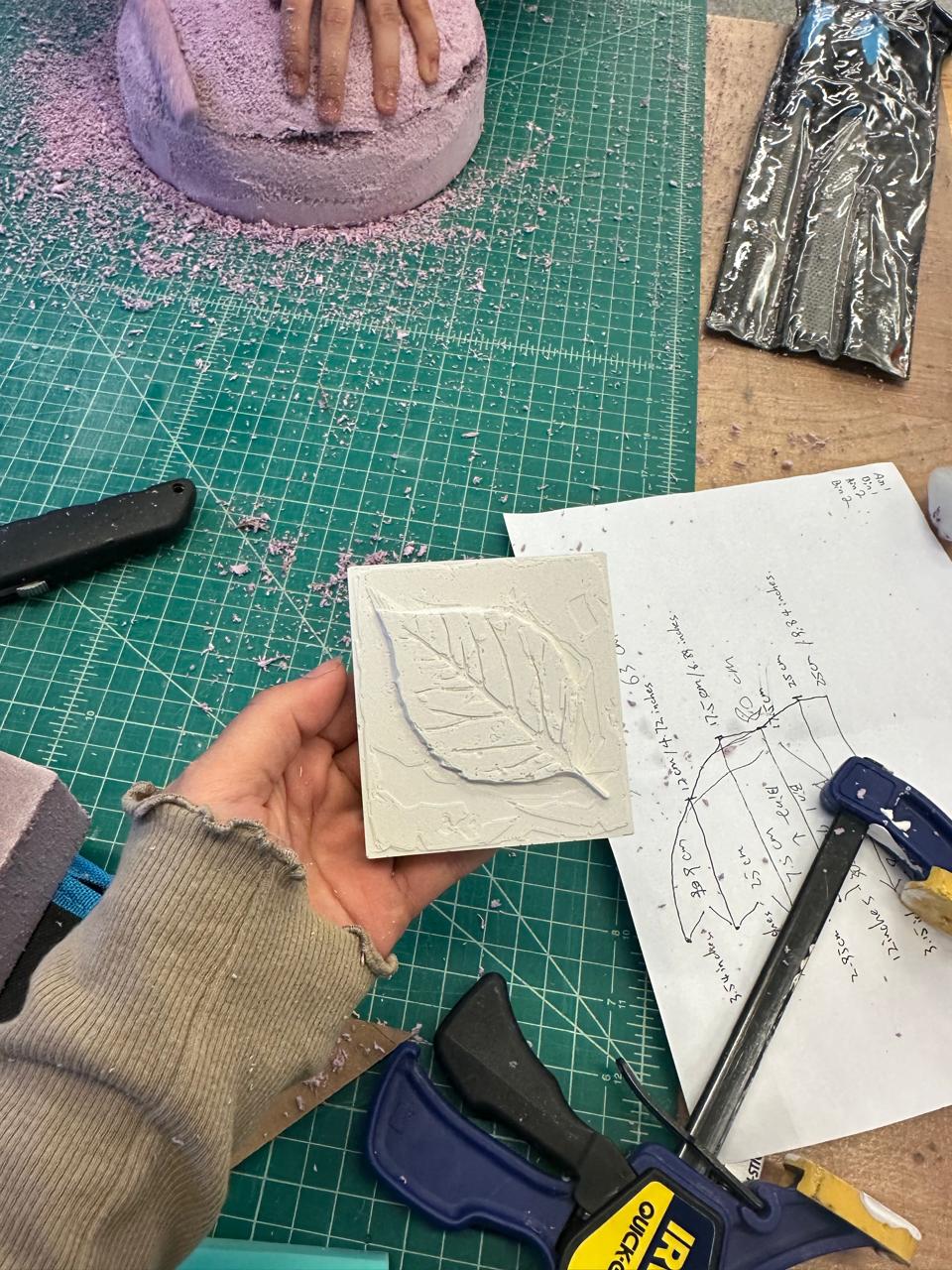
Reflection
This week tested my patience and precision – mix ratios, curing times, and surface prep all mattered. Seeing the finished cast made the frustration with Fusion worth it.
I'm beginning to see how molding and casting could feed into small jewelry or metal pieces for my final project.
Next, I'm hoping to experiment with metal casting, once Anthony sets up the session.
Files / Links
- Fusion design (on Fusion Team)
- Class page