Week 10 - Casting and Molding
This week we talked about a number of different techniques that can be used to make molds for parts and the limitations/pattern resolution of them. We also talked about a bunch of materials that can be cast and some of the compatibility between the mold materials and the cast material.
Assignments:- As a group review the safety data sheets the molding and casting materials, then make and compare test casts with each of them
- As a group compare mold making processes
- Design a mold around the process being used, produce a smooth surface finish that does not show production process toolpath, and use it to cast a part
- Extra credit: use more than two mold parts
Safety Data Sheet, Casting Materials, and Mold Making Comparison
There is a lot of information that needed to be compiled for this week, all of that can be found on the CBA class site for this week.
Design a Mold, Make it, and Cast it
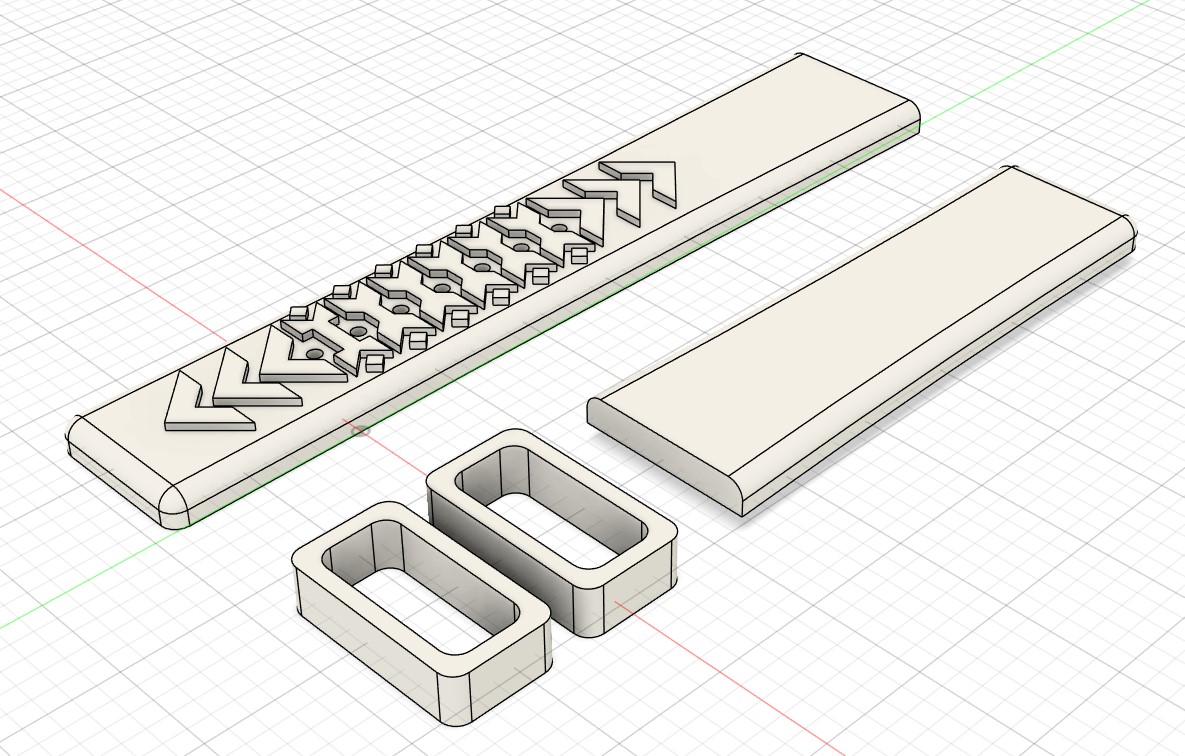
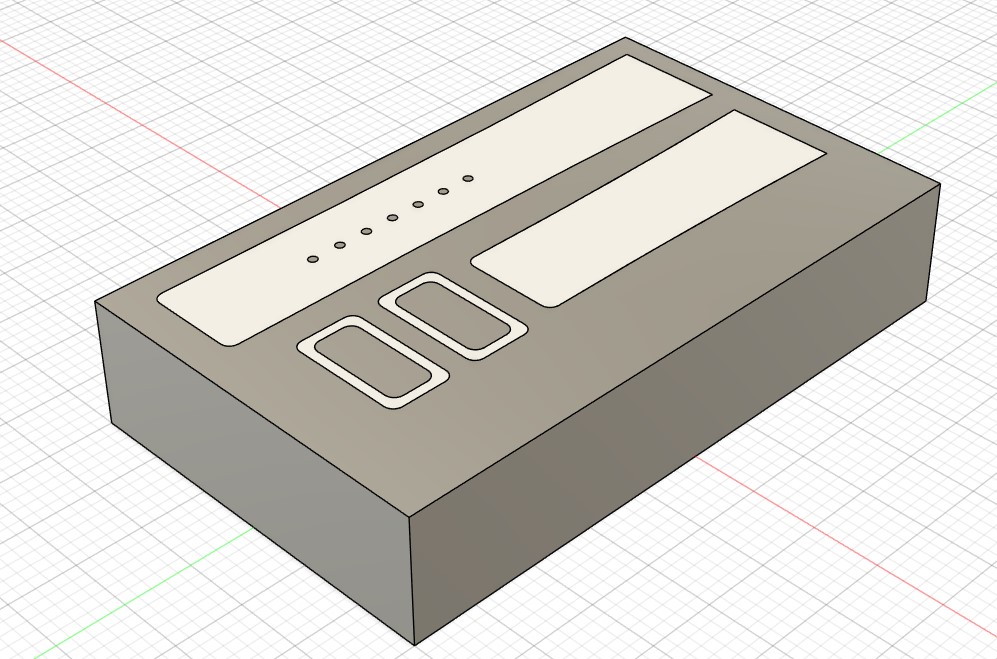
I was really excited for this week because I had no idea the wide variety of materials that can be easily cast in just simple wax or silicone molds. I was particularly interested in the drystone/hydrostone, although for now I did not use them for casting any parts. Instead, I decided that I was going to make a mold of a watch band which meant my casting material will be silicone. That essentially meant that I would make my mold out of the machinable wax, which I was on board with because I like CNC-ing things. I started with designing my parts, for which I used this site to make sure I had the proper dimensions for the band. There was no thickness specified, so I estimated that 4mm should be fine (although in hindsight this may have been just a bit too thick).I made all my parts face up, but I figured that when I mold them I would have them face down in the mold such that the patterns on the front would resolve and the back would be flat. I made three parts total, the longer band strap that has the holes for the buckle, the shorter band strap that would have the buckle, and a strap securing loop(?) that I would make two of. With all of these parts created, I loaded them into fusion, created a generic rectangle, aligned them to the top surface of the rectangle, and then intersect cut them away to create my mold.
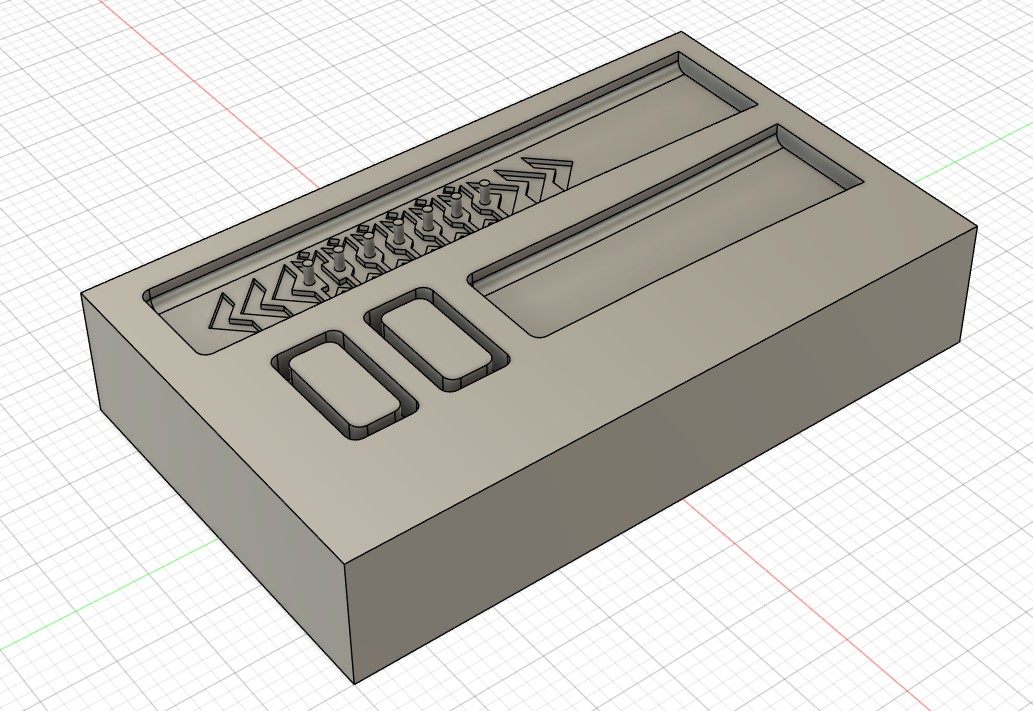
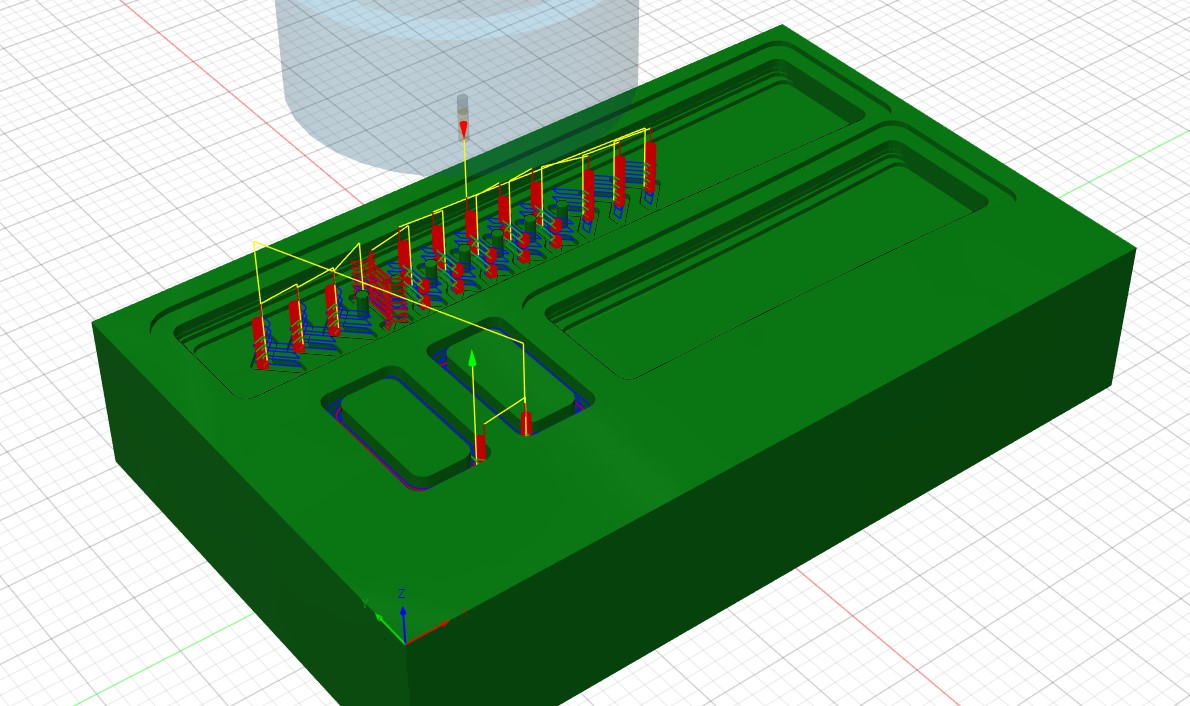
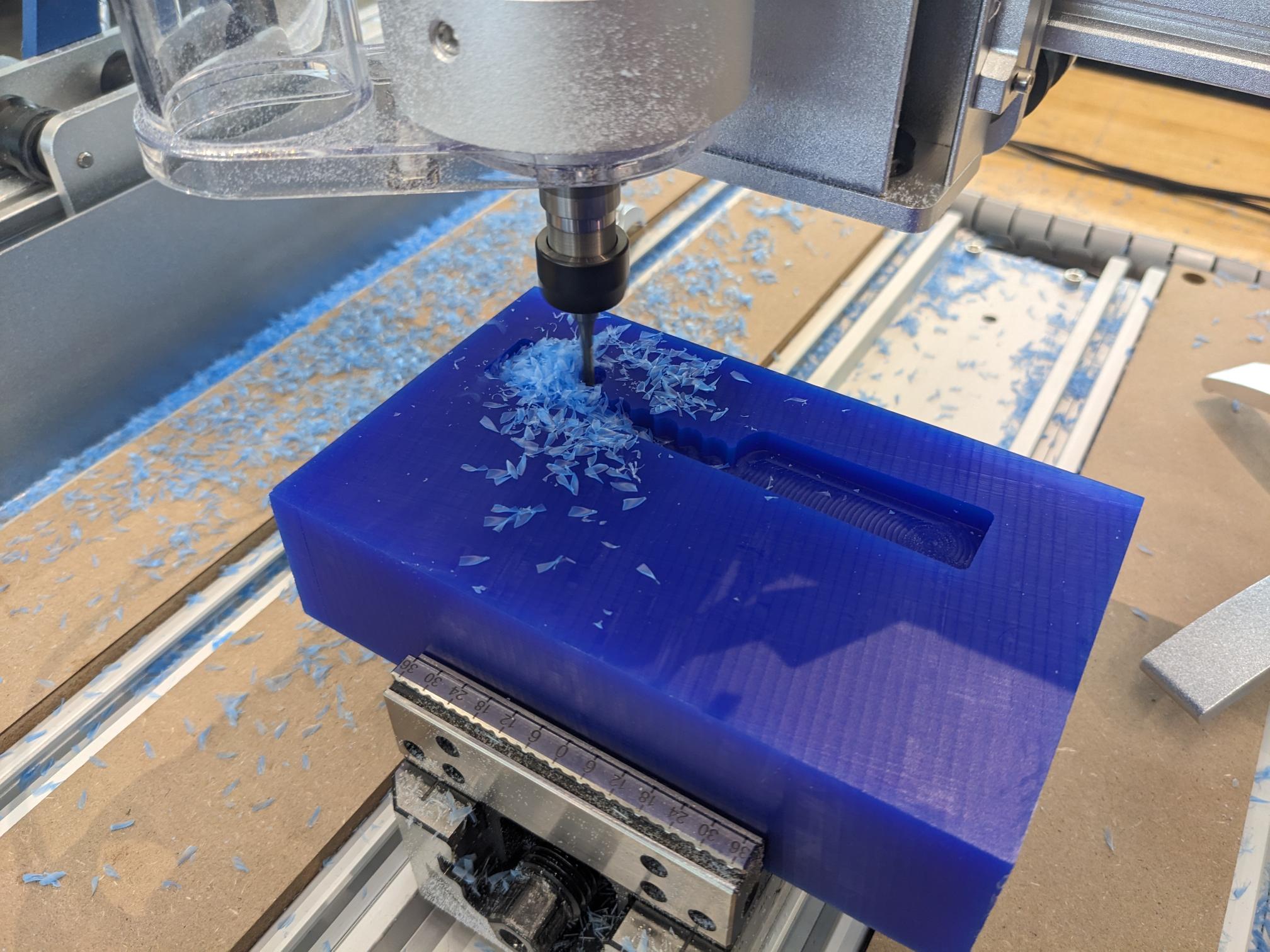
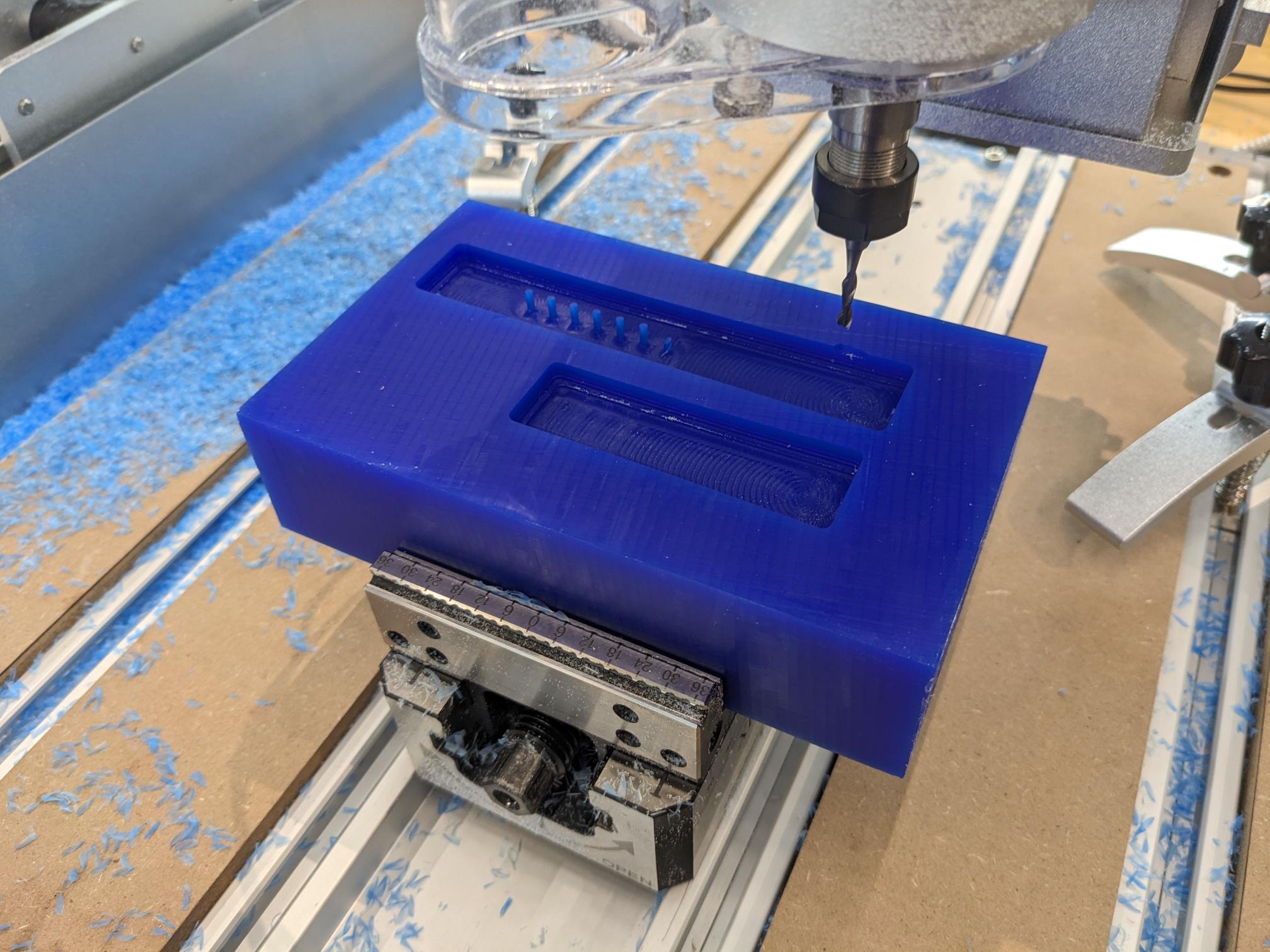
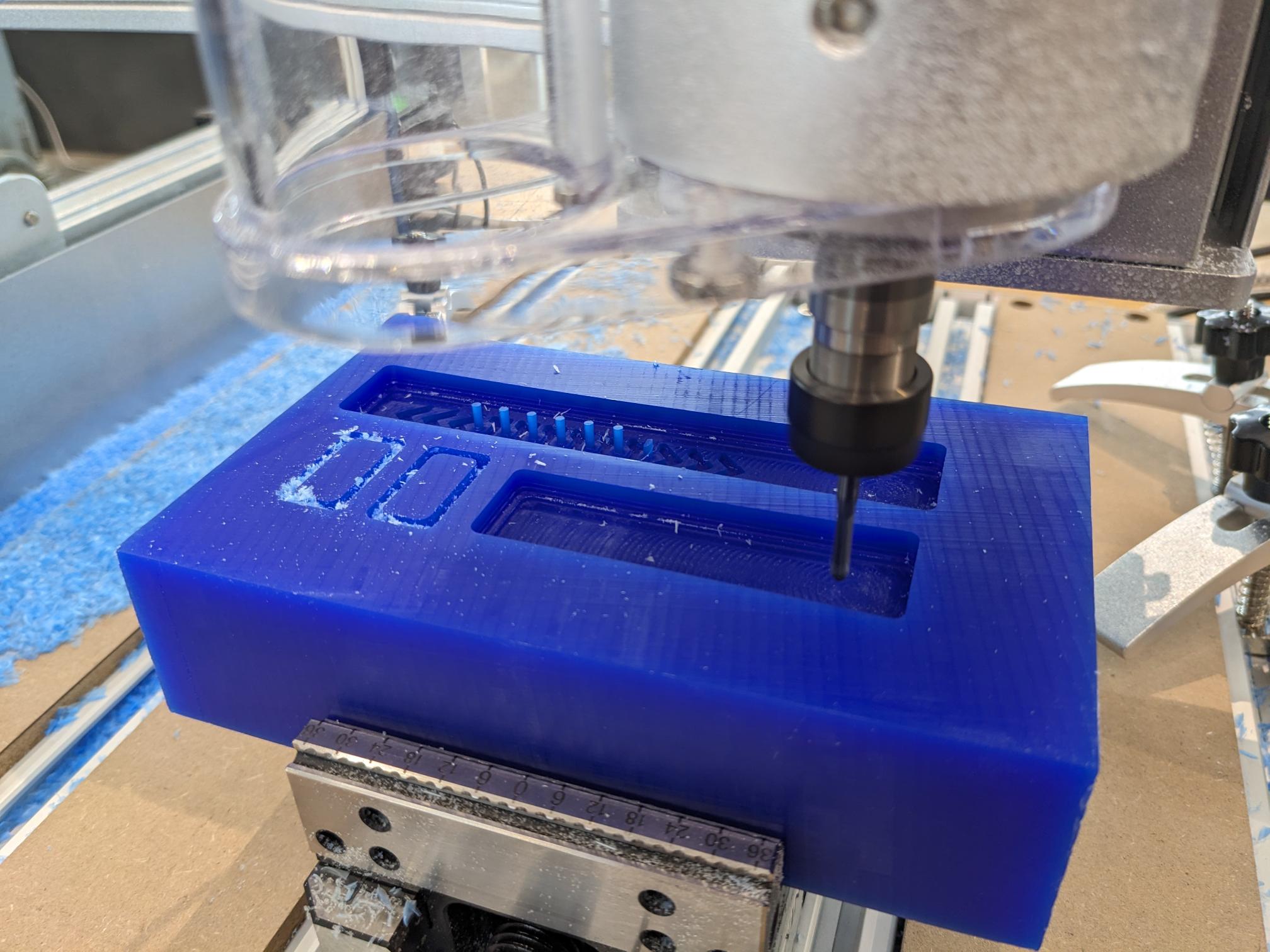
With my mold designed, I then set up my cut files for the CNC tool we were going to be using. I used a flat 1/8in end mill to do my first milling pass. This largely created the geometry of the two band sections. I then used a flat 1/16in end mill to cut the finer band patterns (I omitted the tiny squares because they did not come out well) as well as the two strap holders. The strap holders did not need any post processing with a ball end mill because they did not have any curved features to them which was nice. And finally, I went back over the band sections with a 1/8in ball end mill to create the fillets I had put in on the sides of the band. The software did add in a lot of additional passes on the 1/8in ball end mill, which I didn't really think was going to be a problem. I just couldn't figure out how to get a cut with the ball end mill to only cut the fillets and nothing else so I just had to let it go. For all of these cuts I left the spindle speed at 5000rpm and the default feed rate of 40in/min, except for the ball end mill finishing pass where I set the feed rate to 20in/min.


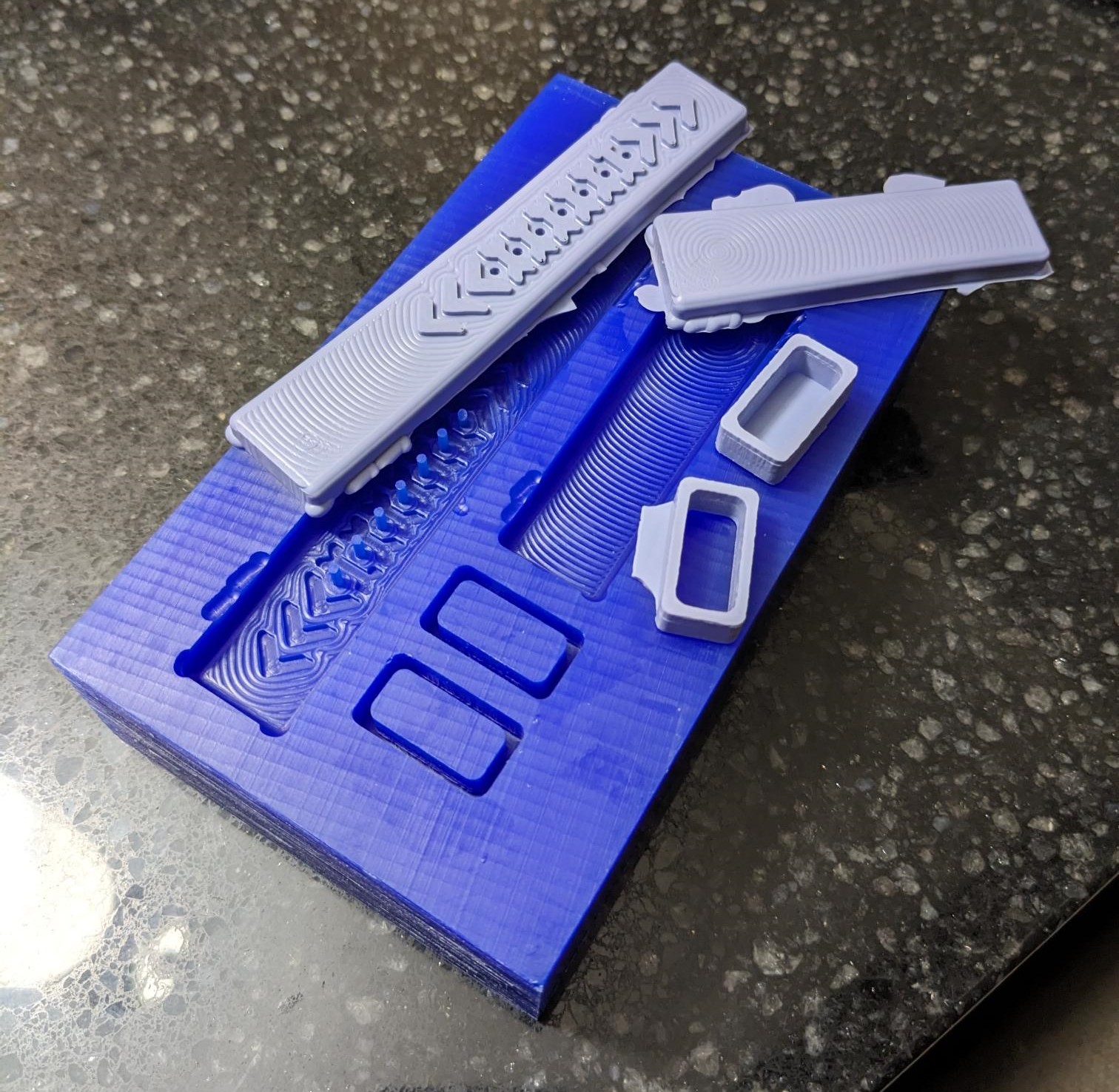
The milling process went quite smoothly for me, for the most part everything went well alhtough I did lose one of the watch band holes that I figured I could just re-add post casting. The main thing to point out however, was that I must have set my Z-height on the ball end mill just a tiny bit lower than when I did my flat 1/8in pass. This resulted in the ball end mill patterning what would otherwise have been a flat surface of the watch band. The pattern does look kind of cool though, so that not a problem, but it does make it obvious what mold making technique was used to cast these parts.
Regardless of the visible passes on the 'flat' portions of the mold, I moved on to the casting portion. I knew I was going to use silicone as mentioned earlier, so I ended up choosing OOMOO 30 as the material. For some reason I had a difficult time getting the two components to mix well together, and I was really trying to be careful to not cause air bubbles to form in the material, but sadly I noticed that a lot of air was getting in. When the silicone was mixed enough, I then ran into my second challenge, pouring without generating more air bubbles (especially into the high aspect ratio band loop things). At this point I kind of just accepted that there was a lot of air trapped in my material. So I smoothed out the top surface as much as I could, and tried to tap out a bunch of the bubbles. I then remembered that we have a small vacuum system that was set up for this very purpose, so I put my mold in and pulled a vacuum until the bubbles slowed significantly. At that point there was not much more I could do, so I left my mold to cure!


Part of me was still paranoid about the bubbles that would show, or the potential that for some reason it wasn't mixed well enough, but I am glad to say that those fears were mostly unfounded! After I picked up my mold, removing the parts was fairly easy even with the high aspect ratios of the band loops. There was a bunch of OOMOO that I had left on the surface, so I just trimmed the parts with some scissors and they cleaned up very nicely. As I had feared, the ball end mill passes were visible on the bands, but the passes again made kind of a cool pattern so I still think it looks pretty good. I did some additional post processing with a small electric dremel I have to open up the buckle holes and to allow spring bars to slot through, but the end result is a successful watch band which I was very proud of! Pending how the show and tell session goes, primarily feedback from Prof. Gershenfeld on the tool path visibility, we will see if I need to go back and make a new mold to try again...