-

- Computer-Aided Design 01
- Parametric Construction 02
- Electronics Production 03
- 3D Printing 04
- Electronics Design 05
- Computer-Controlled Machining 06
- Embedding Programming 07
- Molding + Casting 08
- Output Devices 09
- Machine Design 10
- Input Devices 11
- Interface + App Programming 12
- Networking + Communications 13
- Composites 14
- Final Project 15
HOW TO MAKE (ALMOST) ANYTHING
Lily Gabaree
Molding and Casting
This week was really fun! I wish I had more time, because a lot of this week involved figuring out the steps of the processes, and realizing the possible effects of different materials, and now I think I've got some more ideas for what I'd want to make next. But to get started, I decided to try to make a little suburb.
I modeled my house mold in Fusion and modified it in VCarve for the Shopbot. I made the house pretty tiny, because I wanted to make it as a one-piece mold, which meant it would have to be lifted up from its front (due to the roof overhang).
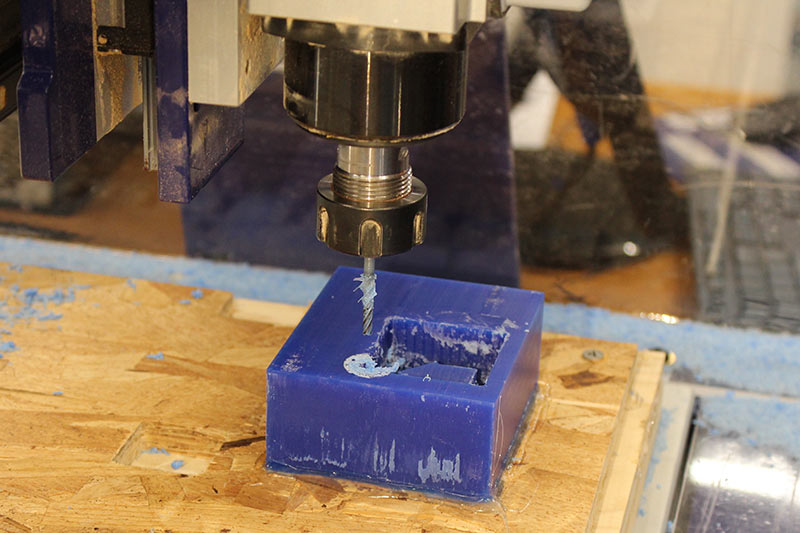
Once I was cutting, I ran into a problem: the bit was low enough in the house that the non-flute area was rubbing against the wax, and creating enough friction to melt the wax, which was then dripping down and gunking up the flutes. So the Shopbot started making a bit of a mess of the wax, once it was milling the lower levels of my house. I paused it and decided to salvage the mold; I picked out the waxy mess with tweezers, and filed the insides as best I could.
I used OOMOO 25 to create the second part of the mold; there were some bubbles, but I reduced them by pouring the mixture high from above, so the mixture was thin enough to break most bubbles as it poured.
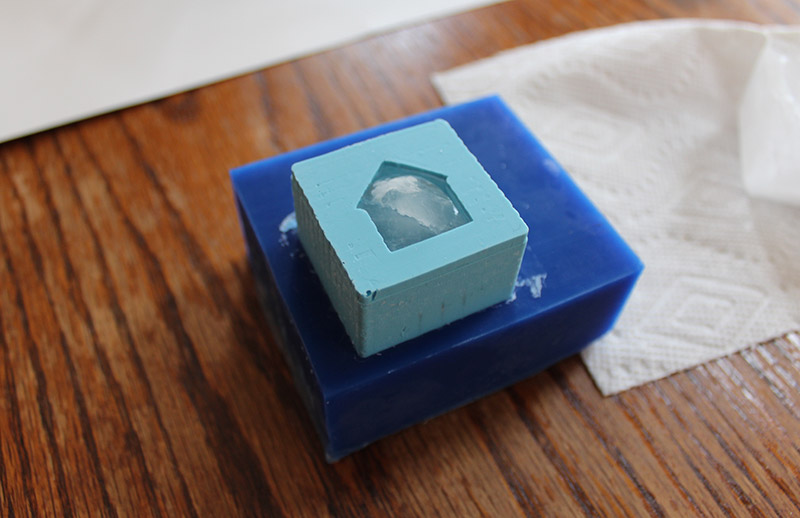
The OOMOO came out well. I decided to cast the mold in hydrostone, metal, and ice; the hydrostone came out the best, because the metal and ice welled up on the open end of the mold, whereas the hydrostone retained a flat surface.

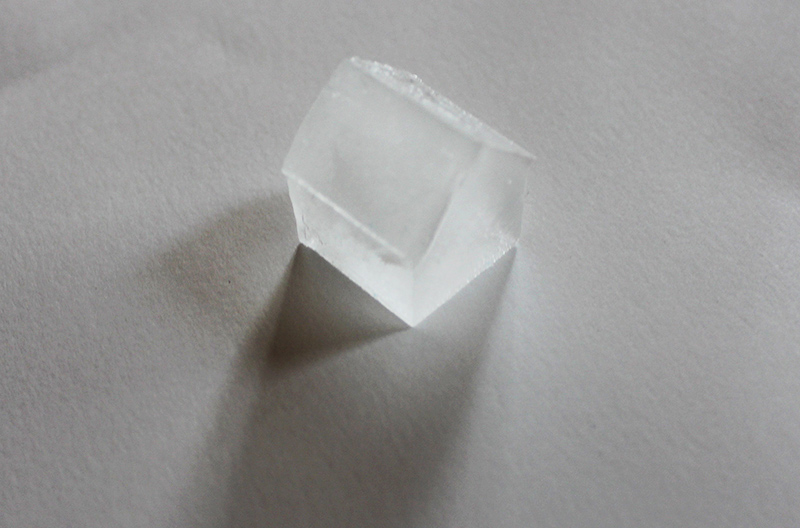
I also tried to make it into a floating "houseberg," which was not a huge success; it started melting really fast, and I was trying to afix it to a larger cube for stability, but the whole thing kept toppling over.

Here's a material comparison of casting metal from a powdered vs. unprepared OOMOO mold from a prior workshop - I'm including it here because I think the contrast in texture is pretty striking (and it led me to powder my metal molds this time around).

I was interested in making jewelry, so I attempted to cast from some laser-cut pieces I made. It was tricky making the mold, as the pieces are really thin, with a lot of negative space, and the metal's surface tension properties kept making it bunch together on top, rather than within, the fine detail work. I couldn't get it to cast properly. I had intended for it to be a two-part mold to solve the dispersion problem, but that didn't work either, because the metal wouldn't disperse fully throughout; so I'm going to melt these down for future work.
